Н3121 Ножницы гильотинные для обработки листового металла. Назначение и область применения
Ножницы кривошипные гильотинные Н3121 выпускались по ГОСТ 6282-64 с 1968 года по 1983 год и были заменены более совершенной моделью НА3121
.
Ножницы механические гильотинные Н3121 с наклонным ножом предназначены для резки листового металла с пределом прочности (временное сопротивление) σ BP = 500 МПа (50 кг/мм 2 ). Поперечная резка листа толщиной до 12,5 мм и шириной до 2000 мм производится за один ход ножа. Продольная резка — при длине листа более 2000 мм — производится рядом повторных резов при продвижении листа вдоль линии реза.
Основные параметры машины н3121:
- Наибольшие размеры разрезаемого металла — 12,5 х 2000 мм
- Предел прочности (временное сопротивление) металла σ BP, не более — 500 МПа (50 кг/мм 2 )
- Максимальное усилие реза — 500 кН (50 тс)
- Максимальное усилие прижима — 29 кН (2,9 тс)
- Частота ходов ножа, не менее — 40 мин -1
- Ход ножа — мм
- Угол наклона подвижного ножа — 2°10′
- Мощность привода — 18,5 кВт
- Вес машины полный — 7 т
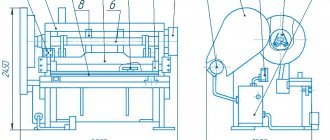
Особенности конструкции гильотинных ножниц Н 3121
Станина гильотины сварная, из листовой стали. Две боковые стойки соединены столом и тремя стяжками. Стол, к которому крепится нижний нож, имеет регулировку для установки необходимого зазора.
Привод ножниц Н3121 осуществляется от электродвигателя через клиноременную передачу и двухступенчатый цилиндрический редуктор, конструкция закрытого цилиндрического редуктора обеспечивает значительное уменьшение шумовых характеристик ножниц. Ножевая балка гильотины получает возвратно-поступательное движение от коленчатого вала через шатуны. Уравновешена ножевая балка пружинным уравнавешивателем.
Усилие на ножевую балку от коленчатого вала передается двумя шатунами. Муфта включения ножниц с двумя поворотными шпонками, тормоз ленточный, периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива по отношению к оси коленчатого вала. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Муфта включения жесткая с двумя поворотными шпонками и электромагнитом. Конструкция муфты включения главного привода обеспечивает надежную работу листовых ножниц без воздуха, что значительно снижает эксплуатационные расходы.
Разрезаемый материал прижимается к столу ножниц прижимной балкой, движение которой согласовано с движением ножевой балки.
Механические ножницы Н3121 снабжены задним упором. Для безопасной работы на ножницах предусмотрена защитная решетка.
Гильотинные ножницы Н3121 могут работать на одиночных и автоматических ходах. Управление кнопочное с пульта управления и от ножной педали.
Конструкция соединения ножевой балки с шатунами предусматривает возможность увеличения открытой высоты ножей на 20 мм, что необходимо для продольной резки листа.
Прижим разрезаемого листа к столу осуществляется индивидуальными подпружиннеными штоками.
Резка может производиться как по разметке, так и с помощью заднего упора.
Ножницы могут быть использованы на складах и цехах различных предприятий, где требуется резка листовой стали.
При резке стали с пределом прочности больше или меньше 50 кг/мм 2 для расчета максимальной толщины реза необходимо пользоваться формулой, указанной в разделе «Регулировка ножниц». При этом твердость разрезаемого листа не должна превышать 35 единиц Роквелла по шкале «С».
Ножницы изготовляются с основными параметрами по ГОСТ 6282—64
Гильотина для раскроя металла
Первые установки имели ручной привод. Чтобы выполнять резание потребовалось установить не только сам нож, нужно еще иметь противорежущую пластину (неподвижный нож).
Общий вид современной ручной гильотины для раскроя металла: 1 – стол; противорежущая пластина; 3 – нож; 4 – кривошип; 5 – рычаг подачи ножа
Ручная гильотина по металлу позволяет резать сравнительно небольшие заготовки, ширина реза редко превышает 1200…1500 мм. При этом толщина разрезаемых деталей зависит от материала, использованного для изготовления.
Обычно на небольших производствах применяют подобные станки для стали толщиной до 0,5…0,7 мм. Можно обрубать пластик или разные виды пленок. На фабриках, производящих напольные покрытия, режут виниловую плитку.
В типографиях перед переплетом книг, брошюр и других изданий с помощью гильотин с ручным приводом формируют блоки. В дальнейшем их отправляют на пресс, где создается печатная продукция.
Процесс резания на гильотинном станке: 1 – стол для подачи материала; 2 – металлический лист; 3 – противорежущее лезвие; 4 – нож
Регулирование зазоров
При работе стараются уменьшить расстояние между кромками лезвий. Чем оно будет меньше, тем чище рез. Однако, при работе с металлом операторы вынуждены смещать неподвижный нож для увеличения зазора. С ростом толщины разрезаемого металла возникает необходимость в повышении расстояния.
