Types of metal processing
The following types of metal processing are available:
- Turning of surface layers of material on lathes. The rotating workpiece is affected by a cutter that can move along the entire length of the workpiece.
- Planing on transverse or longitudinal type machines. When the part moves back and forth relative to the cutter or vice versa, layers of metal are removed in a given plane. The movement of the cutter along the surface is intermittent.
- Chiseling of workpieces on slotting machines or manually. The equipment moves relative to the part along a reciprocating path along the selected axis. Allows you to simultaneously remove large pieces of material from the end part.
- Drilling on machines or manually. When the drill rotates around its axis, metal layers are removed and a cylindrical hole is formed. The translational movement of the drill is performed along the selected centerline.
- Milling on machines. A reciprocating movement of the cutter is carried out, rotating around an axis parallel to the surface of the workpiece and a layer of metal of a certain thickness is removed. Some machines implement movement of the workpiece relative to a rotating cutter.
- Grinding on machines. It is performed by direct contact of a rotating grinding wheel or sanding belt with the workpiece. It is permissible for the workpiece to move relative to the abrasive part of the equipment, or vice versa.
Types of Blade Tools
Cutter
– single-edge tool for processing with translational or rotary main movement and the ability to feed in any direction
Milling cutter
– a blade tool for processing with a rotary main cutting movement of the tool without the possibility of changing the radius of the trajectory of this movement and with at least one feed movement, the direction of which does not coincide with the axis of rotation
Axial cutting tool
– blade tool for processing with a rotary main cutting movement and a feed movement along the axis of the main cutting movement
Drill
– an axial cutting tool for creating a hole in a solid material and/or increasing the diameter of the hole.
Countersink
- axial cutting tool to improve the accuracy of the surface shape and increase its diameter.
Scan
- axial cutting tool to improve the accuracy of the shape and size of the hole and reduce surface roughness.
Countersink
— axial multi-blade tool for processing the conical entrance section of the hole.
Countering
— axial multi-blade tool for processing the cylindrical and end sections of the workpiece.
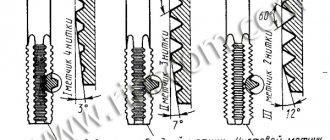
Tap
— axial multi-blade tool for processing internal threads.
Die
— axial multi-blade tool for processing external threads.
Broach
- a multi-blade tool with a number of successively protruding blades one above the other in a direction perpendicular to the direction of the speed of the main movement, intended for processing with translational or rotational and no feed movement.
Shever
- a multi-blade tool in the form of a gear or neck with a blade on the side surfaces of its teeth for processing the side surfaces of the teeth, which uses relative sliding between the teeth of the tool and the workpiece.
Combination cutting tool
– a blade tool that is a combination of blade tools of different types with a common fastening part.
Rotary cutting tool
- a prefabricated blade tool, the round blade of which performs a rotational tangential cutting movement.
Profile blade tool
– a blade tool whose cutting edge shape is determined by the shape of the machined surface, shaped and rolled.
Shaped
– the cutting edge of which forms the profile of the processed surface simultaneously with all points of the edge.
Rolling blade tool
– the cutting edge of which, during processing, forms a profile of the machined surface as an envelope of successive positions of the cutting edge relative to the workpiece.
What are the types of metalworking tools?
Metalworking tools come in the following types:
- Cutting machines designed to separate metal sheets or any other workpieces into parts. They are made of hardened or alloyed steel, as well as alloys based on them, the hardness of which exceeds the strength of the material being processed.
- Abrasive, used for roughing or finishing workpieces: polishing, grinding, stripping in order to achieve the desired level of roughness. Unlike cutting tools, they can be flexible and ductile. They are made from various materials that are resistant to friction and have high strength.
Cutting tools are only metal, hard, retaining their shape and geometric dimensions during processing and after its completion. The cutting part has a wedge-shaped shape, which allows it to easily penetrate layers of material and remove part of the metal under mechanical influence.
Abrasive equipment can be rigid (circles) or flexible (belts, sandpapers, fabrics). The general similarity is the presence of an abrasive layer on their working surface, which can process the outer layers of the material depending on the force applied. Flexible abrasives allow you to clean non-linear surfaces.
Read also: DIY converter 12 220 1000W
According to the method of mechanization, tools are of the following types:
- Mechanical ones are intended for manual processing. They are used for one-time or permanent private or industrial use. They are characterized by simplicity of design, low productivity and cost of processing.
- Automatic ones are used for mass production of parts. They provide high processing productivity, functionality, cutting accuracy, and minimize labor costs. They have a complex design, require periodic maintenance, and differ from manual ones in the low probability of producing defective parts.
The process of removing chips by all methods has the same principle. The cutting part, under the influence of the applied force, acts on the surface being processed, cuts into it, deepens and chips or chips are removed.
