Representing a special category, heat-resistant alloys, among which austenitic materials and stainless steel are used in welding, all require careful selection of electrode brands. Correctly selected elements will help:
- The entire structure can be assembled more efficiently and accurately.
- Ensure guaranteed durability of welded fasteners without cracks or tears.
- It firmly holds not only stainless steel together, but also sublayers.
If you are interested in welding heat-resistant steels and alloys, pay special attention to the fact that stainless steel can be bonded to both low-alloy metal and unalloyed bases. By qualitatively welding layers and sublayers, craftsmen often use more advanced thermomechanical technology, covering all kinds of metal products with layers of other metals. This is called cladding, which is carried out during the assembly of: metal plates, sheets, pipes and wires.
Hot rolling or pressing cannot be used everywhere. Difficulties may arise when the process involves heat-resistant alloys or stainless steel.
Difficulties encountered during welding
Being compositions based on iron, heat-resistant steels and alloys are distinguished by a large number of alloying elements. In terms of total volume, such additives can reach a limit of 65%. In order for welding of heat-resistant stainless steel to be carried out at the highest level, it is necessary to know special nuances about working with this alloy. Heat resistance is understood as the resistance of stainless steel to destruction processes occurring under high exposure temperatures. But this property depends not only on the selected temperature regime, but also on time factors. When a particularly strong metal or alloy is destroyed, when long-term high-temperature loading is observed, this is characterized by a diffusion nature, where dislocation creep develops. In order to prevent creep and ensure the required level of heat resistance of stainless steel, it is customary to use several methods.
Among the main methods of preventing creep and increasing the heat resistance of iron alloys are:
- Formation of dispersed heat-resistant barriers. Such inclusions will prevent dislocations from sliding and crawling into free spaces. Both intermetallic compounds and carbides are used in the work. Heat-resistant steels are usually divided into subcategories - heterogeneous and homogeneous, which are not subject to thermal hardening, as well as those that are strengthened during heat treatment.
- The mobility of vacancies where doping is carried out, increasing the technical characteristics of the γ-solid solution with the help of tungsten, molybdenum or other elements.
Heat-resistant and heat-resistant alloys from the category of heat-resistant stainless steel and austenitic steel are not subject to transformation both when heated and when cooled.
Popular electrodes for stainless steel welding
The most popular electrodes for stainless steel include those produced by the world's leading manufacturers. The use of branded products guarantees a high-quality weld.
ESAB
This Swedish company is a recognized leader in the development and manufacture of welding equipment and consumables used to work with various types of metals.
ESAB OK 61.30
Its enterprises produce brands such as:
- OK 61.35 - they are used for welding particularly critical structures, for example, pipelines operating under pressure.
- OK 67.72 - electrodes used for welding dissimilar metals.
TsL 11
Electrodes of this brand are used to work with such alloys as 09Х18Н12Т, 12Х18Н10Т, Х14Г14Н3Т and their analogues.
The key advantage of this consumable material is that the seam made with this electrode successfully resists intercrystalline corrosion.
MONOLITH
This is a domestic company that produces electrodes used for welding carbon and stainless steels.
Electrodes "Monolith"
Welding technology
The welding of heat-resistant steels and alloys is often carried out using arc welding, which uses tungsten electrodes and a shielding gas environment. The process of assembling structures takes place both in argon and using helium. Not only manual argon arc welding can be performed, but also a more productive method using mechanized argon arc welding, where both consumable and non-consumable electrodes are purchased in advance.
For austenitic alloys and stainless steel, it is customary to carry out automatic submerged arc welding. Steels from the austenitic category (type 18-8) are welded quite firmly and without problems. When preparing for welding parts made of these materials, it is recommended to carry out technological operations that are applicable during preparatory operations when welding of alloy or carbon alloys is planned. The complexity of this type of fastener is due to the pronounced tendency for cracks to accumulate in the heat-affected sector and in the weld itself, which can be accompanied by microtears. The defect can occur in alloys characterized by coarse grain macrostructures.
Welded joints of austenitic compositions are distinguished by the specificity of crystallization and present a cellular-dendritic structure. This can lead to the formation of fairly massive crystals (columnar type). In order to increase the level of resistance of welds, it is recommended, using advanced technologies, to quickly eliminate defective structures on metals and alloys. The techniques used help:
- Effectively crush crystals.
- Reduce the specific gravity of phosphorus and sulfur in the metal.