Если не поступать подобным образом, то кромки лезвия будут крошиться. Металл претерпевает деформационные изменения. Он ведет себя как пластичное вещество, выдавливается между кромками.
Зазор δ между режущими кромками
Чем меньше толщина заготовок, тем ближе следует размещать лезвия относительно друг друга. В таблице 1 представлены рекомендации по зазорам в зависимости от толщины стали 08 сп.
Таблица 1: Зазоры между противорежущими кромками для ручной гильотины при рубке стали 08 сп
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,08…0,095 | 0,02 |
| 0,100…0,195 | 0,03 |
| 0,200…0,295 | 0,04 |
| 0,300…0,395 | 0,05 |
| 0,400…0,495 | 0,06 |
| 0,500…0,595 | 0,07 |
| 0,600…0,695 | 0,08 |
| 0,700…0,800 | 0,09 |
При работе на установках с гидравлическим или кривошипным приводом скорость перемещения ножа выше. Поэтому требуется несколько увеличить зазор (таблица 2).
Таблица 2: Зазоры между противорежущими кромками для механических гильотин
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,080…0,095 | 0,04 |
| 0,100…0,195 | 0,06 |
| 0,200…0,295 | 0,08 |
| 0,300…0,395 | 0,10 |
| 0,400…0,495 | 0,12 |
| 0,500…0,595 | 0,14 |
| 0,600…0,695 | 0,16 |
| 0,700…0,800 | 0,18 |
При высокой скорости смещения металла (механические ножи) происходит разогрев. Если не увеличить зазор, то через несколько последовательных резов кромки могут разогреться до такой степени, что металл может привариться к ножам.
Косой рез
При создании первых машин для массовых казней иногда происходил некачественный рез. Прямое лезвие не перерубало с первого удара кожу и костную ткань. Присутствующий при испытаниях установки Людовик XVI предложил изобретателю усовершенствовать устройство, изготовив падающее лезвие с наклоном. Вхождение со скольжением позволяет оптимизировать угол резания, перераспределяет нагрузку в устройстве.
Конструкция гильотинных ножниц Н3121
Ножницы состоят из станины, ножевой и прижимной балок, привода, валов приводных, муфты включения, заднего упора, уравновешивателя, тормозов, ограждения, системы электрооборудования и смазки, решетки защитной.
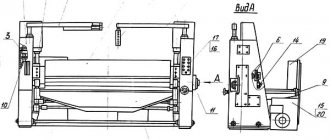
Станина гильотинных ножниц Н3121
Станина является базовым узлом, на котором крепятся все остальные узлы ножниц. Станина представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому винтами крепятся нижние ножи.
Для регулировки зазора между ножами стола и ножевой балки стол перемещается болтами, ввернутыми в торцы станины при расслабленных болтах крепления стола. Установка ножа по высоте, при переточках, производится подшлифовкой прокладок, расположенных под ножами.
На столе имеются удлинители с Т-образными пазами.
На правом крае стола имеется зафиксированный штифтами удлинитель, в Т-образном пазу которого крепится упор поперечной резки. Для осуществления продольной резки этот упор снимается.
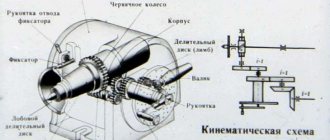
Привод приводные валы гильотинных ножниц Н3121
Привод ножниц осуществляется от электродвигателя через клиноременную передачу на маховик, через зубчатые колеса и муфту включения на коленчатый вал (см. рис. 3).
Электродвигатель крепится к подмоторной плите, шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками ушкового болта.
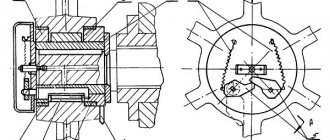
Муфта включения гильотинных ножниц Н3121
Муфта включения гильотинных ножниц н3121
На левом конце коленчатого вала в ступице зубчатого колеса установлена шпоночная муфта включения.
Втулки 1, 2, 3 неподвижно посажены в ступице зубчатого колеса. Остальные детали соединены с коленвалом. Поворотные (рабочая и запорная) шпонки муфты включения включаются пружинами 6 и, поворачиваясь, захватываются полукруглыми пазами втулки 2.
Втулки 8 и 9, имеющие полукруглые пазы, дополняют гнезда для круглых концов шпонки. Правый конец рабочей шпонки снабжен легкоотъемным хвостовиком 4, который при работе ножниц отключает шпонки, соединенные между собой рычагами 5. При включении шпонок угол поворота их ограничивается пазом ведущей втулки 8.
Балка ножевая гильотинных ножниц Н3121
Ножевая балка представляет собой сварную конструкцию Г-образной формы, усиленную ребрами. К ножевой балке крепится задний упор.
Усилие от коленвала на нож передается двумя шатунами, в верхнем положении балка удерживается пружинами-уравновешивателями, шарнирно-соединенными с балкой, а при ремонте фиксируется в верхнем положении двумя штырями Ø25, вставленными в отв. направляюших ножевой балки.
