Residues and cinders of steel welding electrodes | ELECTRODE SK
During welding, the main consumable material is the electrode. On an industrial scale, a huge mass of them is used, which is calculated not in pieces, but in tens or even hundreds of kilograms of consumption. Regardless of the length of this product, each of them leaves a small cinder, which remains in the electrode holder plug and cannot be used further due to fixation. Thus, the longer the product, the more economical it is. Residues and cinders of steel welding electrodes, as a rule, are not thrown away, especially in production, since they may still be useful.
The total mass of this type of waste can be several tens of kilograms. At the same time, this includes metals that comply with accepted GOST standards and do not have any foreign impurities. This makes them an excellent material for recycling. Often the part that remains is no longer coated and is just wire. All of them should be left and accumulated in one place. After all, the remains and cinders of steel welding electrodes during processing provide fairly cheap and very clean raw materials.
Chemical composition and other characteristics
The composition of welding electrode waste largely depends on what exactly these consumables were. In other words, the cinders completely replicate the chemical composition of the material that was included in the welding wire for the product. When remelted, all these properties are preserved, so the result is almost the same wire, which sometimes requires additional cleaning if foreign debris gets into it.
The stubs of the welding electrodes remain approximately 5 to 10 cm long, depending on where the master finished the work. If the arc went on continuously and the consumable material burned out to the very end, then welding is allowed until it is no longer possible to continue.
But if you suddenly had to interrupt the process in some place, and at the same time it reached a place where there was no coating left, then it should already be moved to the waste. Residues and cinders of steel welding electrodes are sorted only by material, and length, diameter and other parameters are not important.
After all, all this is spent on remelting, from which new consumables are created with the same composition and different specified parameters.
Documents relating to balances
Despite the fact that waste collection is a profitable business for the enterprise itself, this process becomes regulated and mandatory, since the process of releasing substances on the electrodes can have a harmful effect on the environment. The main regulatory tool is document 5.
In addition, everything can qualify as scrap metal, and then it would be appropriate to refer to GOST 2787-86, which relates to secondary metals. Records are kept of collection and disposal, and by quantity, you can also control the electrodes used by the foreman during a shift or operation, and, accordingly, the total cost of completing the work and comparing it with the balance.
Depending on the brand of electrode, the documents may vary, but for standard procedures the above are sufficient.
Cleaning up residues and cinders
Naturally, the master needs to provide a comfortable workplace so that collecting everything does not distract from the main work process. For this purpose, a special container, or several, is allocated, where the remaining parts from the electrodes are collected. In order to sort all the remains by material after each operation, and during it only one type of consumables is used, you should move the cinders to another place where they will be stored for the rest of the time. Another way is to allocate several containers for collection, from where everything is then transferred into the total mass, which is already sent for disposal.
Disposal of cinders
Residues sorted by material type are weighed and transferred to the processing site. There they are simply melted down, after which a new electrode wire is created, on which a special coating is applied and it is ready for further use. Here the concern for the safety of resources is very clearly demonstrated, since the remains and cinders of steel electrodes replenish a confident part of the resources used.
Safety
Collecting all these things in a separate container not only has a replenishing function, but also allows you to introduce additional security measures. This prevents the handyman from simply throwing the leftovers on the floor. Such things lead to the following negative phenomena:
- Increasing the risk of fire, since such waste has a high temperature and can cause fire of some things;
- Injuries, since getting a cinder on a person’s skin can leave burns and burn everything to an impressive depth, not to mention the fact that all this will lie underfoot, creating inconvenience;
- Additional clutter in the workspace.
The collection container must be made of metal and there should be no foreign flammable objects near it. It must also have sufficient volume to accommodate everything that will be produced during the work shift. It should have a large hole so that it is convenient to throw away waste without being distracted from the work process.
Source: svarkaipayka.ru
Source: https://electrodsk.com/content/ostatki-i-ogarki-stalnyh-svarochnyh-elektrodov
Chemical composition and other characteristics
The composition of welding electrode waste largely depends on what exactly these consumables were. In other words, the cinders completely replicate the chemical composition of the material that was included in the welding wire for the product. When remelted, all these properties are preserved, so the result is almost the same wire, which sometimes requires additional cleaning if foreign debris gets into it.
The stubs of the welding electrodes remain approximately 5 to 10 cm long, depending on where the master finished the work. If the arc went on continuously and the consumable material burned out to the very end, then welding is allowed until it is no longer possible to continue. But if you suddenly had to interrupt the process in some place, and at the same time it reached a place where there was no coating left, then it should already be moved to the waste. Residues and cinders of steel welding electrodes are sorted only by material, and length, diameter and other parameters are not important. After all, all this is spent on remelting, from which new consumables are created with the same composition and different specified parameters.