- Eliminate hot cracks when the depth of the metal being melted decreases.
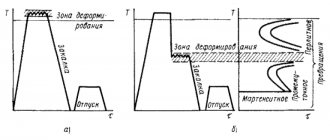
Welding of heat-resistant steels and alloys
Heat-resistant steels and alloys are widely used in aircraft engine construction. They are capable of operating under load at temperatures above 500 °C for a long time.
In heat-resistant materials, as a result of alloying and heat treatment (hardening followed by aging), a special heterogeneous structure is formed, consisting of a solid solution and dispersed carbide and intermetallic phases disseminated into it. Violation of such a structure can lead to the occurrence of sources of fatigue failure.
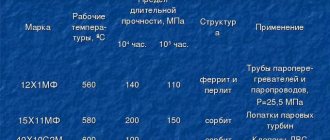
According to the type of microstructure, heat-resistant steels of martensitic and austenitic classes are distinguished. The first (for example, 15Х12ВНМФ, 15Х16К5Н2МВФАБ-Ш) are used at temperatures up to 600 °С; they are used to make parts of gas turbines and steam power plants. The second ones (09Х14Ш6Б, 45XL4HL4B2M, YUHPSHOTZRidr.) have greater heat resistance: their operating temperatures reach 750 °C. They are characterized by ductility, good weldability and are used for the manufacture of pipelines for high-pressure power plants, aircraft engine valves, combustion chambers, disks and turbine blades.
Heat-resistant alloys based on iron-nickel, for example KhN62BMKTYu-ID, are used for the manufacture of turbine blades and disks. During fusion welding, hot and cold cracks often form in the weld, heat-affected zone and base metal, the structural state changes and, as a result, the mechanical properties of the joints deteriorate.
The more complex the composition of heat-resistant alloys, the more difficult it is to obtain their joints by fusion welding. In the weld zone, the structure of the material is disrupted and segregation of alloying elements occurs. Fusion welding is suitable mainly for alloyed heat-resistant alloys.
To impart the required properties to welded products, they are heat treated. However, it is usually impossible to completely restore the properties of materials in the event of the formation of a segregated structure.
Fusion welding is generally not applicable for materials strengthened with a reinforcing phase or insoluble dispersed inclusions of refractory compounds, since when the matrix melts, irreversible processes occur associated with disruption of the distribution and coagulation of the strengthening phase.
Thus, the use of fusion welding for modern high-temperature materials is limited. Therefore, attempts are being made to use other joining methods, in particular friction welding and diffusion welding.
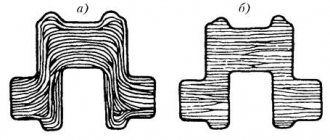
The main disadvantage of friction welding is that as a result of the displacement of the metal of the parts being joined into the burr, a change in texture occurs in the zone of their plastic deformation. Ultimately, this leads to the destruction of the node.
In recent years, diffusion welding has become widespread, making it possible to avoid melting of contacting surfaces, which ensures high-quality connections of various heat-resistant materials with each other and other materials.
There are several options for diffusion welding technology of heat-resistant materials: without intermediate layers, with non-melting and melting intermediate layers.
Analysis of the results obtained when welding heat-resistant materials without intermediate layers shows that it is difficult to ensure the heat resistance and ductility of joints. The deformations that occur during welding are significantly less than those at which heat-resistant joints are formed. Therefore, the process temperature must be selected in the appropriate range, which is determined from technological plasticity diagrams. In this case, it is also necessary to take into account the recrystallization diagrams of the alloys in order to prevent the phenomenon of different grain sizes of the metal in the joint zone.
Numerous experiments have shown that the welding temperature of heat-resistant materials should not exceed the temperature of noticeable structural changes in the heterophase alloy or grain growth and development of heterogeneity in single-phase alloys, which reduce the long-term ductility of the metal.
It is desirable that the temperature of diffusion welding coincides with the temperature of standard heat treatment. Welding pressure provides a certain rate of deformation (creep) of the alloy. In combination with the duration of the welding process, it affects the degree of macroplastic deformation. It is this indicator at constant welding pressure that is a measure of the quality of the joints.
It should be noted that the same degree of deformation can be achieved with different combinations of temperature, welding pressure and holding time. In this case, the quality of the joints will also be approximately the same, but not identical, since the process of structure formation is largely influenced by temperature and the rate of development of deformation.