Прижим и решетка защитная гильотинных ножниц Н3121
Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой. При движении ножевой балки вниз прижимная балка под действием пружин опускается и прижимает лист, причем вначале осуществляется прижим листа, а затем начинается рез. Это достигается за счет установки балки на высоту 24 мм, а ножевой — 26 мм от поверхности стола.
Подъем прижима осуществляется упорами ножевой балки, упирающимися в платики прижима.
Регулировка усилия прижима осуществляется гайками, сжимающими пружину прижимной балки.
К направляющим прижимной балки прикреплена защитная решетка, предохраняющая руки рабочего от попадания под прижим. При работе ножниц решетка опущена при этом: винт М8Х40 слева нажимает на шток микропереключателя, а винт справа ограничивает поворот решетки к прижиму.
В случае необходимости решетка может быть поднята вверх, при этом включение ножниц невозможно — разомкнуты контакты переключения. В опущенном и поднятом положении решетка удерживается пружиной 2X16.
Упор задний ножниц Н3121
Задний упор устанавливается с тыльной стороны ножевой балки и служит упором для листа при поперечной резки. Задний упор состоит из двух цилиндрических резок, перемещаемых вручную маховичками, сидящими на валах шестерен, находящихся в зацеплении с рейками. Перемещая рейки, устанавливают упорную линию на необходимое расстояние от кромки ножа, чем достигается мерная резка листа с помощью заднего упора.
Уравновешиватель ножниц Н3121
Уравновешиватель служит для удержания ножевой балки в верхнем положении после каждого одиночного хода — при ремонте ножниц или смене ножей. Состоит из двух наборов пружин, установленных в стаканах, приваренных к верхнему швеллеру станины. Штоки шарнирно соединены осями с ножевой балкой. При опускании балки, во время реза, штоки сжимают пружины. При обратном ходе пружины, разжимаясь, способствуют поднятию, ножевой балки. Оба набора пружин рассчитаны на усилие 1,0 тонны при верхнем положении балки.
Тормоз ножниц Н3121
На правом конце коленчатого вала насажен тормоз периодического действия. Периодичность торможения достигается за счет эксцентрического расположения шкива по отношению к оси коленвала.
Торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Электромагнитное управление ножниц Н3121
При нажатии на кнопку или педаль включается электромагнит, якорь которого поворачивает вилку с пальцем, освобождая зацепляющийся с ним хвостовик, связанный с рабочей шпонкой, После этого под действием пружин шпонки поворачивается и включается коленвал. Происходит рез. Если оператор не отпустит кнопку или педаль в режиме «Одиночный ход», срабатывает электрическая блокировка (см. раздел электрооборудование).
Для повторения рабочего хода кнопку или педаль следует отпустить, затем снова нажать. При автоматической работе якорь электромагнита устанавливается на ход 40 мм, а при работе на одиночных ходах — на 20 мм.
Ограждение ножниц Н3121
Ограждение ножниц выполнено из листовой стали толщиной 1,6 мм и служит для ограждения вращающихся деталей ножниц. Ограждение состоит из четырех кожухов, которые закрывают шкив мотора и маховик клиноременной передачи, шестерки приводных валов и тормоз ножниц.
Болтами М10 все кожуха прикреплены к станине.
Схема смазки ножниц Н3121
Схема смазки ножниц н3121
- 1-2 Опоры коленвала — Централизованная смазка от насоса
- 3-4 Шатунные шейки — Централизованная смазка от насоса
- 5-6 Пальцы шатуна — Централизованная смазка от насоса
- 7-8 Направляющие ножевой балки — Централизованная смазка от насоса
- 9-10 Направляющие прижима — Ручная смазка шприцем
- 11 Муфта включения — Ручная смазка шприцем
- 12 Ось механизма включения — Ручная смазка шприцем
- 13-14 Валы приводной и промежуточный — Централизованная смазка от насоса
Основные трущиеся поверхности смазываются от ручной насосной станции через питатели. Через все установленные на ножницах индивидуальные масленки смазка производится при помощи ручного шприца. Шестерни привода смазываются путем закладывания смазки соответственно на зубья шестерен.
В процессе работы ножницы нужно смазывать так чтобы смазка поступала с боковых мест расположения подшипников. Выступающую из зазоров смазку нужно вытирать. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно их прочищать. Не реже одного раза в три месяца смазочные отверстия следует промывать чистым керосином.
Параметры, влияющие на качество гильотинной резки
Разрезание стального листа на гильотине происходит в результате относительного смещения двух прочных металлических ножей в вертикальной плоскости. При этом верхний нож может устанавливаться параллельно плоскости разрезаемого листа или под углом к нему. Во втором варианте расположения лезвия требуется меньшее усилие для выполнения работы. Угол наклона ножа к горизонтали называется углом реза и выставляется в зависимости от толщины и прочности обрабатываемого материала.
