The use of plasma cutting is widespread. It is used in mechanical engineering, utilities, shipbuilding, and the manufacture of metal structures. Plasma cutting is based on the principle that ionized air begins to conduct electrical current.
Metal cutting is carried out by plasma, which is heated ionized air, and a plasma arc. The operating principles characteristic of plasma cutting of metal will be described below.
What is plasma cutting
When cutting metal with plasma, the electric arc intensifies. This is possible due to the action of gas under pressure. The cutting element is heated to high temperatures, resulting in high-quality and fast cutting of metal.
Unlike gas cutting, its plasma counterpart does not contribute to overheating of the entire workpiece. High temperature occurs directly at the place where the metal is cut, and the remaining parts of the product do not heat up and are not deformed.
Plasma cutter diagram
The principle of plasma cutting of metal is based on:
- delivery of the required voltage by a current source (standard voltage - 220 V, increased voltage - 380 V, for cutting metal in large enterprises);
- transmitting current to the plasma torch (torch) through cables, as a result, an electric arc lights up between the anode and cathode;
- supply of air flows through hoses by a compressor to the device;
- the action of swirlers inside the plasmatron that direct flows to the electric arc;
- the passage of vortex air flows through an electric arc and the creation of ionizing air heated to high temperatures;
- closing the working arc between the electrode and the surface being treated when the plasma torch is brought to it;
- exposure of air under high pressure and high temperature to the product being processed.
Working principle of plasma cutting
The result is a thin cut with minimal sagging.
The arc can burn in standby mode if the device is not used at a specific time. During standby mode, combustion is maintained automatically. When the torch is brought to the workpiece, the arc instantly goes into operating mode and instantly cuts the metal.
After turning off the device, it is purged to remove debris and cool the electrodes.
The electric arc is universal in its action. It is capable of not only cutting, but also welding metal products. For welding, filler wire suitable for the specific type of metal is used. It is not air that is passed through the arc, but an inert gas.
Table of plasma cutting modes
Recommendations for selecting cutting parameters
Oxygen cutting
Oxygen cutting is based on the combustion of metal in a stream of technically pure oxygen. When cutting, the metal is heated by a flame that is formed by the combustion of any flammable gas in oxygen. Oxygen that burns heated metal is called cutting oxygen. During the cutting process, a stream of cutting oxygen is supplied to the cutting site separately from the oxygen used to form a combustible mixture to heat the metal. The combustion process of the metal being cut spreads over the entire thickness, the resulting oxides are blown out of the cut site by a stream of cutting oxygen.
The metal to be cut with oxygen must meet the following requirements: the ignition temperature of the metal in oxygen must be lower than its melting point; metal oxides must have a melting point lower than the melting point of the metal itself and have good fluidity; the metal should not have high thermal conductivity. Low carbon steels are easy to cut.
For oxy-fuel cutting, flammable gases and vapors of flammable liquids are suitable, giving a flame temperature during combustion in a mixture with oxygen of at least 1800 degrees. Celsius. The purity of oxygen plays a particularly important role in cutting. For cutting, it is necessary to use oxygen with a purity of 98.5-99.5%. As oxygen purity decreases, cutting performance decreases greatly and oxygen consumption increases. So, when purity decreases from 99.5 to 97.5% (i.e. by 2%), productivity decreases by 31%, and oxygen consumption increases by 68.1%.
Oxygen cutting technology . When separating cutting, the surface of the metal being cut must be cleaned of rust, scale, oil and other contaminants. Separating cutting usually starts from the edge of the sheet. First, the metal is heated with a heating flame, and then a cutting stream of oxygen is released and the cutter is evenly moved along the cut contour. The cutter should be located at such a distance from the metal surface that the metal is heated by the reduction zone of the flame, which is 1.5-2 mm from the core, i.e. the highest temperature point of the preheating flame. For cutting thin sheets (no more than 8-10 mm thick), batch cutting is used. In this case, the sheets are tightly stacked one on top of the other and compressed with clamps; however, significant air gaps between the sheets in the package impair cutting.