The best results can be obtained when joining heat-resistant materials through intermediate layers, in particular nickel foil, the thickness of which significantly affects the quality of the joints.
In connections with an intermediate layer of nickel foil 0.5 mm thick, when held for 8 hours at a temperature of 1210 ° C, the depth of diffusion of alloying elements from the heat-resistant material into the foil is only a small part of its thickness. If the relative deformation of such an intermediate layer is 50...60%, then the destruction of the joint during mechanical tests is of a viscous nature and develops at the alloy - nickel foil boundary. Additional heat treatment leads to destruction in the middle of the layer, where the nickel content is maximum, i.e., the strength of the entire joint is determined by the strength of the foil.
When welding through an intermediate layer 0.25 mm thick and subsequent heat treatment, the ductile nature of destruction increases despite the fact that in this case, alloying of this layer does not occur to the entire thickness (the nickel content in the center of the layer is 100%).
The 0.1 mm thick intermediate layer after diffusion welding and heat treatment has better heat-resistant properties and increased viscosity. Such a layer is sufficiently fully saturated with alloying elements from a heat-resistant alloy. As a result of heat treatment, the degree of chemical, structural and mechanical heterogeneity decreases so much that the connection becomes more heat-resistant than when using intermediate layers of a different THICKNESS.
After welding samples from the VZhL-12U alloy and steel 13X11N2V2MF (EI961) through nickel foil NP-1 with a thickness of 0.5 and 0.1 mm (Fig. 4.47) at T = 1140°C, P = 20 MPa and / = 20 min the relative plastic deformation of samples from 13X11N2V2MF was no more than 7%, and samples from VZhL-12U were not deformed.
Welded samples of heat-resistant steels were subjected to heat treatment at T = 530 °C. and then tested for tensile strength. Their tensile strength exceeded 670 MPa, and destruction occurred along the body of the sample, and not along the joint zone (Fig. 4.48). When studying the microstructure of the welding zone (Fig. 4.49), no internal defects were identified.
Rice. 4.47. A sample of the VZhL-12U alloy connected by diffusion welding to 13Kh11N2V2MF steel through nickel foil NP-1
The result of these studies was the development of a technology for diffusion welding of a shaft with turbine impellers, the production of a large batch of such products and their successful testing, which made it possible, by abandoning mechanical methods of fastening and fusion welding, to increase the output of products that meet the highest requirements.
The cast nickel alloy ZhS6U was also subjected to diffusion welding. Welding of the samples was carried out at T = 1150... 1200°C, P = 20 MPa and / = 15...30 min through intermediate layers of NP-2 foil (thickness 0.5 mm) and 50N (0.1 mm). As studies have shown (Fig. 4.50), with the same parameters of the diffusion welding mode, the process of formation of the joint (diffusion exchange) between the alloy and the intermediate layer is influenced by their chemical composition. This can be seen both in the width of the diffusion zone and in the presence or absence of lack of fusion in the joint zone even at a temperature of 1150 °C.
Rice. 4.49. Microphotograph (400*) of the structure of the welding zone:
/ — VZHL-12U; 2 - intermediate layer; 3 — ІЗХЦН2В2МФ
| a 6 Rice. 4.50. Microphotograph (140u) of the structure of the joining zone of ZhS6U nickel alloy samples through intermediate layers of NP-2 (o) and 50N (6) foil |
Using X-ray spectral analysis, an increased content of titanium and aluminum was revealed in the intermediate layer of pure nickel NP-2, which is associated with significant diffusion flows from the ZhS6U alloy. At the same time, cobalt diffusion is less intense, and its content in the intermediate layer is lower than in the alloy. This phenomenon is not observed when using an intermediate layer of permalloy 50H, since the diffusion flows of the chemical elements contained in it do not differ significantly from each other.
The microhardness of the heat-affected zone when welding through 50H foil is higher (514 HV) than when welding through NP-2 foil (346 HV) and is close to the microhardness of the base metal (449 HV), i.e. the microhardness of the heat-affected zone using NP-2 is lower microhardness of the base metal by 1.3 times.
It should be noted that when welding in the indicated modes, there is no macroplastic deformation of the ZhS6U alloy samples.
Mechanical tensile tests have shown that welded samples obtained through foil from the 50N alloy have the greatest strength (ov = 993 ... 1060 MPa), and their destruction, more viscous than when welding through nickel NP-2, occurs along the intermediate layer.