Вторым параметром, который обеспечивает качественный рез, является зазор между ножами. Это горизонтальное расстояние между вертикальными плоскостями движения режущих кромок лезвий. Величина этого зазора обычно составляет 6-9% от толщины разрезаемого металла и, кроме этого зависит от его прочности, то есть сорта стали или цветного сплава.
Регулировка гильотинных ножниц Н3121
В процессе эксплуатации ножниц регулировке и наладке могут подвергаться тормоз, муфта включения, ножевая балка, прижим и зазор между ножами. Работу тормоза необходимо периодически контролировать, регулируя натяжение пружин и не допускать загрязнения шкива тормоза.
Зазоры направляющих ножевой балки и прижима необходимо регулярно проверять в соответствии с кормами точности.
Регулировка прижима сводится к тому, чтобы путем поджатия пружины разрезаемый лист во время реза надежно прижимался к столу.
Устройства для повышения качества обработки металла
Станок–гильотину можно оснастить дополнительным оборудованием для повышения качества обработки материалов и обеспечения комфорта работы использующих его специалистов. В качестве таких устройств применяются:
- подсветка линии разреза,
- механические или гидравлические зажимы для обрабатываемого металла,
- упоры с мерными шкалами для экспресс–оценки размеров заготовки.
Применение упоров минимизирует риск получения деталей с изгибами и заусенцами. Подсветка позволяет обеспечить точное позиционирование заготовки на плоскости станка. Упоры исключают необходимость совершения дополнительных измерений вылета разрезаемого листа. Полезной опцией может стать автоматизация процесса работы станка: подачи материала для резки, извлечения заготовок.
Специалистам, использующим гильотины, стоит помнить о технике безопасности и пользоваться защитным снаряжением: масками, очками, перчатками. Качественная резка металла зависит не только от параметров используемого станка, но и от соблюдения ТБ операторами оборудования.
Настройка и режимы работы ножниц Н3121
Настройка ножниц для резки полос заданной длины производится перемещением заднего упора. Расстояние заднего упора от режущей кромки нижнего ножа, определяется по шкале линеек, укрепленных на рейках заднего упора.
Электросхема предусматривает возможность работы машины в режимах «Одиночный ход», «Автоматический ход». Резка листов максимальной толщины и ширины, указанных в технической характеристике ножниц, недопустима на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 30% от числа ходов ножевой балки.
Установка зазора между режущими кромками
Абсолютно ровный рез без заусенцев или загибов на гильотинных ножницах с гидравлическим приводом можно получить только при правильно установленном зазоре между ножами. В случае, если зазор слишком маленький, то металл будет иметь неровный край, а при большом – начнет загибаться во время резки.
Настройку положения режущих кромок необходимо проводить даже на качественном оборудовании. Производится она с помощью рычагов управления нижними направляющими роликами ножниц. Рычаги имеют несколько фиксируемых положений, из которых крайнее верхнее соответствует минимальному зазору. При работе числового программного управления регулирование производится автоматически при помощи двух горизонтально расположенных гидроцилиндров.
Схема электрическая принципиальная гильотинных ножниц Н3121
Электрическая схема гильотинных ножниц н3121
Схема предназначена для управления машиной с жесткой муфтой для четкого включения и отключения движущего ползуна с инструментом. Включение муфты производится электромагнитом, который включается промежуточным реле.
Полное отключение схемы осуществляется вводным автоматическим выключателем.
Электрооборудование ножниц Н3121
Управление машиной осуществляется с пульта управления. на котором расположены кнопки управления и режимные переключатели
Сигнализация принята электрическая световая, обозначение режимов и органов управления — символическое.
- автоматический (непрерывный ход);
- одиночный ход.
- кнопками;
- педалью только на одиночных ходах.
Электросхема включает в себя следующие цепи:
- а. Силовую цепь переменного тока, напряжением 380 В.
- б. Цепь управления переменного тока, напряжением 36 В.
- в. Цепь освещения переменного тока, напряжением 5,5 В.
От силовой цепи получают питание:
- а. Электродвигатель главного привода.
- б. Электромагнит тянущий.
- в. Цепи управления, освещения и сигнализации получают питание от вторичных обмоток трансформатора 2Т.
Аппаратура управления и защиты (трансформатор, магнитные пускатели, автоматический выключатель) находятся в электрошкафу.
Управление работой ножниц ведется с пульта управления.
Описание действия электросхемы
Электросхема предусматривает возможность работы ножниц в режимах: «Одиночный ход»; «Автоматические ходы».
Выбор режима работы осуществляется путем переналадки ножниц (регулировкой тяги электромагнита) и установкой переключателей режимов работы ПР и ПУ в нужное положение, расположенных в закрываемом на замок пульте управления. При переустановке переключателей ПР и ПУ электродвигатель необходимо отключать кнопкой 2КУ.
Режим одиночный ход
В этом режиме возможна работа кнопкой и педалью. Переключатель ПР ставится в положение «Одиночный ход». Механически регулируется тяга электромагнита.
