20.01.2020 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- Зачем гнут листовой металл по радиусу
- Какова технология гибки листового металла: особенности и классификация
- Этапы и последовательность действий
- Расчет минимального радиуса при гибке листового металла
- Минимальный радиус гибки листового металла
- Преимущества использования станков с ЧПУ
Знать допустимые радиусы гибки листового металла нужно всем, кто собирается использовать именно этот способ обработки материала. Потому что без точных значений и грамотного расчета можно испортить любые заготовки.
В данной статье расскажем о технологии гибки листового металла, особенностях данного типа обработки, способах и применяемых методах. Особое внимание будет уделено минимальному радиусу гибки металлического листа и методологии расчета.
Гибка металла любой сложности в Москве и Московской области
Гибка металла возможна различными методами в горячем и холодном виде. Самым распространенным способом является трансформация холодных изделий на гибочных машинах. Ручной способ используется достаточно редко, применяется для гибки тонколистового металла толщиной до 0,6 мм. Автоматические методы гибки:
- На гидравлическом прессе
(воздушная универсальная). Металлическая полоса (толщиной до 10 мм, длиной до 6 м) устанавливается на нижний стол с матрицей. Изделие нужной формы получается из-за направленного сверху действия пуансона на необходимую глубину. - По матрице.
Технология отличается повышенной точностью, применяется при обработке листового металла до 5 мм, деформируя заготовку на угол менее 90 градусов. - С применением поворотной балки.
Применяется для гибки листа до 1 мм, чтобы гнуть изделия в разные стороны. - Обработка скольжением.
При проведении процедуры используется отдельный инструмент для заготовки каждой толщины.
Гибка металла обеспечивает неизменную структуру металлической пластины на участках сгиба. Толщина листового металла может достигать 12 мм.
Технические возможности гибочного оборудования
Новый гидравлический гибочный пресс Baykal ЧПУ с 3D моделированием позволяет производить гибку металлического листа длиной до 3100 мм и толщиной до 8 мм в зависимости от типа металла.
Система электронной синхронизации движений с помощью технологии пропорционального распределения усилий по двум направляющим гарантирует контроль параллельности перемещения траверсы с помощью системы ЧПУ, обеспечивает максимальную точность сгибания и повторяемость изготовления деталей.
| Технические характеристики пресса: | |
| APHS 31160 | |
| Длина гибки | 3100 мм |
| Усилие гибки | 160 тонн |
| Расстояние между стойками | 2550 мм |
| Зев | 410 мм |
| Просвет | 540 мм |
| Максимальное раскрытие | 260 мм |
| Ширина стола | 60 мм |
| Скорости гибки подход — гибка — возврат | 160 мм/с-10 мм/с-130 мм/с |
| Основной двигатель | 15 кВт |
| Объем гидравлики | 140 л |
| Вес | 9 700 кг |
Услуги гибки металла
Наша компания предоставляет услуги по гибке листового металла в Москве. При проведении гибки металла используется современное оборудование, применение которого позволяет проводить все с максимальной точностью. Гибка листового металла полностью автоматизирована, что значительно ускоряет и упрощает дело.
Стоимость гибки листового металла зависит от толщины и длины изделия. Важную роль играет также форма детали, тип стали, особенности контуров сгибания и т. д.
Технология позволяет сформировать из листа изделия требующихся размеров и формы. Путем гибки наиболее просто можно придать материалу нужную форму. Способ является более легкой в исполнении и недорогой альтернативой сварке. Выбор технологии зависит от использующегося материала и требований к получаемой продукции. Перед проведением процедуры производятся расчеты с применением специальной формулы.
Автоматизированный способ позволяет придавать заготовкам нужную форму без использования сварочной техники. Основное преимущество методики гибки заключается в отсутствии швов, что способствует улучшению внешнего вида и повышению прочности изделий. Метод гибки способствует ускорению производственного процесса. В результате гибки значительно снижаются масса изделий, металлоемкость, уменьшаются трудозатраты, себестоимость, повышается рентабельность.
Создание станка для сгибания листового металла
Для бездефектной гибки можно использовать самодельные механизмы. Их можно изготовить своими руками, не обладая дополнительными навыками. Для этого нужно создать чертеж, подготовить материалы, инструменты:
- швеллера, металлические уголки;
- прижимную пластину;
- дверные петли;
- деревянный брусок;
- металлические прутья.
Из инструментов нужен сварочный аппарат, дрель со сверлами по металлу, болгарка, шлифовальная машинка.
Этапы изготовления станка:
- Изначально нужно подготовить материалы, нарезать швеллера, уголки, прутья по размеру болгаркой.
- Собрать раму с устойчивыми ножками. Соединить отдельные части сварочным аппаратом. Швы зачистить шлифовальной машинкой покрыть антикоррозийным составом.
- Соединить два уголка дверными петлями, чтобы получилась подвижная конструкция.
- Наварить на один из уголков металлические прутья, которые будут выполнять роль ручек.
- Закрепить подвижную конструкцию на раму так, чтобы можно было работать с заготовками.