The optimal mode of diffusion welding is as follows: T = 1200 °C, P = 30...40 MPa and / = 30 min. At lower temperatures, the ductility of the 50N alloy is very low, and the resistance to deformation is high. The creep of the alloy at temperatures below 1200 °C appears only when the welding pressure is increased to a level exceeding 50 MPa.
Summarizing the results of theoretical and experimental studies, we can conclude that to obtain the best results, diffusion welding of heat-resistant materials
Fishing should be carried out using intermediate layers that differ slightly in composition from the base metal, but are in such a structural state that provides the least resistance to deformation, which helps to intensify the process of their interaction with the surfaces of parts.
It is advisable to make intermediate layers from multicomponent mixtures of ultradisperse metal powders, since one- or two-component layers at this stage of research do not allow obtaining high results.
Which electrodes are better to choose for welding: working with heat-resistant alloys and stainless steel?
The choice of electrodes depends on the specifics of the connection itself, the alloys and stainless steel used. If you plan to weld heat-resistant stainless steel, it is recommended that you read the table above and choose floating-type tungsten electrodes. It indicates the brands of electrodes that are purchased for better installation by welding with an inverter. Having a welding machine, familiarizing yourself with the assembly features and the level of complexity of the design, you can choose the right electrodes.
To avoid mistakes in selection and labeling, it is recommended to order electrodes from trusted suppliers or directly from the manufacturer. Special stainless steel electrodes can have a thickness of 3–5 mm. When the product has a thickness of more than 3 mm, it is recommended to use electric arc welding. To weld sheets with a thickness of 1.5–3 mm, experts recommend using special short-arc welding. The installation process when joining stainless steel pipes involves the use of welding rods for an argon environment.
Stainless steel in the form of pipes is used to transport gases and liquid structure. Working under load for a more durable and durable installation of a stainless pipe requires the use of a modern inverter. In such welding of stainless sections, a special wire is used, characterized by high alloying rates. Inverter welding is carried out with positive polarity (direct or alternating current). The alloy base acts as an additive. Submerged arc welding is used for prefabricated structures with wall thicknesses from 2 mm to 60, but plasma soldering for stainless steel is recommended for almost any structure (without exceptions).
Features of stainless steel welding
There are many nuances to working with an inverter with stainless steel. It is required to approach each of them responsibly and carefully, having previously studied all the features.
What is an inverter device?
Each unit has its own design features, and before starting any work you need to read its instructions. However, the principle of action and the final result, with a competent approach, are similar for everyone.
The main purpose of the inverter is to convert alternating current with a voltage of 220V into direct current, and increase its frequency simultaneously with a decrease in high voltage.
When the current strength is converted to the required one and installed on the device, the workpieces can be welded.
A special feature of the home inverter is also the rule: it cannot be used for a very long time. Overheating of the cable and the internal parts themselves can cause an accident. That is why this device is more popular for household purposes.
Inverter setup
In order for the result to be as desired, it is necessary to correctly configure the value of the unit before starting work. Absolutely any inverter (even the least powerful or homemade one) is suitable for welding stainless steel.
The parameters will depend directly on the thickness of the stainless steel:
- with a metal thickness of 1.5 mm, you need to select an electrode diameter of 2 mm, set the minimum voltage to 13V, select a current of 40A;
- at 3mm you will need a 3mm electrode, a voltage of 15V, and a current of 75-85A;
- if the metal thickness is 6mm, then the electrode should be selected at least 4mm, the voltage should be set to 18V, and the current should be increased to 140-150A.
Note! All parameters are approximate. Before starting welding the required workpiece, an inexperienced welder needs to practice on similar material to gain the required experience.. https://www.youtube.com/embed/izmnVdZ0ZhM
Important nuances of welding stainless steel
Despite the relative ease of working with stainless steel, you should familiarize yourself with the rules and some nuances necessary for successful work:
- When buying electrodes, it is better to choose not simple electrodes, but ones with a special coating that will isolate the welding zone and protect the welding material from all kinds of external gases. This is necessary because stainless steel reacts very quickly with the environment and if it is not protected, you can get an uneven seam, which will be affected by the carbon formed from the combination of oxygen and molten iron;
- Stainless steel tends to undergo rapid melting if it is exposed to high temperatures for a long time. Therefore, during work, it is advisable to reduce the current power of your inverter by 20%, unlike steel welding, and work in a staggered manner. This will prevent the metal from deforming;
- One of the most important rules is a correctly selected electrode. The successful completion of the case will depend on its material. If the filler material is chosen incorrectly, this threatens the formation of microcracks in the steel and loss of tightness.
