Вальцы листоправильные
На металлопрокатных производствах, а также в машиностроительной сфере и на предприятиях, которые занимаются изготовлением комлект-деталей для различного промышленного, научного и медицинского оборудования, для правки листового металла применяются вальцы листоправильные. Данные устройства модернизированы в соответствии со временем для точной и быстрой обработки металлических заготовок листового типа.
Устройство вальцов листоправильных
Вальцы листоправильные представляют собой два связанных между собой механизма – рабочая зона и привод устройства. Общая конструкция оборудования для правки листового металла складывается из двигателей, станин и валков цилиндрического типа, которые размещены в шахматном, двухъярусном порядке в подшипниках. Подшипники закреплены в станине оборудования.
Один из электромоторов оборудования, укомплектованный редуктором, при осуществлении рабочего процесса задает вращательное движение нижней валковой части привода. Другой электродвигатель при помощи шестеренчатого механизма поднимают и опускают верхнюю валковую часть приводного устройства. Вальцы листоправильные по своей конструкции оснащены двумя специальными рабочими столами, которые называются рольгангами.
Передний рольганг служит для подачи металлический листов в вальцы, а задний обеспечивает поддержание изделия после обработки, на выходе. Пропуская между валками лист металла, его подвергают выправлению способом многократного сгибания. Если состояние заготовки имеет масштабные деформированные нарушения, то изделие пропускается через вальцы многоразово.
Принцип действия вальцов листоправильных
При запуске станка валы шестеренной клетки передают направляющее движение на валки, осуществляющие процесс правки изделия. Передающее движение осуществляется при помощи шпинделей шарнирного типа.
Шарнирные шпиндели в устройстве вальцы листоправильные способны, благодаря своему уникальному соединению, проворачиваться во всех плоскостях. В отличие от верхних валок, которые установлены в передвижном траверсе, нижний вальцовый ряд имеет неподвижную ось, закрепленную в стойках станины устройства.
Положения подвижного траверса регулируется через панель управления с индикаторным устройством.
Правильно организованный процесс правки металлических листов на таком оборудовании, как вальцы листоправильные, весомо сказывается на эффективности и качестве проводимых с металлом работ. Поэтому для усовершенствования и оптимизации рабочего процесса оборудование оснащено центрирующим устройством, работающим по принципу пневматических систем. Подъемно-съемные операции во время работы правильных вальцов осуществляют при помощи специальных листоукладчиков с магнетическими свойствами.
Вальцы листоправильные- оборудованиене из дешевых. Поэтому для приобретения устройств необходимо выбирать лишь проверенного множеством положительных рекомендаций поставщика, который сможет обеспечить доставку оборудования, что соответствует всем требованиям, в максимально кратчайшие сроки. Кроме доставки оборудования в зону дальнейшей стационарной эксплуатации, стоит заранее обговорить условия установки станков и дальнейшего технического обслуживания на срок, указанный в гарантийном талоне.
Для различных предприятий существуют определенные виды листоправильных вальцов. Они отличаются между собой по уровню производительности, размерам и комплектам дополнительного оборудования. Соответственно, для частной кузнечной мастерской можно подобрать станок, стоимость которого будет значительно меньше от стоимости оборудования, необходимого для крупно-конвейерного производства.