Chip shear typically occurs at an angle of 135 to 155 degrees. Tool wear and cutting quality depend on the cutting angle and turning of the cutting edge. When processing metal, heating occurs, so it is necessary to choose the optimal speed of action to prevent dulling of the cutting edge.
Processing by cutting
The metal is supplied to the enterprise in the form of rolled products - sheets or profiles of standard sizes and thicknesses. To separate a sheet or profile into products or blanks of the required size, cutting processing is used.
For profiles, cutting with an abrasive wheel or circular saw is most often used.
Several types of cutting are used for cutting metal sheets:
- Manual. A gas welder with a gas torch cuts out pieces of metal of the required size and shape. It is used in small workshops and pilot production.
- Gas. The gas cutting installation cuts with the flame of an automated gas burner and allows you not only to quickly cut sheets, but also to arrange the cut pieces into containers for delivery to assembly areas
- Laser. Cuts metal with a laser beam. It features high accuracy and low waste ratio. In addition to cutting, it can perform welding and engraving operations - applying permanent inscriptions to metal.
- Plasma. Cuts metal with a torch of highly ionized gas - plasma. Used for cutting sheets of hard and special alloys.
In conditions of industrial production and medium or large series, the concept of metal utilization rate comes to the fore. It is increased both due to a denser arrangement of parts over the area and due to advanced cutting technologies that produce less waste
What is the purpose of a metalworking tool?
Grinding tools for metalworking are abrasive grains bound with special binding materials. The shape of the grains is distinguished by the presence of sharp edges of different sizes, which, when touching the metal, are capable of removing layers of a certain thickness from it.
Grinding tools include: bars, sandpaper, fabrics with special coatings, wheels.
Cutters, cutters, drills, taps, and broaches can be used for cutting. They are selected in such a way that their hardness is higher than that of the materials being processed.
Cutting metal 4–7 mm thick is performed with metal scissors or a jigsaw, or a hacksaw. It is convenient to cut a layer from 5 mm with a grinder.
Handles, hammers, sledgehammers, and shaped hammers can be used in metalworking or blacksmithing work. Handbrake handles are used to determine the force of impact and indicate the exact location for processing. Sledgehammers are used for cold deformation of workpieces.
Artistic processing of metals can be done with a shaped hammer. It allows you to knock out relief surfaces due to the presence of a curved or wide flat and rounded striker.
The following equipment is used for minting:
- ratchets, hooks for basting relief blanks;
- boboshniks, kanfarniks, loschatniks to create the necessary relief;
- cuts for chasing lines, semicircular or curved lines;
- figured coins (tube, boot, iron, kanfarnik, purushnik, loshchatnik), used to create a series of identical small detailed patterns.
Grinding and roughening tools
To make wood perfectly smooth, you need a sanding tool. Small figures and wood parts are sanded manually with sandpaper and sandpaper, making monotonous mechanical movements.
To smooth the edges and ends of products, rasps are used. These are special files for wood with a large notch.
For large areas, electric woodworking machines are used, these include:
- grinders with grinding attachments;
- belt sanders;
- eccentric (orbital);
- surface grinding (vibrating).
A belt tool is more suitable for rough sanding, removing thick layers of paint or leveling a surface. Finer grinding is carried out using eccentric and surface grinding units.
How to Choose the Right Tool for Metalworking
Criteria for choosing a tool for metal processing:
- type of metal being processed - mechanical or chemical properties;
- cutting conditions - the ability to use a power tool or a manual one;
- cutting method - manual, automated;
- type of work performed - cutting, chiseling, drilling, planing, grinding, threading;
- processing accuracy - coarse or fine;
- surface relief - flat, cylindrical, conical;
- metal strength;
- work performance requirements;
- ease of processing workpieces;
- cutting depth, cutting tool feed speed;
- resistance of the metal to elevated temperatures that can occur as a result of rapid processing.
When the cutting part is heated during processing, the tool partially loses its hardness and is therefore susceptible to irreversible changes in properties and damage. This property is called red fastness.
The red resistance is also affected by the sharpening angle of the cutting edge, since the area of contact with the surface of the workpiece depends on it. A smaller angle reduces friction, increases wear and reduces the need for significant machining forces.
Reliable tools are made from the following materials:
- Tool steel (high-speed, alloyed, carbon), capable of not losing its properties at high cutting speeds and heating up to +250 0 C.
- Carbide steel has increased wear resistance and strength 4 times higher than analogues based on tool steel. When processing workpieces, the permissible heating reaches +620 0 C. It is used when cutting high-strength heat-resistant steel grades.
- Cutting inserts made of aluminum oxide alloyed with molybdenum and chromium, reinforced with metal ceramics. Resistance to heating up to +900 0 C. A special feature of the material is its fragility, so during operation it is necessary to avoid shock mechanical influences.