How to choose an electrode
It is important to remember that conventional electrodes are not suitable for stainless steel. For such metal they must meet certain requirements:
- reduce the power spent on welding;
- spend sparingly;
- make the seam smoothly, without large slag deposits;
- reduce the length and depth of the heat-treated zone.
Electrodes with the following markings are ideal for these purposes:
- OZL-8, TsP-11 - if the requirements for the resulting seam are minimal;
- OK-45, MP-3 – more comfortable during the welding process. The slag after them can be easily cleaned from the surface;
- OK-61-30, OK-67-45 - electrodes that need to be used when it is necessary to weld stainless steel with ferrous metal;
- non-consumable electrodes - for welding stainless steel and aluminum;
- highest quality: EA-981-15, OZL-9-1. They are well suited for welding heat-resistant steels.
In order for the technology to be fully observed, you need to remember about the angle of inclination. It should correspond to approximately 75° to the resulting arc.
Metal preparation
It is important to properly prepare the material by treating it before the welding process. When working with an inverter, the stainless steel must be completely cleaned and the edges cut (if necessary)
Note! It is best to clean workpieces with a brush specially designed for this purpose.
Welding Features
It is possible to cook stainless steel in several ways, but in each of them it is necessary to take into account the specific characteristics of the material. Working with alloy steel differs from low-carbon steel in that the metal being welded allows the formation of smooth seams that require minimal processing. Thanks to sanding and polishing, you can achieve a perfect surface that does not need to be painted.
But how to weld stainless steel also has its difficulties. They are as follows:
- The linear expansion of the metal is stronger than that of other types of steel. Because of this, the product elongates significantly during heating from welding, and at the end of the process returns to its original shape. This creates two common defects when welding stainless steel. Firstly, the product is greatly deformed (waves and arched deflections are formed), which spoils the appearance and requires editing of the geometric shapes. Secondly, the weld seam is stretched, which may not withstand such micro-movement and crack. Proper welding of stainless steel involves maintaining an arc at lower currents to minimize heating of the product, and selecting high-quality filler materials. In products that are thicker than 7 mm, preheating of the entire surface with current is used.
- In its molten state, stainless steel quickly interacts with oxygen in the surrounding air. If you weld without a protective cloud, the metal will foam a lot and the weld will not work. Weak protection of the weld pool allows you to get the job done, but leaves a lot of pores. Therefore, it is possible to weld alloy steel efficiently only in a good protective environment. This is ensured by special coating of electrodes or inert gases.
- Good thermal conductivity and low melting point of the material create another difficulty for welding stainless steel - burnout of alloying elements. So, after several months, traces of corrosion can be found on the material being welded. To prevent this defect, it is necessary to make the weld a little faster than on low-carbon steel. Correctly set current strength also plays an important role.
Knowing about the above-described properties of the metal, you can choose the right welding modes and the right consumables, which will allow you to obtain a high-quality result.
What you need to weld stainless steel and ferrous metal
If there is a need to weld stainless steel and ferrous metal at home, then for these purposes you will need to use:
- DC welding inverter;
- Electrodes (which electrodes to use to weld stainless steel and ferrous metal will be discussed below, in this article on the site about welding);
- Stainless steel wire (it will be used as filler material).
Electrodes for welding stainless steel and ferrous metal deserve special attention.
Welding technology
The process of welding stainless steel and ferrous metal looks like this:
- For welding, you can use nickel-coated electrodes and electrodes whose rod is made of high-alloy steel. These electrodes are used to first fuse the edges of ferrous metal, after which a weld is created using clad steel. It is possible to obtain a high-quality connection using nickel electrodes;
- Before starting welding work, it is recommended to calcinate the electrodes in the oven at a temperature of at least 200 degrees. Electrode calcination time - 1 hour;
- For welding stainless steel with ferrous metal, only direct current is applicable;
- As required, before cooking stainless steel and ferrous metal, their surface must be cleaned of rust, dirt and plaque.
- When welding, it is recommended to capture as much ferrous metal as possible, which will make it possible to obtain a high-quality and reliable weld.
You can check the weld using kerosene. It will be enough to apply kerosene with a brush on one side of the welded joint, wait a while, and then turn the part over. If kerosene appears on the other side of it, then this will mean only one thing - a low-quality weld.
Share on social networks