| Обработка металлических изделий гальваническим методом является одним из наиболее распространенных и востребованных способов нанесения покрытий. С его помощью… |
| На сегодняшний день пакетировочные прессы для переработки металлолома обладают достаточно высокими характеристиками и способны перерабатывать большое количество лома, даже… |
| Станки для гибки арматуры – незаменимая вещь для строительных организаций и промышленных предприятий. Стальную арматуру используют в качестве основного армирующего материала, в связи с чем, она пользуется большой популярностью при возведении различных инженерных конструкций и зданий… |
| Начальным элементом, с которого собственно начинается весь процесс на оборудовании для изготовления металлического профиля, является размоточное устройство. Именно на него укрепляется… |
| Принцип работы правильно отрезного автомата выглядит следующим образом. Изначально машина запускается, работа автомата осуществляется за счет электрического двигателя. Через передачу клиномерного типа… |
| Рабочий процесс изготовления пружины на пружинонавивочном автомате предполагает наличие таких основных этапов, как начальная подготовка материала для изготовления изделия пружинного типа. Затем после того, как материал… |
Источник: https://promplace.ru/valtci-listopravilnie-709.htm
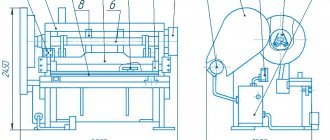
Конструкция листоправильной машины
Листоправильная машина состоит из верхнего и нижнего рядов правильных роликов 1, 2, расположенных в шахматном порядке с одинаковым шагом t, задающего и направляющего роликов 3, 4, установленных перед и за верхним рядом правильных роликов 1 на расстоянии, меньшем или равном 2t от крайних правильных роликов 1, парных станинных роликов 5, установленных перед и за нижним рядом правильных роликов 2 на расстоянии, меньшем или равном 2t от крайних правильных роликов 2.
Верхний ряд правильных роликов 1 установлен на подвижной траверсе 6 с нажимным устройством 7 и боковыми поворотными узлами 8.
Нижний ряд правильных роликов 2 установлен стационарно на станине 9, кроме крайних роликов 10, которые установлены с возможностью вертикального возвратно-поступательного перемещения от своего привода 11.
Задающий и направляющий ролики 3, 4 установлены каждый на своем рычаге 12, перемещаемом, например, гидроприводом 13 с механическим фиксатором положения 14 для фиксации ролика после отключения привода.
Работа листоправильной машины осуществляется следующим образом.
Машина имеет симметричную конструкцию. Вход листа на чертеже показан стрелкой и возможен с обеих сторон.
Обрабатываемый лист по рольгангу (не показан) и станинным роликам 5 подается к задающему ролику 3 на рычаге 12, который служит проводкой для листа к правильным роликам 1, 2. Задающий ролик 3 также используется как инструмент подгибки искривленных концов листа.
Правка листа производится рабочими роликами 1, 2 соответственно верхнего и нижнего рядов. На выходе из машины направляющий ролик 3 вместе с правильным роликом 10 нижнего ряда осуществляют совместное или раздельное направление листа, а станинные ролики 5 транспортируют прокат.
Предложенная конструкция позволяет править лист как полным количеством правильных роликов, так и уменьшенным за счет опускания крайних роликов 10.
При работе в обратную сторону (реверс) ролик 4 выполняет функцию задающего ролика и проводки, а задающий ролик 3 выполняет функцию направляющего ролика 4.
Принцип работы
Задача рулонной стали в листоправильную машину производится тянущими роликами. Верхние и нижние опорные ролики равномерно прижимаются к рабочим роликам, которые непосредственно осуществляют правку рулонной стали.
Верхние и нижние рабочие ролики устанавливаются таким образом, чтобы они имели горизонтальную плоскость касания. Для этого необходимо натянуть струну по краям бочек валков и отпустить верхнюю станину до соприкосновения с ней верхних валков.
Последним из нижних рабочих валков является направляющий ролик, который служит для окончательной правки полосы и способствует направлению выхода рулонной стали из машины.
Если на полосе после выхода из машины имеется мелкая поперечная волна, то верхние ролики необходимо поднять. При односторонней поперечной волне проверяется параллельность осей рабочих роликов и равномерность прижатия опорных роликов. Если полоса при выходе из роликов идет вверх, то последние ролики опускают, если вниз, то ролики поднимают.
5 ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ В ТРУБНЫХ ЦЕХАХ
Правила безопасности в трубном производстве устанавливают требования, соблюдение которых обеспечивает промышленную безопасность в указанных производствах, направлены на предупреждение аварий, производственного травматизма и обеспечение готовности организаций, эксплуатирующих опасные производственные объекты, к локализации и ликвидации последствий аварий и распространяются на все трубные производства организаций, независимо от их организационно-правовых форм и форм собственности.