а) Управление Кнопками
Переключатель ПУ устанавливается в положение «Кнопка». При нажатии на кнопку «Пуск привода» (2КУ) по цепи 1—9—7—15—19—23—3—2 включается магнитный пускатель 1К, который включает электродвигатель главного привода (1Д).
Через нормально закрытые контакты кнопки 4КУ и магнитного пускателя 2К по цепи 19—17—115—21—2 получает питание реле 1РП, становится на самопитание и своим нормально открытым контактам (цепь 25—31) подготавливает к включению магнитный пускатель 2К, включающий электромагнит. При нажатии на кнопку 4КУ происходит включение пускателя 2К, а следовательно электромагнита Э. Пускатель 2К, включаясь, разрывает своим нормально закрытым контактом цепь 21—115,
1 ПР выключается и отключает своим н. о. контактом цепь 25—31. Этим осуществляется отключение электромагнита Э., т. е. электрическая блокировка от сдваивания ходов.
б) Управление педалью
Переключатель режимов ПУ устанавливается в положение «Управление педалью». При нажатии на кнопку «Пуск привода» (2КУ) включает электродвигатель главного привода 1Д.
При нажатии на педаль происходит включение магнитного пускателя 2К и электромагнита Э.
Электрическая блокировка от сдваивания ходов осуществляется также как и при управлении кнопками.
Режим Автоматичкие хода
Механически регулируется тяга электромагнита для автоматических ходов. Переключатель режимов работы ПР устанавливается в положение «Автоматические хода», а переключатель ПУ в положение «Кнопки».
При нажатии на 4КУ магнитный пускатель 2К срабатывает и отключает электромагнит. Пускатель 2К своим н. о. контактами 25—105 становится на самопитание, происходят автоматические хода до тех пор, пока не будет нажата кнопка 3КУ.
Блокировка и сигнализация
Блокировка, обеспечивающая полное снятие напряжения со всей аппаратуры при открывании дверки электрошкафа, достигается путем выключения автоматического выключателя 1А.
Блокировка, обеспечивающая выключение цепи управления, достигается конечным выключателем 1ВК, находящимся в электрошкафу, который отключает цепь управления при открывании дверки.
Блокировка, исключающая возможность получения ходов, когда поднята защитная решетка, осуществляется конечником 2ВК.
Блокировка, исключающая включение муфты при работе на «Одиночных и автоматических ходах» без включения главного привода, достигается контактом 1К (цепь 15—19).
Электросхема предусматривает сигнализацию о наличии напряжения в схеме управления. При подаче напряжения зажигается на пульте управления лампа белого цвета 1ЛС.
При включении двигателя главного привода на пульте управления зажигается лампа 2 ЛС зеленого цвета (двигатель включен).
Защита
Защита электрооборудования ножниц от токов короткого замыкания осуществляется автоматическим выключателем 1А и предохранителями 2П, 3П, 4П.
Тепловая защита двигателя главного привода осуществляется тепловым реле РТ, встроенным в магнитные пускатели 1К.
Нулевая защита электросхемы обеспечивается магнитными пускателями 1К, 2К.
Техника безопасности
Электрооборудование ножниц должно быть надежно заземлено -в соответствии с действующими «Правилами устройства электроустановок» путем присоединения станины ножниц и электрошкафа к цеховому заземленному контуру.
Перед началом работы осмотреть ножницы, проверить заземление.
В целях повышения техники безопасности обслуживающего персонала в электросхеме предусматривается закрытие на замок:
- дверки электрошкафа;
- дверки пульта управления.
При длительных перерывах в работе на ножницах или после окончания смены выключается вводной автоматический выключатель.
Первое включение автоматического выключателя производить кратковременно с последующим осмотром и проверкой правильности показания световых сигналов.
На пульте управления имеется грибовидная кнопка красного цвета «Общий стоп» (1КУ) для полного отключения схемы.
Категорически запрещается работать на ножницах при неисправных блокировках.
Установку выключателей ПУ и ПР производит наладчик.
Доступ в электрошкаф разрешается только электротехническому персоналу, закрепленному за данной машиной.
Конструктивные элементы
Ручная гильотина для резки металла имеет следующие составные элементы:
- Станина;
- Рабочий стол;
- Нож;
- Вертикальные направляющие;
- Зубчатые рейки (привод);
- Редуктор;
- Рычаг;
- Линейка.
Особенности рабочего стола
В качестве рабочей поверхности выступает металлическая плита толщиной не меньше 1 см. Использовать для этого древесину, пусть и очень толстую панель, не рекомендуется, так как она станет пружинить, деформироваться. Оборудованию же важно оставаться в одном неизменном положении.
На плиту устанавливаются 2 направляющие (труба круглая или профильная). По ним станет двигаться верхняя балка с ножом. Желательно выбрать толстостенный материал. При этом направляющие необходимо разместить таким образом, чтобы они были точно параллельны друг другу и в перпендикулярной плоскости к столу.