Некоторые мастера изготавливают механизмы без основания, которые закрепляются на готовом верстаке.
Швеллера (Фото: Instagram / stockwood.ru_moscow)
Цена гибки металлического листа
| Длина гиба, мм | 100 | 200 | 500 | 1000 | 1500 | 2000 | 2500 |
| Толщина листа, мм | Цена за гиб листового металла (минимальный заказ от 100 гибов) | ||||||
| 0,8 — 1 | 9 руб. | 11 руб. | 16 руб. | 29 руб. | 40 руб. | 50 руб. | 76 руб. |
| 1,2-1,5 | 9 руб. | 11 руб. | 17 руб. | 30 руб. | 40 руб. | 50 руб. | 76 руб. |
| 2 | 9 руб. | 11 руб. | 17 руб. | 30 руб. | 42 руб. | 51 руб. | 77 руб. |
| 2,5 | 9 руб. | 11 руб. | 19 руб. | 31 руб. | 44 руб. | 51 руб. | 77 руб. |
| 3 | 9 руб. | 13 руб. | 20 руб. | 32 руб. | 49 руб. | 56 руб. | 95 руб. |
| 5 | 14 руб. | 18 руб. | 25 руб. | 44 руб. | 69 руб. | 88 руб. | 139 руб. |
| 6 | 15 руб. | 21 руб. | 28 руб. | 53 руб. | 81 руб. | 106 руб. | 166 руб. |
| 8 | 17 руб. | 21 руб. | 33 руб. | 59 руб. | 105 руб. | — | — |
| 10 | 19 руб. | 23 руб. | 38 руб. | 66 руб. | — | — | — |
| 12 | 23 руб. | 28 руб. | 45 руб. | — | — | — | — |
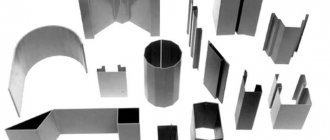
Где применяется гибка листового металла
Эта технология обработки металлических листов широко используется в разных сферах благодаря ее преимуществам. Гнутые элементы при одинаковой прочности с цельнокатаным трубопрокатом и профилями отличаются легким весом. Сферы применения гибки:
- строительная сфера (кровля, комплектующие, вентилируемые фасады);
- машиностроение;
- транспортная промышленность (обшивка);
- металлопрофили;
- изготовление раздвижной мебели;
- детали корпусов оборудования, бытовой техники.
Этапы и последовательность технологии
Разработка проводится в следующей последовательности:
- Анализируется конструкция детали.
- Рассчитывается усилие и работа процесса.
- Подбирается типоразмер производственного оборудования.
- Разрабатывается чертеж исходной заготовки.
- Рассчитываются переходы деформирования.
- Проектируется технологическая оснастка.
Анализ соответствия возможностей исходного материала необходим для того, чтобы выяснить его пригодность для штамповки по размерам, приведенным на чертеже готовой детали. Этап выполняют по следующим позициям:
- Проверка пластических способностей металла и сопоставление результата с уровнем напряжений, которые возникают при гибке. Для малопластичных металлов и сплавов процесс приходится дробить на несколько переходов, а между ними планировать межоперационный отжиг, который повышает пластичность;
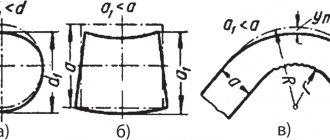
- Возможность получения радиуса гиба, при котором не произойдет трещинообразования материала;
- Определение вероятных искажений профиля или толщины заготовки после обработки давлением, особенно при сложных контурах у детали;
По результатам анализа иногда принимают решение о замене исходного материала на более пластичный, о необходимости предварительной разупрочняющей термической обработки, либо используют подогрев заготовки перед деформацией.
Радиус гибки rmin вычисляют с учетом пластичности металла заготовки, соотношения ее размеров и скорости, с которой будет проводиться деформирование (гидропрессы, с их пониженными скоростями передвижения ползуна, предпочтительнее более скоростных механических прессов). При уменьшении значения rmin все металлы претерпевают так называемое утонение — уменьшение первоначальной толщины заготовки. Интенсивность утонения определяет коэффициент утонения λ, %, который показывает, на сколько уменьшится толщина конечного изделия. Если это значение оказывается более критичного, то исходную толщину s металла заготовки приходится увеличивать.
Для малоуглеродистых листовых сталей соответствие между вышеуказанными параметрами приведено в таблице (см. табл. 1).
Таблица 1
Таким образом, при определенных условиях металл заготовки может даже несколько выпучиваться.
а при больших деформациях — более точное уравнение вида
Таблица 2
Эффект вероятного пружинения можно учесть при помощи данных по фактическим углам пружинения β, которые приведены в таблице 3. Данные в таблице соответствуют условиям одноугловой гибки.