Проектирование, строительство, эксплуатация, реконструкция, расширение, техническое перевооружение, консервация, ликвидация сталеплавильных производств, изготовление, монтаж, наладка, обслуживание и ремонт технических устройств, проведение подготовки и аттестации работников осуществляются в соответствии с требованиями настоящих Правил, «Общих правил промышленной безопасности для организаций, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов» (далее — ОППБ), утвержденных Постановлением Госгортехнадзора России от 18.10.2002 N 61-А, зарегистрированным Минюстом России 28.11.2002, рег. N 3968 (Российская газета, N 231, 05.12.2002), «Общих правил безопасности металлургических и коксохимических предприятий и производств» (ПБ 11-493-02) (далее — ОПБМ), утвержденных Постановлением Госгортехнадзора России от 21.06.2002 N 35, зарегистрированным Минюстом России 11.09.2002, рег. N 3786 (Российская газета, N 186, 02.10.2002), «Правил безопасности в газовом хозяйстве металлургических и коксохимических предприятий и производств» (ПБ 11-401-01) (далее — ПБГХМ), утвержденных Постановлением Госгортехнадзора России от 20.02.2001 N 9, не нуждающимся в регистрации в Минюсте России (письмо Минюста России от 13.06.2001 N 07/5740-АК), а также в соответствии с действующими строительными нормами и правилами, нормами технологического проектирования и другими нормативно-техническими документами в области промышленной безопасности.
. Порядок и условия безопасной эксплуатации технических устройств, ведения технологических процессов и работ определяются соответствующими инструкциями, разрабатываемыми и утверждаемыми в установленном порядке.
5.1 Опасные вредные факторы в цехе и меры борьбы с ними
Опасные и вредные факторы в трубном производстве условно можно разделить на следующие группы: физические, химические, психофизиологические и биологические.
Наиболее многочисленной является группа физических факторов, к которой относятся движущиеся машины, механизмы, нагретые заготовки и трубы в процессе их обработки, горячие технологические среды, ультрафиолетовое, инфракрасное и световое излучение, запыленность воздуха рабочей зоны, шум на рабочих местах, ультразвук, влажность воздуха, напряжение электрической сети, яркость света и другие факторы, зависящие от физических параметров.
К числу химических факторов относятся большое количество опасных вредных для организма веществ, которые применяются при работе трубного оборудования: кислоты и щелочи, применяемые при химической и электрохимической обработке; вредные газы, которые выделяются в процессе химической обработки; аэрозоли, выделяющиеся при покраске или обработке труб с использованием смазочно-охлаждающих жидкостей при сварке и в местах использования масел; пыль, содержащая оксид кремния, который выделяется на участках приготовления и применения стеклосмазок и при обработке поверхности труб шлифовальным кругом; поверхностно-активные вещества; парк растворителей; пыль, содержащая хром и его соединения на участках покрытия и шлифовки труб; оксиды различных металлов: железа, цинка и др.
К группе психофизиологических факторов относятся физические и нервно- психические перегрузки.
К группе биологических факторов относятся микроорганизмы, которые находят для себя благоприятную среду в емкостях с различными жидкостями (водой, маслом и т.п.).
Охрана труда на участках подготовки заготовок и отделки труб. Склады заготовок и труб занимают значительные производственные площади. Виды, число, емкость, состав и расположение оборудования зависят от производительности цеха, способа производства и назначения изготовляемых труб, а работа на этих участках связана с высокой опасностью травмирования.
Склады заготовок, полупродукта и готовой продукции, а также сменного оборудования, производственного инструмента, как правило, размещают в пролетах производственного здания цеха шириной 24…36 м. Высоту штабелей и стеллажей, ширину проходов между ними, нагрузку на 1 м площади и емкость
склада определяют в соответствии с нормами технологического проектирования, разрабатываемыми проектными организациями. Так, например, высота штабеля круглой заготовки в карманах-стойках не должна превышать 2,0 м, слитков в стойках — 2,5 м, рулонов в штабелях — 4,0 м. Высота укладки труб в карманах-стойках не превышает 2,0 м при зацепке чалочными приспособлениями и 4,0 м — при использовании электромагнитов. При хранении труб на стеллажах, обслуживаемых механизированными захватами без участия подкрановых рабочих, высота укладки пакетов достигает 5,0 м.