К горизонтальной балке впоследствии будет закреплен нож. Балке необходимо обеспечить свободное перемещение по направляющим. При этом не должно быть лишнего сопротивления, но и люфта допускать тоже не нужно. Добиться этого возможно путем наваривания по краям балки втулок, которые будут вставляться в направляющие с небольшим зазором. Внутренние поверхности втулок следует смазать.
Приводной механизм
Обеспечить вертикальное движение балки можно с помощью зубчатых реек, приварив их на ее торцах. Разместив рейки по обеим сторонам, можно добиться равномерного движения. Усилия на рейку будет передаваться с шестеренки, соединяемых с рычажным механизмом. Учитывая различные соотношения рычага и диаметр шестерни, возможно достичь необходимых усилий, прикладываемых ножом. При этом влияние на привод будет минимальным.
Для того чтобы обеспечить равномерное вращение шестерен, их необходимо соединить общим валом, который можно разместить под рабочей плоскостью. Аналогом конструкции может стать педальный привод. Чтобы исключить самопроизвольное опускание балки рекомендуется установить фиксатор верхнего положения или возвратную пружину.
Чертеж ножа гильотинных ножниц Н3121-11-402
Чертеж ножа гильотинных ножниц Н3121-11-402
Нож для гильотинных ножниц 25 х 60 х 625
- Ножи должны изготавливаться из стали марок 5ХВ2С, 6ХВ2С и 6ХС по ГОСТ 5950—73
- Твердость ножей — HRC 54 . 58
- Допуск плоскостности поверхности Б — не более 0,1 мм на длине 100 мм
- Поле допуска размеров s а В комплекта ножей — по h11
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
- H14; h14; ±IT14/2
- На ноже должна быть нанесена следующая маркировка: товарный знак предприятия-изготовителя, обозначение ножа, клеймо ОТК, шифр (номер) комплекта (для составных ножей).
- Остальные технические требования для комплекта ножей Н3121-11-402 по ГОСТ 25306-82 Ножи плоские к листовым ножницам. Основные и присоединительные размеры. Технические требования
Замена и регулировка положения режущих ножей на станке гильотинного типа
В базовый комплект гильотинных ножниц обычно входят лезвия, рассчитанные на обработку мягких низкоуглеродистых сталей и цветных металлов. Однако если требуется порезка высоколегированных материалов, то необходимо использовать режущий инструмент совсем другого качества, поскольку обычные ножи очень быстро потеряют остроту и даже могут сломаться.
Поэтому для изготовления изделий и заготовок из нержавейки приобретаются специальные особо прочные лезвия, и на станке производят замену ножей. Операция эта не столь сложна, но отличается определенной спецификой и требует некоторого умения.
Общие характеристики
Современные гильотинные ножницы обладают различными техническими характеристиками, которые обязательно должны учитывать специалисты промышленных предприятий, а также владельцы частных мастерских, занимающиеся изготовлением изделий и конструкций из металлопроката. Среди них наиболее важными параметрами являются:
- количество выполняемых операций;
- размер обрабатываемого листа;
- ассортимент проката, который может обрабатывать конкретный станок;
- предельно допустимая толщина срезаемого металла;
- производительность;
- тип ножей;
- мощность;
- тип привода.
Виды станков
В зависимости от типа привода станка выделяют следующие виды ножниц:
- ручные;
- пневматические;
- гидравлические;
- электромеханические.
Принцип работы
Раскрой металла с использованием гильотинных ножниц осуществляется за счёт воздействия на металлическую заготовку большой силой давления и острым краем лезвия, действующего по принципу обычных ножниц. Во время рабочего процесса два лезвия режущего устройства сводятся друг к другу. После того как лист или прокат металла будет зафиксирован, они сдвигают его соседние слои, а затем совершают разрез при помощи острого лезвия.
Процесс резки металлической заготовки с использованием гильотинного станка состоит из двух операций — резки и ломания.
При использовании качественного станка для раскроя металла количество образуемого металлического лома получается очень небольшим и не превышает 10%.
Одновременно с этим рез приобретает ровную кромку, не требуя дополнительной обработки. При разрезе заготовки затупленным режущим устройством или неверно выставленном зазоре соотношение реза и лома изменяется. Как следствие, это приводит к появлению на нижней кромке острого выступа, называемого гратом — признака низкого качества резки.
Грат делает небезопасным изделие, увеличивая риск травмировать руки, особенно если для резки была выбрана заготовка из нержавеющей стали. Для предотвращения подобного необходимо во время использования ножниц гильотинного типа соблюдать правила техники безопасности. Ни в коем случае нельзя начинать резку металла без рукавиц из плотной ткани или кожаных нашивок. При появлении грата работник должен сразу же прекратить раскрой металла и исправить допущенную ошибку — поменять настройки или заточить ножи.
Гильотины с механическим приводом
Установки с гидравлическим приводом
Отличительной чертой подобных станков является возможность резать довольно толстые металлические заготовки. Производители оборудования в инструкциях по эксплуатации отмечают, что для конструкционных сталей максимальная толщина может составлять до 40 мм.
