Для просмотра видео требуется современный браузер с поддержкой видео HTML5.
Вальцовка листового металла в Москве (ПЗО) привлекает заказчиков прежде всего демократичностью. Но, несмотря на кажущуюся простоту процесса, он должен производиться по чертежам. Самый простой вариант — когда заказчик передает исполнителю техническую документацию на вальцовку листовой стали или другого проката. Если подробных чертежей нет, может выручить эскиз будущего изделия. Если отсутствует и он, заказать услуги вальцовки металла можно и “с нуля” — с разработкой проекта.
Иногда в процессе обработки металла требуется не разрезать, а деформировать его, придав определенные пропорции. Такую задачу призваны решить особые услуги — вальцовка. Операция выполняется на машинах, оборудованных валками. Эти элементы и дали название технологии.
Как проводится вальцовка
Технология вальцовки зависит от типа изделия. Наиболее простым считается вальцевание листового металла. Работа с ним делится на четыре этапа. Это:
- Установка заготовки в захватную зону машины;
- Отладка оборудования (корректировка расстояния между валками);
- Собственно вальцевание — прохождение листа между валками;
- Извлечение изделия, по необходимости — закатка одной из кромок с целью добиться равного радиуса кривизны.
Самая сложная вальцовка, цены на которую на порядок выше, — работа над трубным прокатом. При ней на металл воздействует целая группа напряжений, которые могут привести к искажению на структурном уровне. Избежать этих негативных изменений помогает температурная обработка.
Обзор типов вальцовки
Так как разные сферы применения вальцовки предполагают работу с различными видами материала и для различных целей, сам процесс также имеет множество типов.
В зависимости от направления подачи листа в процессе обработки, необходимого для получения детали нужной конфигурации, выделяют три типа вальцевания:
- поперечное — длинные элементы незамкнутого трубного проката обрабатывают, подавая материал именно в таком направлении;
- продольное — обрабатывают короткие элементы и заготовки незамкнутых труб;
- винтовое — таким образом могут деформироваться изделия, не предназначенные для дальнейшей сварки стыка.
Для работы с различными по форме и структуре материалами используются разные типы оборудования. Они отличаются по типу конструкции, предназначению и техническим возможностям и включают три основных вида:
- Ручные станки — недорогое, простое в обслуживании мобильное оборудование. Обработка металла ручным способом возможна, только если его толщина не превышает 2 мм, но и для этого могут потребоваться существенные физические усилия.
- Электрические станки — эффективные установки, основные параметры которых зависят от мощности силового мотора. Сниженная мобильность компенсируется возможностью обрабатывать материалы толщиной 4-6 мм. Такие станки устанавливают в цехах крупных предприятий, так как значительные энергозатраты полностью окупаются лишь при условии массового производства.
- Гидравлические станки — самые мощные и габаритные из установок для вальцовки, поэтому применяются в условиях электрической, машиностроительной и судостроительной промышленности. Позволяют обрабатывать материалы до 10 мм толщиной. Вальцовка на таких станках осуществляется при помощи современного компьютерного управления.
За вальцовкой — только к профи!
Как мы убедились, вальцовка листа по радиусу и действия над другими заготовками требуют профессионального подхода. Ведь чем плотнее материал и сложнее его форма, тем более длительные и интенсивные усилия приходится к нему прилагать. Но делать это необходимо с большой осторожностью.
При вальцовке металла стоимость услуги играет определяющую роль, но если вам предлагают работы слишком дешево, это повод насторожиться. Мы выполним для вас вальцовку в Москве недорого и со стопроцентной гарантией качества.
Область применения листовой вальцовки
Вальцовка листовой стали — удобный и малоэнергоемкий способ получения пространственных изделий типа конусов или незамкнутых цилиндров из плоских исходных заготовок. По сравнению с иными технологиями производства изделий типа тел вращения (в частности, прессованием или вытяжкой) процессы вальцовки листового металла обеспечивают:
- Снижение эксплуатационных расходов на оборудование и оснастку.
- Повышение долговечности инструмента и станков.
- Сокращение времени на переналадку.
- Возможность эффективного использования в условиях мелкосерийного и единичного производства.