Ширину проходов между стойками, стеллажами и штабелями принимают менее 0,8 м при одностороннем движении и 1,2 м при двустороннем. Шири вспомогательных проездов между стеллажами и штабелями принимается р; ной габариту транспорта плюс 0,4 м, но не менее 1,0 м при одностороннее движении, а при двустороннем — не менее 1,6 м.
Охрана труда при нагреве и термической обработке труб. Безопасные ycловия труда при работе на печах для нагрева слитков и заготовок, а также печах для термической обработки труб в первую очередь обеспечиваются правильным выбором способа нагрева металла, применяемых технологических сред, а также обеспечением высокого уровня механизации и автоматизацию печного оборудования.
Расположение печей должно быть увязано с конструкцией здания таким с разом, чтобы обеспечивался приток свежего воздуха к каждой печи и удален от печей нагретого и загрязненного воздуха. Отходящие газы должны подвергаться очистке перед выпуском их в атмосферу. Во избежание опасности взрыва и отравлений необходимо исключить утечку газов, не допускать неполно сжигания газообразного топлива, обеспечить надежную
работу вентиляции местах возможного скопления газов, исключить применение открытого огня или искрения в газоопасных местах.
Загрузочные окна печей должны закрываться крышками, плотно прилегающими к раме. Зона выгрузки заготовок из нагревательной печи со стороны прохода людей должна быть ограждена от отлетающей окалины. Проход площадку внутреннего кольца печи допускается только при включенной проточной вентиляции. Печи должны иметь теплоизоляцию, обеспечивающую температуру на наружной поверхности до 45 °С. Интенсивность теплового облучения на рабочих местах не должна превышать 350 вт/м , в связи с ч< вблизи источников тепла предусматривают экраны разных типов, распылите: воды на облучаемые поверхности, помещения для отдыха и др. На поверхности кожуха электропечей температура должна быть не более 70 °С, а на рабочих рычагах и рукоятках
управления — не более 50 °С. На индукционных установках применяют специальные экраны для защиты от электромагнитных поле Для предупреждения короткого замыкания между витками индуктора должны быть установлено устройство максимальной токовой защиты, автоматически отключающее печь.
В термических печах кантовка заготовок и труб должна быть механизирована. При использовании горючих защитных газов в термических печах пространство под колпаком перед включением печи должно быть продуто инертным газом до полного вытеснения воздуха. После окончания термической о работки труб перед снятием колпака подача горячего защитного газа должны быть прекращена, а пространство под колпаком продуто инертным газом Термические печи с выдвижным подом должны иметь блокировку открывай! печи при движении пода и звуковую сигнализацию.
Охрана труда при производстве сварных труб. На станах печной сварки труб стыковку концов ленты следует осуществлять только в защитных очках. Шахты петлеобразователей и петлевые столы должны быть ограждены
прочными барьерами, причем последние должны иметь сплошную обшивку в нижней части не менее 700…400 мм.
Для предотвращения вылета искр при обдувке кромок нагретой полосы между выходным отверстием печи и формовочным станом устанавливают защитные экраны с водяными завесами.
На агрегатах аргоно-дуговой сварки труб все части, находящиеся под напряжением, должны быть защищены резиновыми ковриками. Во избежание поражения электрическим током запрещается одновременное прикосновение к горелке и металлическим частям стана. Сварочный узел должен быть закрыт защитным кожухом со смотровыми стеклами-светофильтрами и оборудован вытяжной вентиляцией для удаления газов и аэрозолей. Инертные газы, применяемые при сварке труб, хранят в баллонах. Баллоны с аргоном или гелием, устанавливают на стенде, надежно закрепляют и защищают от падения переносимых грузов. Трубопроводы для подвода газа к стану должны быть герметичными и защищены от повреждения.
При дуговой сварке под слоем флюса выделяется значительное количество вредных газов и пыли, а при ручной дуговой сварке выделяются газы окиси углерода, азота, фтористых соединений и др., поэтому в местах проведения сварочных работ необходима приточно-вытяжная вентиляция. Категорически запрещается вести сварку или ремонт труб при отключенной системе вентиляции.