How to choose a brand of electrodes for welding: types and selection criteria
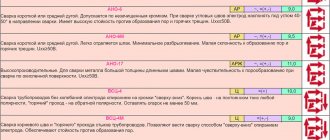
When learning the basics of their future specialty, welders carefully study the brand of electrodes, because for different welding techniques different products are used, differing in diameter, as well as the chemical composition of the coating or spraying.
Letter designation
Today, the industry produces more than a hundred different brands, for example, Standard electrodes are intended for beginner performers, because they are easy to set on fire and are not afraid of dampness. All brands of similar rods burn quickly, forming a durable seam covered with slag.
Residues and cinders of steel welding electrodes
Any production process is accompanied by the formation of a secondary by-product, which can be reused to obtain raw materials or must be disposed of. The only question that remains open is specifying the type of scrap according to the type of work.
See also the article: Electrodes - recycling and scrap metal.
Welding waste
The modern level of access to information allows you to navigate in any aspect of interest. There are two ways to determine what waste is generated from welding with welding wire. The first option involves a search query, the second is to visit the 2021 welding waste codifier on the corresponding web resource.
The information collected in the FKKO online catalog identifies the following waste from welding and soldering work:
- residues and cinders of steel welding electrodes;
- remains of steel wire;
- decomposition products of calcium carbide.
This is what welding slag looks like
Electrode stubs
Each of the points is worth considering in more detail, especially for the first category.
Welding slag – FKKO classification
The waste codifier assigns its own number to each by-product resulting from human production activities. In particular, for welding slag, the FKKO code has three variations. This:
- 9 19 100 02 20 4 – directly the slag formed during the electric welding process;
- 9 19 111 21 20 4 – slag waste with a predominance of silicon dioxide;
- 9 19 111 24 20 4 – welding slag, mainly containing titanium dioxide.
The last two options allow us to determine the main component of this type of welding waste. A somewhat different situation arises if we consider welding slag in general. The composition of this type of waste will be determined by the type of electrodes used.
Chemical composition of welding slag
The melting process characteristic of electric welding is always accompanied by oxidation of the metal. This explains the entry of predominantly oxides into the slag crust. The hazard class of this type of waste is IV, which requires issuing a waste passport for welding slag. The chemical composition of such waste, as mentioned earlier, contains oxides of the following elements:
- silicon;
- titanium;
- manganese;
- iron;
- calcium;
- sodium;
- aluminum;
- potassium.
However, in some cases, calcium fluoride keeps company with the oxides. This is explained by the inclusion of the compound directly in the composition of salt fluxes, as well as certain coatings of welding electrodes.
The presence of basic oxides inside the slag crust is similarly related. In particular, manganese plays the role of a deoxidizer, removing sulfur from the metal, while simultaneously improving the quality of the weld. Silicon also has a similar effect. It allows you to avoid gas pores inside the weld seam, which are formed due to carbon monoxide that has not had time to release.
Weld
Thus, slag acts as a full-fledged “participant” in the welding process, determining the structure and quality of the seam, and not just a production waste. Therefore, the physical and chemical properties of welding slags are an important characteristic.
Basic parameters of the slag layer
All chemical properties of the slag are directly related to the weld seam. They include: the ability to deoxidize the seam, alloy it, form fusible compounds from oxides, as well as dissolve them and sulfides. From the physical side, important criteria for slag are:
- Thermophysical parameters: heat capacity, threshold melting and softening temperatures.
- Viscosity.
- Specific gravity of liquid slag melt.
- Properties of the hardened crust, causing its easy separation from the metal being processed.
- Gas permeability.
The melting temperature allows us to divide slags into two groups: “short” with a range of 1100 – 1200 0C and “long” with large threshold values. Today, preference is given to short slags, therefore, in the production of electrodes, the composition of coatings and fluxes is mixed at lower melting temperatures.
Another important characteristic of slag is its viscosity. The mobility of individual layers of molten slag increases its chemical activity and, therefore, contributes to the refining of the weld metal. As a result, harmful impurities, in particular: manganese and iron sulfides, phosphorus anhydride, as well as oxygen and other gases; removed from the metal before the seam hardens.
Welding slag from a plasma cutter
The next criterion that attracts attention is waste density. Welding slag must have a low specific gravity in order to quickly rise to the surface of the bath. However, an excessively liquid slag melt is not able to evenly close the metal seam. Moreover, a higher density of welding slag (kg/m3 - unit of measurement) is especially important for vertical welding - ceiling, for example.