- Упрощение регламентных и ремонтных работ.
- Управление производительностью оборудования.
- Резкое снижение потерь от брака.
Внедрение процессов вальцовки металла с использованием в качестве исходных заготовок листа или полосы доступно не только небольшим производствам, но даже ремонтным мастерским, а также домашним мастерам. Как будет показано далее, кинематические схемы и конструкция вальцовочных станков для обработки листового материала весьма просты, а для их привода в некоторых случаях не требуется наличие внешних источников энергии.
Принципиальной особенностью вальцовки листового металла является то, что деформирование происходит не одновременно по всей контактной поверхности инструмента. Это хоть и вызывает некоторое снижение производительности оборудования, на самом деле способствует повышению стойкости рабочих прокатных валков. Дело в том, что во время вальцовки деформирующее усилие концентрируется не в точке или прямой (как, например, при вытяжке), а равномерно распространяется по всей поверхности соприкосновения валков с металлом. Поэтому удельные усилия процесса весьма невелики, а для изготовления инструмента не требуется применения дорогих инструментальных сталей.
Любая вальцовочная машина по стоимости существенно меньше гидравлического или механического пресса, а потому окупается уже в течение полугода своего активного использования. Одновременно увеличивается и долговечность: усилие вальцовки нарастает плавно и постепенно, по мере вхождения в зону деформации все новых и новых участков заготовки. Поэтому ударного характера возникновения рабочих нагрузок при вальцовке (даже в холодном состоянии) не наблюдается.
В практике эксплуатации вальцовочных станков никогда не возникает проблем с износом инструмента, поскольку поверхность валков имеет гладкий характер. Соответственно переналадка может сводиться лишь к замене валков на оснастку с иным значением диаметра.
Важно, что в процессе выполнения вальцовки оператор может изменять скорость деформирования металла, что не всегда возможно при других формовочных операциях листовой штамповки. Такое изменение снижает потери от брака.
Таким образом, вальцовка — это экономически выгодная технология обработки давлением листовых заготовок из высокопластичных металлов и сплавов.
Особенности процесса вальцовки
Вальцевание – доступный процесс изготовления всевозможных деталей из металла или отрезков труб необходимого формата. Каждое приспособление для развальцовки трубок имеет свою специфику, но этот процесс используется и для других целей – обработка металлического прута или тонкого листового металла.
Название процесса происходит от примитивного приспособления – специальные вальцы довольно просты по конструкции и в работе, зато дают обширный радиус закругления заготовок. Промышленное производство предполагает использование ковочных вальцов (валков), через которые проходит отрезок металла.
Правильное использование инструмента гарантирует качественную и равномерную деформацию по заданной окружности или под определенным углом. Например, можно получить заготовку правильной цилиндрической формы или завиток для кованых ворот, используя вальцы для профильной трубы своими руками.
Вальцы подбирают по толщине металлического изделия, нередко требуется вальцы большого радиуса. Не только сталь становится пластичной при обработке указанными выше приспособлениями. Подобным способом деформируют пластмассу, полимерные материалы и некоторые прутковые и листовые и металлы:
- алюминий;
- черный металл;
- мягкие сплавы;
- оцинковка.
Вальцовкой также называют прокатку трубы на специальном станке с целью получения гнутой заготовки
Внимание! Сегодня гибка труб и вальцевание – распространенная услуга, но этот процесс можно освоить самостоятельно при наличии удобного в использовании приспособления. Такие навыки применимы в разных народных сферах и промышленном производстве, при изготовлении сварных конструкций – лестниц, ворот, мебели.
Наиболее распространенные способы формовки металлических изделий после прокатки профильной трубы:
- растяжение;
- гнутьё;
- наматывание;
- развальцовка отверстий.
Процесс предполагает закрепление трубы в просвете, используя расширение, и диаметр трубы должен быть меньше отверстия. Для надежности соединения применяется вальцовочное оборудование. Но это понятие подразумевает разные процессы:
- Вальцовку как способ изменения ширины входного отверстия, просвета или диаметра трубы при термической обработке и сварке.
- Вальцевание изгибов труб.
- Завальцовка как метод уменьшения диаметра.