При сварке под слоем флюса дуга практически не видна, однако возможно повреждение глаз кусочками твердого флюса или шлака, поэтому сварщик должен работать в бесцветных или слегка затемненных очках.
Обслуживание электропривода трубосварочных станов. Исходя из условий запыленности и загазованности цехов, с целью безопасности необходимо тщательно выбирать конструкцию устанавливаемых двигателей на стане. Обычно в трубоэлектросварочных цехах устанавливают электродвигатели закрытого типа, поэтому специальных заградительных устройств для электропривода не предусматривают. Каждый устанавливаемый двигатель
должен быть прочно укреплен на фундаменте. Электропроводка к двигателю и пусковым аппарата* должна иметь исправную изоляцию. Клеммы должны быть надежно ограждены от случайного прикосновения к ним. Вращающиеся части электродвигателей (вентиляторы, валы, шкивы, муфты) должны быть надежно ограждены. Н, корпусах двигателей и приводимых ими в движение механизмах красно] стрелкой следует указывать направление вращения механизма двигателя. Корпусы электродвигателей и всю аппаратуру, предназначенную для пуска, остановки и защиты двигателя от тока короткого замыкания, заземляют согласно действующим правилам. Текущий ремонт и обдувку электродвигателей выполняют одновременно с ремонтом приводных механизмов.
Серьезное внимание должно быть уделено борьбе с шумом как на стадии конструирования оборудования, так и при его эксплуатации.
Для создания комфортных условий труда, особенно на ТПА горячей прокатки и прессования труб, посты управления устанавливаются в закрытых по мещениях с кондиционированием воздуха. Обеспечивается надежная сигнализация. Методы предотвращения возможных опасных ситуаций при работе на трубных станах и труболитейном производстве подробно описаны в инструкциях по охране труда.
Охрана труда при отделке труб. Большое количество и разнообразие отделочных операций приводит к созданию опасных и вредных ситуаций для обслуживающего персонала, работающего в трубоотделочных отделениях. В этих отделениях характерными вредными факторами являются: шум от перемешаемого металла, от работы правильных станов, пневмоприводов, механизмов высадки концов труб, правильных машин и прессов, трубоотрезных обдирочных и абразивных станков; аэрозоли масел, образующиеся в процесс окраски, промасливания и гидроиспытания труб.
Наибольшее число опасных и вредных факторов может иметь место в отделениях химической и электрохимической обработки и покрытия труб. Поэтому вопросам обеспечения охраны труда в этих отделениях уделяется особое внимание как на стадии проектирования, так и при эксплуатации. Как
правило эти отделения изолируют от цеха стенами, они должны иметь общеобменную вентиляцию, а проемы в изолирующей среде оборудуют воздушными завесами полы выполняют из кислотостойких материалов. Ванны для травления выполняют из кислотостойких материалов и устанавливают с проходами шириной не менее 1 м для удобства работы обслуживающего персонала. Очистка поверхности труб травлением, регенерация отрабатываемых травильных растворов \ нейтрализация промывных вод должны быть механизированы. Важным на правлением улучшения труда в отделениях является создание механизированных автоматизированных установок и роботизированных комплексов, обеспечивающих функционирование установок без постоянного участия обслуживающего персонала.
Улучшение условий труда, создание нормальных и безопасных условий работы обеспечивается систематической плановой деятельностью как создателей новой техники, так и эксплуатационщиков, предусматривающих организаци онные и технические мероприятия по соблюдению действующих стандартов норм и правил по технике безопасности, производственной санитарии, эрго номике и технической эстетике на производстве.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
Н.М Федосов В.Н Бринза И.Г Астахов проектирование прокатных цехов 2010г.
А.П. Коликов, В.П. Романенко, С.В. Самусев и др. — Машины и агрегаты трубного производства 2009г.
Королев — конструкция и расчет машин и механизмов прокатных станов — М.: Металлургия 2010
Технологическая инструкция ТЭСЦ -5 ОАО «ВМЗ»
Листоправильная машина ARKU | Оборудование для правки листового металла | Германия
Компания ARKU (Германия) на сегодняшний день является лидером в производстве листоправильных машин. История компании ARKU начинается с1928 г., когда была образована жестяная мастерская.