Таблица 3
Дефекты и трудности при гибке
В ходе деформации металлов могут появляться дефекты. Самые распространенные это косые изгибы, механические повреждениях поверхности. Это явление происходит вследствие ошибок при проведении разметки или закреплении заготовок выше/ниже разметочной линии. Распространенной ошибкой при гибке считается также разрыв (трещина) металла. Она возникает по причине недостаточной пластичности материала. Гибка тонколистового металла наиболее часто подвержена данному типу дефекта, из-за чего ее зачастую приходится делать ручным способом. Еще одним частым дефектом гибки является нарушения размеров. Оно проявляется при нехватке или излишке листа на концах детали, что происходит при нарушениях расчета длины заготовок.
Гибка деталей из листового и полосового металла — Справочник металлиста
Станки для гибки листового металла
Гибка стальных изделий с небольшими габаритными размерами поперечного сечения выполняется, как правило, в холодном состоянии. Процесс заключается в необратимом изменении продольной или поперечной оси деформируемой заготовки.
Классификация способов гибки
Виды гибки различаются по следующим параметрам:
- По виду конечного профиля, который может быть L-образным (одноугловая гибка) или П-образным (двухугловая гибка). Для высокопластичных металлов и сплавов без нагрева исходной заготовки возможна и многоугловая гибка. К гибке примыкает также и технология закрутки/скручивания, которой производят, например, оконные и дверные петли.
- По характеру приложения основного деформирующего усилия. Гибка может быть свободной, и с калибрующим ударом. В первом случае исходная полоса или профиль укладывается на две опоры, и посредине прикладывается усилие, которое деформирует металл. Во втором случае заготовка укладывается на подпружиненную опору, и перемещается вместе с инструментом вниз до упора. Иногда применяется упрощённый вариант калибрующей гибки, при реализации которого изделие жёстко подчеканивается в конце рабочего хода гибочного инструмента.
- По количеству переходов гибки, которое определяется пластическими свойствами материала. Большинство заготовок в холодном виде способны деформироваться за один переход без трещин на углы до 100…1200. При более интенсивном формообразовании предусматривается двух- и даже трёхпереходная гибка. Для малопластичных материалов между гибочными переходами всегда вводится промежуточный отжиг.
- По способу гибки. Операция может выполняться инструментом, который двигается возвратно-поступательно, либо вращается. Первый вариант гибки реализуется на механических, либо гидравлических прессах вертикального или горизонтального действия. В практике за оборудованием первого вида укоренилось название «листогибы», а за вторым – «кузнечные бульдозеры». Ротационная гибка непрофилированным инструментом производится на сорто- или листогибочных машинах валкового типа. Такое оборудование часто оснащается приспособлениями для правки исходного металлопроката.
Технология гибки профилированным инструментом
Все рассматриваемые далее процессы ведутся с применением специализированного инструмента – штампов. Рабочими деталями любого гибочного штампа являются пуансон и матрица.
Пуансон – подвижная часть штампа – закрепляется. Как правило, в верхней его половине, и при перемещении ползуна двигается возвратно-поступательно.
Матрица – неподвижная часть штампа – располагается в нижней его половине, которая фиксируется на столе оборудования.
Точность штамповки профилированным инструментом зависит от:
- Соответствия рабочих профилей пуансона и матрицы чертёжным размерам изделия;
- Направления оси гибки, которое всегда (это важно!) должно совпадать с направлением прокатки исходной заготовки (легко устанавливается по внешнему направлению волокон на исходной заготовке);
- Учёта пластических и упругих свойств деформируемого металла или сплава;
- Надёжности и точности регулировки упоров под изгибаемую заготовку;
- Скорости деформирования металла ползуном оборудования;
- Температуры деформации (перед горячей гибкой обязательным переходом является очистка поверхности заготовки от окалины, наличие которой ухудшает качество гибки, и провоцирует ускоренный износ рабочего инструмента).
При проектировании рабочего профиля гибочных пуансонов и матриц основным фактором является не технологическое усилие (при всех вариантах гибки оно невелико), а так называемое упругое последействие металла заготовки, называемое пружинением.
В результате пружинения металл всегда стремится вернуться к своей первоначальной форме, а интенсивность этого стремления зависит от предела пластичности. Мягкие металлы (алюминий, медь, сталь с процентом углерода до 0,1% и пр.) распружинивают на 3…8%, а латуни, средне- и высокоуглеродистые стали — на 12…15%.
Учёт пружинения производится по нескольким вариантам:
- Изготовлением пуансонов и матриц с рабочим профилем, который учитывает будущее пружинение (например, если требуется согнуть заготовку на угол 600, при ожидаемом пружинении металла 100, то профиль инструмента выполняют под углом 700). Коэффициенты пружинения определяются по таблицам, в зависимости от марки материала и толщины заготовки.
- Изготовления пуансонов с поднутрением, куда затекает деформируемый металл. При этом силы упругого последействия нейтрализуются усилием пластического деформирования заготовки.
- Введением дополнительного калибрующего перехода, когда происходит доштамповка изделия. Способ непроизводителен, поскольку увеличивает трудоёмкость гибки.
- Снижением скорости деформирования и оставления металла под нагрузкой в течение некоторого времени, пока не исчезнут силы инерции в деформируемом сечении. Это возможно только на гидравлических прессах, либо прессах со специальным, кривошипно-коленчатым приводом.