Read also: DIY dump trailer for walk-behind tractor
The quality of metal-cutting equipment is determined by the following parameters:
- cutting edge sharpening angle;
- properties of the material from which the working part was made;
- characteristics of cutting depth, processing speed and feed;
- during automatic processing, the presence of channels for chip removal, chip curlers, and structural elements for cooling.
It is recommended to pay attention to the products of the following manufacturers:
- CJSC "New Instrumental Solutions";
- Moscow Tool Plant LLC;
- ISCAR (Israel), whose official distributor in Russia is Intechservice LLC;
- Arno (Germany);
- Sumitomo (Japan);
- Paul Horn GmbH (Germany).
When purchasing, you need to consider the manufacturer and technical characteristics of the tool. Cheap models, especially of electrical equipment, do not always correspond to the declared parameters and are capable of operating at maximum loads. Savings can lead to frequent equipment repairs or complete replacement.
Appearance
Product design is sometimes a determining factor when purchasing. Manufacturers strive to win customers by any means and methods. As you know, the “prettier” a product is, the more attention potential buyers pay to it. And removing the weld seam will significantly increase this “attractiveness”.
If manual metal milling machines are not able to cope with their work one hundred percent (this mainly concerns non-professional tools or cheap fakes), then the reputation of the metal structure manufacturer will seriously suffer. Therefore, it is better to choose equipment from a well-known brand - it may be more expensive, but it is more reliable.
- cleaning the area from scale and slag;
- removal of reinforced seams;
- preparing the area for finishing.
These processes require a professional approach, certain knowledge and skills. A professional tool is also responsible for the appearance of the metal structure.
- removing welds with grinding wheels and cleaning the heat-affected zone from foreign formations;
- aggressive treatment of joints with fiber or flap wheels;
- cleaning seams in hard-to-reach places using a specialized tool.
- hand tool;
- machines;
- special cleaning stations.
Which equipment should you prefer?
- higher productivity due to faster processing speed;
- no additional costs for abrasives and consumables;
- “clean” and efficient work thanks to the ability to adjust the weld removal height.
- convenience and simplicity when working with the tool;
- high speed processing of metal products;
- reliability and quality;
- compactness.
Some useful recommendations for working with hand routers 1. As in any other matter, rushing when working with a router is unacceptable! Proceed to the task slowly, so as not to spoil the workpiece as a result. 2.First, double-check all the necessary settings. Pay attention to whether the stops are secured and whether there are any obstacles in the way. 3.Do not immediately set the tool to high speed: set the adjustment wheel to mark 3 or 4. Fulfilling this condition is especially important when milling to a depth of more than five millimeters. Otherwise, you risk overheating of the equipment. Hold the instrument with the front side facing you. 4. To reduce the risk of side support equipment running off the line, press it against the work with one hand and guide it with the other. 5.Always check that the cutter is securely fixed! If it suddenly takes off at high speed, it can lead to dire consequences! 6.Settings can be additionally double-checked using a ruler or square if you doubt the accuracy of the depth or distance to the edge. 7. The metal workpiece being processed must be secured as securely as possible to perform the work efficiently! 8.Before you start working with a new tool, take the time to carefully study the operating instructions! You will certainly gain a lot of useful information for yourself.
Selecting a cutting tool
Only a properly selected tool can be used to obtain a quality product. With such a large selection to choose from, it is difficult to choose the most suitable product design. Metal cutting tools are selected taking into account the following recommendations:
- To begin with, the task at hand is determined. As a rule, the production technology is drawn up by the technologist, who also indicates the most suitable cutting tool. For example, you can obtain a body of revolution with the required diameter by using a cutter or drill hole. In this case, one part can be manufactured using one type of product with different parameters.
- The next step is to determine what kind of equipment will be used to transmit rotation. Examples include industrial machines or manual structures. From this point depends which holder is suitable.
- At the time of drawing up the technological map, the main cutting parameters are indicated. Taking into account this indicator, a cutting tool is selected according to the type of material used in the manufacture of the main or working part.
- The performance of the equipment used is also taken into account. To produce a large number of products, you need to choose a version with increased wear resistance.
The production of cutting tools requires compliance with certain requirements that are established in the design documentation. In addition, attention is paid to the popularity of the brand, since quality depends on this.
In conclusion, we note that an incorrectly selected product can create serious problems.
Cutting
Cutting of metal sheets is carried out using cutting discs, which must have the appropriate quality: be perfectly balanced, wear-resistant (the discs must wear out evenly), cut various types of metals, and ensure a low level of vibration during operation.
Finally, we would like to say: choosing high-quality materials for mechanical metalworking is quite difficult, because you cannot “by eye” evaluate the quality of the abrasive or the balancing of the disk. Therefore, you should not make a “false economy” and buy cheap products that can damage both the metal and your health. It is better to opt for proven, proven products.