Начиная с 50-х годов, компания ARKU начинает производить оборудование для правки листового металла — появилась первая листоправильная машина ARKU. Сегодня у компании ARKU более 80 лет опыта в производстве листоправильных машин.
Она занимает лидирующие позиции на рынке правильного оборудования, как в производстве листоправильных машин, так и в технологии правки деталей.
Листоправильная машина — диапазон толщин
Оборудование для правки листового металла компании ARKU — листоправильная машина — выпускается под диапазон толщин листовых деталей толщиной от 0,15 мм до 60 мм, перекрывая весь диапазон требуемых в промышленности толщин металла.
Листоправильная машина — 2 типа конструкций
Компания ARKU производит два вида листоправильных машин для правки листового металла: электромеханические и серво-гидравлические. Прецизионные листоправильные машины с электромеханическим приводом обеспечивают высокие результаты правки листового металла, в особенности для филигранных листовых деталей. Оборудование для правки листового металла этой серии нашло своё применение в авиационной и космической промышленности.
Легкий и высокопрочный материал должен обрабатываться в охлажденном состоянии. У обычных листоправильных машин существует опасность возникновения коррозии в важных узлах, что неприемлемо при обработке деталей для авиационной и космической промышленности.
Листоправильная машина ARKU обладает конструкцией, где данные узлы выполнены с защитой от коррозии, что позволяет достичь высоких результатов правки, гарантируя технологичность процесса.
Листоправильная машина с серво-гидравлическим приводом
Оборудование для правки листового металла второй серии — листоправильная машина ARKU с серво-гидравлическим приводом, которая может производить правку листового металла толщиной от 0,5 до 60 мм. Правка деталей, полученных методом лазерной или газовой резки, а так же методом штамповки, происходит в течение нескольких минут. Детали после правки практически не имеют внутренних напряжений. После правки можно быстро осуществлять следующие процессы обработки: сварка, гибка, отбортовка.
Особенности:
- Регулировка правильного зазора. Обеспечиваются высокие результаты правки деталей даже при обработке деталей с вырезами.
- Быстрая смена правильных вальцев. При правке листовых деталей происходит загрязнение остатками материала правильного агрегата.
Тщательная очистка и техническое обслуживание агрегата может производиться быстро и просто. - Защита от перегрузок. В процессе правки возникают большие нагрузки на листовые детали и на сам станок. Если нагрузка достигает контрольной точки, листоправильная машина останавливается и происходит раскрытие правильного агрегата.
- Интуитивное управление. Наглядное пользовательское меню с памятью значений и предлагаемыми параметрами, позволяют оператору настроить оборудование для правки листового металла за несколько приемов, что существенно облегчает его работу на листоправильной машине.
Данная серия широко применяется в производстве крановой техники, в производстве строительной техники, специалистами газовой резки, обработке нержавеющей стали и благородных металлов.
Листоправильная машина для правки рулонного металла
В производственной линейке компании ARKU присутствует листоправильная машина для правки листового металла. При правке листового материала станки устраняют все виды дефектов, достигается высокая плоскостность и внутреннее напряжение в металле. Листоправильная машина легко интегрируется в линию по обработке рулонного металла.
В данных станках используется система смены кассет, что позволяет использование вальцев разного диаметра. Благодаря этому можно перекрыть рабочий диапазон диаметров двух правильных станков. Смена кассет происходит за несколько минут.
Листоправильная машина способна обрабатывать различные материалы: алюминий, сталь, нержавеющая сталь, материалы с высоким коэффициентом прочности на разрыв, перфорированные листы.
Применение
Оборудование для правки листового металла ARKU применяются в судостроении, авиационной и космической промышленности, машиностроении, железнодорожной промышленности, автомобилестроении, при лазерной, газовой обработке металлов, штамповке, строительная и подъемная техника. Компания ARKU располагает собственными центрами правки в Баден-Бадене, Цинциннати, США, и Куншане, Китай, где клиенты могут произвести пробную правку собственных деталей или заказать выполнения платных работ.