Steel cinders, other waste from the welding process
It is easy to determine the specific type of slag by knowing the composition of the electrodes: their coating, as well as the flux, if used. On the other hand, it is another type of arc welding waste. It is defined by FKKO as residues and cinders of steel welding electrodes.
This type of product is the main consumable material of the welding process. Despite the relatively small size of the waste: a part of the rod remains from the electrode, fixed in the holder fork; the total mass of cinders is quite large. In some industries it amounts to hundreds of kilograms of scrap metal. Such waste is extremely rarely thrown away. Moreover, for the remains and cinders of steel welding electrodes, recycling is also extremely unprofitable. It is more promising to use TX as a material for recycling.
Classification
Welding electrode stubs have a hazard class of five. It is assigned in accordance with the instructions of such a normative document of general importance, which is called FKKO, which is essentially a list of existing types of waste. This document contains the FKKO code for residues and cinders of steel welding electrodes.
The catalog is regularly updated by orders of the relevant organizations authorized to do so. For example, information about residues and cinders of steel welding electrodes FKKO 2014 is no longer relevant.
Elements of the fifth hazard class do not have any particular negative impact on the environment; however, they should be disposed of in compliance with existing rules. When handing over electrodes for recycling, it is necessary to provide all information about the composition of the electrodes.
When classifying cinders as scrap metal, one should be guided by the requirements of GOST 2887-86 related to secondary metals.
Disposal of welding residues and slag: recycling methods
In the modern world, almost any metal part or structure will be manufactured using electric welding. The most important thing is that this will not affect its strength or rigidity in any way; in some cases, the use of welding allows you to completely abandon the use of bolts or rivets. But due to its wide distribution, the amount of waste generated has increased: electrode residues or slag, which, when released, will negatively affect our environment.
Features of welding waste
Welding waste, like waste from any other industry, has its own characteristics and rules for disposal and recycling. Today we will help you familiarize yourself with all the rules and regulations.
Slag
The slag itself is a by-product when using arc welding, submerged arc welding, and powder arc welding. After cooling, it must be removed, but if it turns out that it is in contact with the metal of the part, then this is considered a significant defect and this seam must be corrected.
Slag formations occur when a small volume of metal hardens too quickly, preventing the slag from leaving the weld pool itself. Such a seam will never pass quality control in production. This can now be easily verified using X-rays. This is the easiest way to view complex structures where a person simply cannot see something. Its main tasks are:
- Protection of the area with molten metal from contact with air;
- Ensuring stable combustion of the welding arc;
- Good seam formation;
- Creating an optimal thermal regime for cooling the metal.
Composition and types
It is worth understanding that the composition of the slag obtained during the work will depend on the composition of the electrode coating or on the welding flux. Most often, the waste contains the following components: silicon dioxide, manganese oxide, titanium oxide, iron oxide and calcium oxide. The welding slag itself belongs to the fourth waste hazard class, which means that this type of deposit is controlled and a waste passport must be issued for it. A passport is required only for waste of hazard classes 1-4. It contains all instructions for further interaction, instructions for disposal or neutralization, and a full description of the composition.
If the company does not comply with these rules, then at the next inspection they will be charged a fine or suspension of all activities for up to 90 days.
Slag layer parameters
Slag, like any other product, has its own physical characteristics:
- Viscosity. If the slag is too viscous at the temperature at which metals solidify, the seam will form chaotically, copying the shape of the hardened slag crust;
- Melting temperature. Based on their thermal properties, slags are divided into two categories: short and long. The former can melt at a temperature of about 1100-1200 degrees Celsius, while the latter have a higher threshold value;
- Gas permeability of slag. A parameter responsible for the ability of gases released from metals to pass through. If the slag has poor gas permeability, then increased gas pressure will form on the metal surface, which will prevent their further release;
- Waste density. The slag must be able to quickly rise to the surface of the bath, but if it is excessively liquid, the slag will not be able to cover the seam.
Electrode stubs
According to the Federal Classification Catalog of Waste (FKKO), the cinders of welding electrodes were assigned their own individual number - 91910001205. It is understood that the waste poses the least danger to humans and the environment as a whole. And this is understandable, since during the welding process the electrode is used, as they say, “to the last”; at the output we have only part of the metal rod.
Disposal of welding waste
Recycling or disposal of welding residues is quite simple. For example, recycling electrodes consists only of remelting them, but to do this, you first need to sort them according to the composition of impurities or metal. This will allow, after remelting, to immediately obtain steel alloyed with the desired chemical composition. Most often, it is used in the second round for the production of the same welding electrodes. This is very convenient as there is no waste left.