- Вальцовка отрезка бесшовного трубопровода.
- Развальцовка заготовки для изменения диаметра трубы (увеличение).
Внимание! Без опыта вальцовка труб – непростая задача, и при чрезмерном усилии металл потеряет пластичность и может треснуть, появятся другие признаки разрушения.
Это интересно: Хромирование – декоративное покрытие металла хромом: технология, виды
Изготовление листогибочного оборудования собственноручно
Чтобы собрать станок для обработки листового металла, необходимо наличие определенных навыков, расходный материал и инструменты.
Первое, что понадобится — составить самостоятельно или найти в интернете чертеж. Далее можно приступить к подготовке материалов и к сборке конструктивных узлов, к которым относятся:
- рама вальцов;
- боковые стойки;
- стальные валки (их диаметр и количество зависит от того, какой мощности будет устройство);
- рукоятка, приводящая нижние валки в движение;
- приводной узел (зубчатый или цепной), который обеспечивает синхронное вращение нижних валков;
- нажимной узел пружинного типа.
Начинают сборку вальцов с изготовления рамы. Ее можно сварить из толстых стальных заготовок согласно размерам, указанным в чертежах. Для боковых стоек подойдут мощные швеллеры из низкоуглеродистой стали, которые крепятся к раме при помощи сварки.
На одной из стоек фиксируются элементы приводного узла, для чего предусмотрены специальные отверстия. После монтирования боковых стоек в подшипниковые узлы устанавливаются валки. Их необходимо параллельно выставить и окончательно зафиксировать остальные узлы.
Вальцевание широко востребовано благодаря своим неоспоримым преимуществам. Так как это метод холодной деформации, в процессе обработки материал не подвержен действию высокой температуры. Такая особенность оставляет без изменений свойства материалов. Операция вальцевания дает возможность получить точную заготовку, полноценную деталь или декоративный элемент.
Назначение и методы
Обработка трубопроката методом вальцовки, как уже говорилось выше, может выполняться с целью изменения формы профиля поперечного сечения, а также для того, чтобы изменить начальные параметры готовой трубы – наружный и внутренний диаметры, толщину стенки, форму конечной части. Для изменения формы поперечного сечения выполняют прокатку через систему валков специального оборудования, которые, оказывая значительное давление на стенки трубы, формируют требуемый профиль.
В предназначенном для вальцовки оборудовании используются различные типы валков, которые формируют заданную форму и определенный размер заготовки
Если для расширения конечной части мягких трубок для кондиционеров эффективны простейшие приспособления, то для вальцовки трубных изделий, изготовленных из стальных сплавов, необходимо применение специальных инструментов. Последние в зависимости от параметров и материала изготовления трубопроката, который необходимо подвергнуть вальцовке, делятся на следующие категории:
- Т – для обработки труб с внутренним диаметром в диапазоне 5,6–12,5 мм (особенностью инструмента данной серии является то, что с его помощью вальцевать можно на ограниченную глубину);
- СТ – для вальцовки сварных изделий, внутренний диаметр которых находится в интервале 6–11 мм (также имеет ограниченную глубину вальцевания);
- Р – для обработки трубопроката диаметром 1,2–4 см (максимальная величина развальцовки при использовании такого инструмента составляет 4,87 см);
- РТ – для работы с трубами диаметром 0,55–1,15 см (при этом увеличиваться внутренний диаметр изделия может до 1,29 см);
- СР – для вальцовки на более значительную глубину (максимальная величина развальцовки инструментами данной серии составляет 3,23 см);
- 5Р – для обработки тонкостенного трубопроката из нержавеющих стальных сплавов.
Фотографии некоторых моделей инструмента для развальцовки
На современном рынке представлено еще несколько серий инструмента для вальцовки, но мы перечислили наиболее популярные из них.
Специализированный инструмент для выполнения развальцовки труб чаще всего используется при монтаже теплообменников, в которых устанавливаются трубные решетки. Рабочий орган такого приспособления, который и оказывает механическое воздействие на стенки трубы, подвергается специальной обработке, позволяющей наделить его высокой прочностью.