Подобные устройства на кромке лезвий развивают усилие в 200…400 тонн. В этом случае важно использовать толстые ножи, способные передать усилия в зоне резания.
Установка с гидроприводом. Насосная станция расположена вне станка
Для работы гильотины с гидравлическим приводом необходимо иметь специальную насосную станцию. От нее по армированным шлангам подается масло к исполнительным механизмам. Давление жидкости может достигать до 135…150 бар. Гидроцилиндры передают усилие на исполнительный орган через систему рычагов.
Главное преимущество подобных гильотин – это тихая работа. Ножи движутся без удара.
На пульте управления оператор указывает ряд параметров, встроенный компьютер сам произведет расчеты:
- какой зазор требуется установить между ножами;
- где выставить упор;
- с какой скоростью подавать масло в гидравлическую систему.
Если указывается, что будут резаться несколько однотипных деталей, то указывают и этот параметр. Тогда будет осуществляться автоматическая подача материала.
Оператору с помощником остается только:
- уложить лист металла на рабочий стол;
- выровнять его относительно направляющих;
- выставить по упорам;
- указать номер программы, по которой требуется выполнять раскрой металла;
- выставить количество требуемых деталей.
По завершению цикла с обратной стороны станка окажутся нарубленные заготовки или детали, которые нужно отвести на площадку полуфабриката. Другие работники предприятия их используют в следующих производственных процессах.
Цена на подобные станки высокая, составляет несколько десятков, а то и сотен тысяч евро. Гильотины подобного типа изготавливают под заказ. В дальнейшем производитель оборудования в течение всего жизненного цикла технологической установки обслуживает ее, обеспечивает программами и предлагает оригинальные запасные части. При необходимости даже солидный по возрасту станок модернизируется. После модернизации он готов на равных с новыми агрегатами служить еще довольно долго.
Видео: рубка металла гильотиной.
Видео: гидравлическая гильотина с ЧПУ.
Электромеханические гильотинные ножницы
Самым распространенным типом станков являются электромеханические гильотинные ножницы. В них постоянно вращается вал с маховиком. Через кривошипный механизм осуществляется передача крутящего момента на активный нож.
Чтобы произвести рез необходимо:
- установить лист металла на стол;
- выставить упор на заданный размер;
- зафиксировать заготовку на столе и прижать к упору;
- нажать на педаль управления.
Произойдет рубка металла по разметке. Переместив лист снова к упору, можно повторить операцию.
Такие станки достаточно легкие. Ими оснащают небольшие мастерские и довольно крупные предприятия. Они отличаются высокой производительностью. За минуту можно произвести рубку до 60 деталей.
Недостатком считается шум при работе. Здесь металл режется с сильным ударом. Приходится часто отправлять ножи на переточку. Кромки при ударной нагрузке имеют тенденцию выкрашиваться.
Читать также: Грунтозацепы для автомобиля своими руками
Приходится часто проверять состояние кромок готовых изделий. Если наблюдается образование загнутых кромок и заусенцев, то ножи снимают и направляют на заточной станок.
Видео: принцип работы электромеханических гильотинных ножниц.
Пневматические гильотины
При наличии развитой системы пневмопроводов предприятие использует оборудование, работающее от сжатого воздуха. Пневматические гильотины используют сжатый компрессорами воздух для выполнения основой производственной деятельности. В них установлены пневмоцилиндры.
Установки подобного типа нуждаются в ресивере. Объем воздуха, используемого в цикле, может достигать нескольких литров, поэтому нужен запас рабочего тела.
Работа подобных устройств происходит несколько громче, чем при использовании гидравлики. Но есть и свои преимущества. На подобных станках проще установить компьютерное управление. Поэтому ряд европейских стран, выпускающих технологическое оборудование, ориентируется на создание именно таких гильотин. Здесь проще проводить настройку, программы для управления производственными операциями пишутся сравнительно просто.
Обучать операторов для подобных станков тоже несложно. Уже через 2-3 дня работы рабочие осваивают основные приемы работы на гильотине. Остается только выдать им производственное задание, указать размещение заготовок и площадки для выгрузки полуфабрикатов.
Видео: гильотинные ножницы.
Дополнительные опции на рабочем месте
Чтобы облегчить труд операторов на гильотинных станках им в помощь устанавливают пневматические подъемники с вакуумными захватами.
- Чтобы поднять лист из пакета, нужно подвести захват к верхнему листу.
- Дается команда на откачку воздуха из присосок.
- Подъемник поднимает лист на нужную высоту.
- Оператор укладывает его на рабочий стол.
- Отключается вакуум.
Машиностроительные и металлообрабатывающие предприятия выпускают широкий ассортимент металлических изделий и конструкций, технология изготовления которых требует выполнения резки профильного и листового металла. Порой даже владельцам домашних мастерских, а также рабочим на стройплощадке приходится заниматься выполнением этой обязательной операции. Чтобы быстро и качественно произвести рубку металла, необходимо иметь под рукой подходящее оборудование. Одним из наиболее востребованных являются гильотинные ножницы, которые сегодня выпускаются в нескольких вариантах.