If you have accumulated an impressive number of electrodes, then you can simply take the remaining metal rods to a scrap metal collection point. There will be nothing illegal about this.
The situation with slag is approximately the same. It is practiced to add a small volume of crushed slag crust to the flux. Although the slag itself differs in its chemical composition in that it contains more iron and calcium oxides. On the contrary, there is less calcium fluoride. The resulting slag will have reduced resistance to the formation of cracks and various pores. All this makes it impossible to completely replace flux with slag. But its small number will not lead to a noticeable deterioration in the quality of the weld.
The materials were taken from this web resource punktpriema.ru
Welding work
Solid waste generation Read more: G. is 0.882 t
2.4.17 Welding work
Calculation of the standard amount of waste (used electrodes and welding slag) when carrying out arc and arc welding (Tables 2.22 and 2.23) was carried out on the basis of specific indicators of waste generation.
Calculation of the standard mass of cinder formation of welding electrodes is carried out according to the formula:
M = Q * Np, where
Q – mass of consumed electrodes during the year, t;
Np = N*0.01 – coefficient (standard in shares) of cinder formation of welding electrodes.
N – percentage (standard) of formation of welding electrode cinders;
Calculation of the standard mass of scale and welding slag formation is carried out according to the formula:
M = Q * Np2, where
Q – mass of consumed electrodes during the year, t;
Np2 = N2*0.01 – loss coefficient (formation standard in fractions) of scale and welding slag.
N2 – percentage of losses due to scale and welding slag (standard for their formation).
Table 2.22
| Electrode brand | Annual consumption of electrodes, t | Standard for the formation of cinders of welding electrodes | Coef. losses due to scale and welding slag | % formation of cinders of welding electrodes | Standard weight, t |
| Q | Np | Np2 | N | M | |
| ANO-4 | 4,454 | 0,31 | 0,10 | 31,00 | 1,381 |
| MR-3 | 0,200 | 0,32 | 0,12 | 32,00 | 0,064 |
| OZS-4 | 1,262 | 0,27 | 0,14 | 27,00 | 0,341 |
| UONII-13/45 | 0,996 | 0,34 | 0,04 | 34,00 | 0,339 |
| UONII-13/55 | 1,476 | 0,34 | 0,04 | 34,00 | 0,502 |
| TsL-39 | 1,142 | 0,37 | 0,01 | 37,25 | 0,425 |
| TsU-5 | 1,924 | 0,37 | 0,01 | 37,25 | 0,717 |
| TOTAL | 11,454 | 3,769 |
Table 2.23
| Electrode brand | % losses due to scale and welding slag | Annual consumption of electrodes, t | Coef. losses due to scale and welding slag | Standard weight, t |
| N2 | Q | Np2 | M | |
| ANO-4 | 9,50 | 4,454 | 0,10 | 0,423 |
| MR-3 | 12,00 | 0,200 | 0,12 | 0,024 |
| OZS-4 | 13,50 | 1,262 | 0,14 | 0,170 |
| UONII-13/45 | 4,50 | 0,996 | 0,04 | 0,045 |
| UONII-13/55 | 4,50 | 1,476 | 0,04 | 0,066 |
| TsL-39 | 1,25 | 1,142 | 0,01 | 0,014 |
| TsU-5 | 1,25 | 1,924 | 0,01 | 0,024 |
| TOTAL | 11,454 | 0,766 |
According to RD 153–34.1–02.207–00 “Recommendations for the development of draft standards for waste generation and waste disposal limits for heating network enterprises,” the amount of waste generated during construction, repair work and when replacing thermal insulation of equipment is determined by the annual consumption of these materials (certificate of consumption of raw materials and materials).
To determine the annual standard mass of waste generation, accounting data on the purchase of construction materials for 2005–2007 were used. Calculation of the standard mass of waste generation (Table 2.24) is carried out according to the formula:
M = Q * N *, where
Q – quantity of purchased materials and raw materials, t;
N – waste generation standard;
The calculation of waste generation when using window glass was carried out taking into account the Rules for the development and application of standards for difficult to eliminate losses and waste of materials in construction (RDS 82–202–96).
This type of waste is generated during the repair or dismantling of metal structures and pipelines, installation and repair of equipment.
According to RD 153–34.1–02.207–00 “Recommendations for the development of draft waste generation standards and waste disposal limits for heating network enterprises,” there is no standard for the generation of dimensional scrap and small-piece scrap during installation and repair of equipment, therefore its quantity is determined by the annual consumption of these materials ( certificate of consumption of raw materials) or according to average statistical data.
To determine the annual standard mass for the formation of dimensional scrap and small-piece scrap, accounting data on the acquisition and write-off of metal products and parts for 2005–2007 were used.