Вальцевание листового металла
Заготовки такого типа легко поддаются обработке. В результате вальцовки листам можно придать любую форму: цилиндра, конуса, трубы, желоба. В процессе работы заготовка пропускается между специальными валами, равномерно деформируется и принимает форму цилиндра. В таком виде она подходит для дальнейшей обработки на станке.
Для работы мы применяем специальные гибочные вальцы с различным типом привода. Наши технологии позволяют нам изготавливать даже нестандартные изделия больших диаметров.
Вальцовочные инструменты
Вальцовка труб и листовой заготовки не только отличается, но и производится на другом оборудовании. Чаще всего используют листогибочные или ковочные вальцы – листовой металл прокатывают между вальцами для равномерной обработки и получения отрезка в форме цилиндра. Вручную браться за такой процесс нецелесообразно – это требует много времени и опыта, даже если это просто вальцы для трубогиба. Станочным способом деформировать изделия проще, поэтому имеет смысл обратиться в цех, если нет навыков и своего оборудования, а легированная сталь сложна в работе.
Вальцовка труб из стальных листовых заготовок производится на специальном оборудовании, ручном или автоматическом
Прокатка листового металла между валками дает изгиб определённой формы. Вальцы и станочное оборудование имеет предел толщины и радиуса проводимого металла. Увеличение радиуса дает уменьшение радиуса гибки при формовке тонкого металлического листа на загибочных вальцах.
Используют также специальные машины под развальцовку труб и стального проката. Универсальный инструмент прост в применении, позволяет формовать изделия необходимой формы. Обкатка листовых заготовок проводят через окружность верхнего валика, но он может делать и обратное движение. После обработки листовой стали вальцами длина изделия немного увеличивается, а поперечное сечение становится чуть меньше, благодаря термической и механической обработке.
Наиболее востребованный инструмент для вальцевания:
- станок серии Р (изделия с диаметром до 40 мм);
- оборудование РТ (изделия с диаметром до 5,50-11,5мм);
- оборудование серии Т (изделия с диаметром в пределах 6-11мм);
- вальцы СТ (изделия с диаметром 6-11мм);
- оборудование серии СР (части толстых трубных решеток);
- инструментом серии 5Р (тонкостенные изделия).
Нередко для изменения изгиба трубы достаточно бытового трубогиба, управляемого посредством рукояти. При этом радиальная форма изделия формуется посредством регулирующего ролика при прокатывании.
Важно! Чтобы труба не уплощалась в месте ее изгиба, нужно в нее засыпать песок перед деформированием, чтобы максимально сохранить естественную форму стенок.
Трехваликовый трубогиб также подходит для вальцевания металлопроката. Его предназначение – работа с изделиями из нержавейки прямоугольной и квадратной формы. Этот инструмент хорошо сгибает такие заготовки в дугу. Трубогиб прорабатывает изделие с обеих сторон.
Трехвалковым трубогибом легко обрабатывать профильные трубы — квадратные или прямоугольные
Развальцовка трубок ручным инструментом производится по алюминию и меди, поскольку это самые мягкие металлы. Ограничивающий фактор у промышленного оборудования – мощность и толщина стенок, на которые рассчитано то или иное приспособление.
Совет! Не стоит использовать тонкостенные трубы для водопровода в частном доме. Получится несложная развальцовка и стыковка, но прослужит недолго – из-за коррозии металла.
Инструменты и приспособления для вальцовки
Для ручного вальцевания не всегда используется специальное оборудование. Часто для ремонтных и бытовых потребностей достаточно клещей для завальцовки труб из меди. Развальцовку осуществляют при помощи инструмента с конусным элементом, который разжимает конец трубы до нужного диаметра. Несмотря на это специалисты называют вальцовкой только те процессы, для выполнения которых требуются конструкции с вальцами.
Количество и типы валков могут разниться в зависимости от типа оборудования. Для ручных установок используют чаще всего три вальца, так как увеличение количества приводит к ситуации, когда физической силы недостаточно для обработки металлов. В то же время оптимальное количество валков на электрическом станке — 3 или 4. Это определяет размер и мощность двигателя.
Для удобства выполнения некоторых операций валки могут иметь специфические технологические характеристики. В частности чтобы работать не только с листовым металлом, но и с проволокой и прутками на поверхности валков должны быть рабочие канавки.