Часто осуществлять резку металла с использованием гильотины приходится, когда перед владельцем домашней мастерской или рабочим промышленного предприятия встает задача по изготовлению деталей прямолинейной формы большого размера — треугольников, прямоугольников и полос со стороной от нескольких сантиметров до нескольких метров. Для получения необходимой заготовки приходится обрабатывать металлопрокат толщиной от 2 до 60 мм, шириной до 2 метров и почти неограниченной длины.
Ручные станки для резки металла
Механические гильотинные станки, осуществляющие раскрой металла за счёт привода от рычага или педали, чаще всего можно встретить на промышленных предприятиях, а также в частных мастерских. Они остаются востребованными, даже несмотря на то, что имеют ограничения по толщине обрабатываемых заготовок и их видам.
В оснащении таких гильотин для металла функции режущего элемента выполняют два ножа. В течение всего процесса резки металла нижний нож располагается неподвижно. Основную часть работы выполняет верхний нож, перемещающийся по направляющим вертикально вниз или поворачивающийся вокруг оси. В таких станках на одном из концов ножевой балки располагается точка вращения, а на другом находится рукоятка.
Режущее устройство, которое может выполнять раскрой листов толщиной более 1 мм, приводит в движение редуктор. Запуск механизма в этих машинах могут обеспечивать два типа привода:
- ножной, где включение мотора осуществляется педалью;
- ручной, при котором запуск осуществляется специальным рычагом.
В некоторых моделях могут одновременно использоваться оба типа привода. Для выполнения качественной резки металлической заготовки гильотинный станок должен быть установлен на ровной поверхности, на которой будет обеспечена устойчивость оборудования.
Гильотинные станки для рубки металла являются одними из самых востребованных видов промышленного оборудования, которое используется не только на предприятиях металлообрабатывающей промышленности, но и в домашних мастерских. Поскольку производители выпускают эти станки в самых различных комплектациях, для каждого случая раскроя металла можно подобрать наиболее подходящую модель с учетом стоящих задач.
Оборудование для рубки металла гильотинного типа пользуется большой популярностью, прежде всего, из-за высокой производительности и точности раскроя металлических заготовок. Их можно использовать для резки не только металла, но и других материалов, в том числе алюминия, меди, латуни и других. Немаловажно и то, что эти машины очень простые в обращении, поэтому даже владелец частной мастерской может быстро приобрести навыки работы с подобным станком и воспользоваться всеми его преимуществами.
В ряде случаев, если позволяет слесарная квалификация, возможно даже сделать такую машину своими руками. Однако целесообразнее приобрести готовый станок, которым можно начинать пользоваться без его предварительной подготовки.
Гидравлические гильотинные ножницы
Промышленное оборудование, предназначенное для раскроя металла, в котором используется гидравлическая система привода, обладает большим запасом мощности и отличается высокой производительностью. Его используют преимущественно в серийном или штучном производстве заготовок с прямолинейными кромками из металлопроката толщиной от 2 до 20 мм и длиной реза от 1 до 3 м.
Промышленные предприятия в своей производственной деятельности используют гидравлические станки, позволяющие производить раскрой листов шириной до 6 м и толщиной более 20 мм. Это оборудование обладает значительным весом и габаритами, и чаще всего его производят в единичных экземплярах.
При использовании гидравлических станков гильотинного типа режущее устройство создает давление, превышающее 400 мПа, по всей длине разрезаемого листа. В качестве основного рабочего элемента используются ножи, которые могут двигаться по прямой благодаря вертикальным направляющим или же по дугообразной траектории. Последний вариант в состоянии даже при оказании со стороны гидравлического привода меньшего усилия разрезать заготовки из более толстого металла или сплава повышенной прочности. Причём на точность реза это никоим образом не влияет.
Для контроля зазоров между ножами используется специальная таблица, а корректировка их расположения может осуществляться как в ручном, так и в полуавтоматическом или автоматическом режиме. Достаточно востребованной разновидностью гидравлических станков является оборудование с ЧПУ. Главными его достоинствами является минимальное время настройки и простота смены режима изготовления любого из десятка возможных видов продукции, для чего нужно нажать всего лишь на одну кнопку. Благодаря тому, что вся информация хранится в памяти станка, эта задача максимально упрощается.
Читать также: Рамка металлоискателя принцип работы
Гидравлические ножницы гильотинного типа отличаются от аналогичных устройств бесшумностью в работе — во время раскроя металла ножи совершают движения плавно, не оказывая сильных воздействий ударного типа, которыми сопровождается рубка металла при использовании электромеханических и пневматических машин.
В решении вопроса безопасности эксплуатации гильотинных ножниц помогают фотодатчики, установленные в рабочей области, защитные экраны и ограничители хода подающего механизма. Для своевременного возврата балки в начальное верхнее положение используются пружины или накопительные амортизаторы.