M = 1000 t.
Table 2.24
| Name of materials | Consumption of building materials, t | Process leading to loss and waste generation | Name of waste | Loss and waste rate, % | Standard mass of waste generation, t |
| Construction brick | 966,900 | Dismantling the walls of buildings during repairs | Construction brick fight | 100,00 | 966,900 |
| Fireclay brick | 2110,000 | Thermal insulation of boilers | Fireclay brick fight | 100,00 | 2110,000 |
| Asbestos | 735,120 | Thermal insulation repair | Waste asbestos cement in lump form | 100,00 | 326,072 |
| Cement M-400 | 500,000 | 100,00 | |||
| Ruberoid | 864,000 | Waste roofing felt | 100,00 | 864,000 | |
| Window glass | 26,620 | Replacement of building glazing | Uncontaminated broken glass | 1,50 | 0,399 |
Every year, work clothes are purchased for the company's employees. The wearing period of each piece of clothing at the enterprise is 1 year. To calculate the standard mass of waste generation in the form of worn-out clothing, we assume that all worn clothing is thrown away. Calculations based on 2007 data are shown in Tables 2.25.
Calculation of the weight of purchased clothing per year
| Name of clothing | Weight of one unit, kg | Number of purchased items of clothing per year, pcs. | Weight of clothing, total, kg |
| Underwear | 0,3 | 125 | 37,62 |
| Canvas suit | 2,4 | 74 | 177,84 |
| Cotton suit | 1,2 | 1488 | 1785,24 |
| Winter heat-resistant suit | 3,8 | 80 | 303,24 |
| Summer heat-resistant suit | 1,7 | 68 | 116,28 |
| Insulated suit | 4,1 | 342 | 1402,2 |
| Wadded jacket | 2,1 | 724 | 1520,19 |
| Heat-resistant jacket-cape | 1,3 | 74 | 96,33 |
| Heat-resistant balaclava | 0,1 | 154 | 15,39 |
| Knitted work gloves | 0,2 | 125 | 25,08 |
| Heat-resistant gloves | 0,2 | 91 | 18,24 |
| PVC knitted gloves | 0,2 | 1710 | 342 |
| Rubberized raincoat | 1,2 | 17 | 20,52 |
| Safety belt | 0,5 | 23 | 11,4 |
| Helmet strap | 0,1 | 285 | 28,5 |
| Respirator "Petal-5" | 0,2 | 3944 | 788,88 |
| Anti-dust respirator | 0,2 | 895 | 178,98 |
| Canvas mittens | 0,2 | 382 | 76,38 |
| Insulated mittens | 0,2 | 3306 | 661,2 |
| Mittens - cuffs | 0,5 | 393 | 196,65 |
| TOTAL | 7802,16 | ||
M = 7.802 t.
The standard for waste generation was determined by an experimental method. Based on statistical processing of indicators for a 3-year period, the average annual consumption of paper for clerical activities and office work was determined. The main measure of the work of the administrative, managerial and engineering personnel of VTETs-2 are working days. The amount of waste generated depends on the number of days worked in the office. The total staff time for the year is 250 days. The weight of one pack of paper in A 4 and A 3 formats was determined by weighing - 0.0025 t and 0.005 t, respectively. To calculate the standard, we assume that all used paper goes into waste. Calculation of the formation of the standard weight of paper is shown in table. 2.26.
Table 2.26
| Industrial site | A 4, packs | Weight of pack A 4, t | A3, packs | Weight of pack A 3, t | Standard weight, t |
| VTETS-2 | 2036 | 0,0025 | 78 | 0,005 | 5,480 |
| Total | 5,480 | ||||
Also, paper and cardboard waste from office activities and office work is generated when chart paper is written off after 3 years of storage. At the industrial site of VTES-2, 17,640 m2 of paper are written off per year, which with a weight of 1 m2
Solid waste generation Read more: G. is 0.882 t
Information about the work “Environmental audit of waste management at the Vorkutinskaya CHPP-2 branch of OJSC TGC No. 9”
Section: Ecology Number of characters with spaces: 85312 Number of tables: 45 Number of images: 11
Similar works
Environmental audit of the state of atmospheric air and waste management in the branch of OJSC AEC Komienergo "Southern Electric Networks"
66075
12
37
... "and dated 01.02.2007 No. 50 "On the environmental audit of energy in the branches of Syktyvkar Electric Networks and Southern Electric Networks of JSC AEC Komienergo was planned from 03.12.07 to 20.12.07 and an internal environmental audit was successfully carried out for compliance of activities with environmental legislation Russian Federation by trained specialists. 2. SPECIAL…