Вальцовочный станок обычно состоит из:
- электродвигателя;
- редуктора или клиномерной передачи;
- вала с основным валком;
- боковых стоек с узлами из подшипников качения или скольжения;
- пары нижних приводных валков;
- станины с парой опорных стоек;
- защитного кожуха;
- системы управления вальцами.
Это главные узлы механизма, технологические параметры которых могут изменяться вместе с размером зазора между валками. Такое регулирование осуществляется вручную или автоматически. Для ручной регулировки достаточно гаечного ключа конкретного размера. Использование других приспособлений или инструментов для настройки оборудования процесс вальцовки не предполагает.
Технология
Как и любая другая технологическая операция, вальцевание имеет свои ГОСТы и ОСТы, регулирующие и регламентирующие процесс и его параметры, например: контроль герметичности, калибровку, допуски на толщину стенок трубы. Также на предприятиях имеются собственные СТО для этих целей. Представим краткий список данных документов.
- ГОСТ 13954-74 (переиздан в январе 1988 г. с Изменениями №1, 2). Концы труб, развальцованные для соединений трубопроводов по наружному конусу. Конструкция и размеры.
- ГОСТ Р 55601-2013. Аппараты теплообменные и аппараты воздушного охлаждения. Крепление труб в трубных решетках.
- ГОСТ 28941.12-91. Соединения трубопроводов с развальцовкой трубы. Концы труб развальцованные.
- ОСТ 26-02-1015-85. Отраслевой стандарт. Крепление труб в трубных решетках. Министерство химического и нефтяного машиностроения.
- СТО 002203680014-2009. Крепление труб в трубных решетках кожухотрубчатых теплообменных аппаратов и АВО.
Стоит отметить, что СТО редко находятся в открытом доступе и относятся только к одному предприятию. Также стоит учитывать свойства материала, из которого изготовлена труба, поскольку именно от них зависят допустимые усилия при вальцовке.
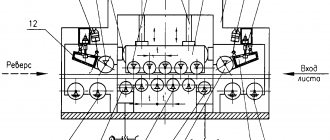
Применяемое оборудование
Вальцы
| Технические характеристики | Величина |
| Наибольшая толщина изгибаемого листа при радиусной гибки | 50 мм |
| Наименьшая толщина изгибаемого листа при радиусной гибки | 1 мм |
| Минимальный радиус гибки | 35 мм |
Развальцовка труб при монтаже теплообменного оборудования
Монтаж труб в теплообменных системах, выполняемый при помощи вальцовочной операции, является достаточно распространенной процедурой, поэтому лучше познакомиться с ней более подробно. Использование такой технологии и качественного инструмента позволяет получить надежные соединения труб со стенками отверстий, выполненных в трубном барабане.
Схема вальцовки трубы роликовым инструментом: 1 – веретено с рабочим конусом; 2 – обойма с подшипником; 3 – ролики; 4 – труба; 5 – решетка трубная
Итак, необходимо выполнить следующие действия.
- Отрезок трубы устанавливают в отверстие, диаметр которого меньше, чем ее наружный диаметр.
- Рабочий орган инструмента вводят во внутреннюю часть трубы и начинают выполнять ее расширение. Ее диаметр под действием пластической деформации начинает увеличиваться, и зазор между ее наружной стенкой и стенкой отверстия, в которое она вставлена, исчезает. После выборки зазора деформироваться начинают и стенки отверстия в трубном барабане, на которые оказывает давление расширяющаяся труба. Таким образом, формируется плотное и надежное соединение.
- Когда вальцуешь при помощи такого инструмента, следует быть очень аккуратным и следить за тем, чтобы стенки трубы под воздействием значительного давления не разрушились. Это может произойти, если ее диаметр увеличивается выше допустимого технологией предела. Избежать таких негативных последствий позволяет не только строгое следование технологическим рекомендациям, но и правильный выбор инструмента.
Итак, под вальцовкой подразумевается достаточно большой перечень технологических операций, для качественного выполнения которых необходимо правильно подбирать соответствующие инструменты и оборудование.