On MTP "Crystal" machines, the "Effect-M" cutter is used. A special feature of the cutter is the presence of a fitting for compressed air, which, having passed through the internal cavity of the casing, flows through the annular gap above the mouthpiece and creates a bell-shaped curtain, which localizes the spread of combustion products and protects the structural elements of the machine from overheating.
The parameters of cutting modes for low-carbon steel are shown below in Table 1:
1. Thickness of metal being cut 5. Oxygen pressure 6. Cutting speed 7. Oxygen consumption 8. Propane consumption 9. Cutting width 10. Distance to sheet
Air plasma cutting
The plasma cutting process is based on the use of a direct current direct current air-plasma arc (electrode-cathode, metal being cut - anode). The essence of the process is the local melting and blowing of molten metal to form a cutting cavity when the plasma cutter moves relative to the metal being cut.
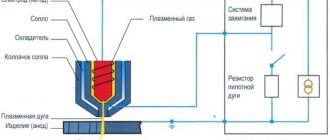
To excite the working arc (the electrode is the metal being cut), an auxiliary arc between the electrode and the nozzle is ignited using an oscillator - the so-called pilot arc, which is blown out of the nozzle by starting air in the form of a torch 20-40 mm long. The pilot arc current is 25 or 40-60 A, depending on the source of the plasma arc. When the pilot arc torch touches the metal, a cutting arc appears - a working one, and increased air flow is switched on; The pilot arc is automatically switched off.
The use of air plasma cutting, in which compressed air is used as a plasma-forming gas, opens up wide possibilities for cutting low-carbon and alloy steels, as well as non-ferrous metals and their alloys
The advantages of air plasma cutting compared to mechanized oxygen and plasma cutting in inert gases are as follows: simplicity of the cutting process; the use of inexpensive plasma-forming gas - air; high cut cleanliness (when processing carbon and low-alloy steels); reduced degree of deformation; more stable process than cutting in hydrogen-containing mixtures.
Rice. 1 Scheme of connecting the plasma torch to the device.
Rice. 2 Phases of formation of the working arc a - origin of the pilot arc; b - blowing a pilot arc from the nozzle until it touches the surface of the sheet being cut; c - the appearance of a working (cutting) arc and penetration of metal through the cut.
Plasma cutter structure
A plasma cutter is a device used to cut metal products in various ways. The unit structure includes the following elements:
- electrical power source;
- compressor;
- plasmatron;
- cable hoses.
Plasma cutter design
Several devices act as power sources:
- inverter;
- transformer.
The advantage of plasma cutting
Each device has a number of advantages and disadvantages. The advantages of the inverter include:
- cheapness;
- arc stability;
- ease of use in areas with difficult access;
- light weight;
- high efficiency, exceeding that of a transformer by 30%;
- efficiency.
What are the disadvantages and limitations?
Power transformer
The main disadvantage of the inverter is the inability to use it for cutting thick metal products.
The transformer is effectively used when cutting thick-walled metal that an inverter cannot handle. It can withstand fluctuations in mains voltage, but is characterized by low efficiency. Transformers are inconvenient due to their heavy weight.
A compressor is a device that supplies air to an electric arc. The mechanism contributes to the creation of vortex air flows directed towards it. The compressor ensures that the arc cathode spot is clearly located in the center of the electrode. If the process is disrupted, consequences arise in the form of:
- formation of two electric arcs at once;
- weak arc burning;
- plasma torch failure.
During the operation of a conventional non-industrial plasma cutter, only compressed air is passed through the compressor. It creates plasma and cools the electrodes. Industrial units use mixtures of gases based on oxygen, helium, nitrogen, argon, and hydrogen.
The plasma torch performs the main function of the device - cutting the product. His device includes:
- cooler;
- electrode;
- cap;
- nozzle.
The plasmatron contains a hafnium electrode that excites the electric arc. Zirconium, less often beryllium and thorium electrodes are used. Their oxides are toxic and even radioactive.
A plasma jet passes through the plasmatron nozzle, cutting the products. The quality of cutting, technology, speed of operation of the unit, width of the cut and cooling rate depend on its diameter.
The cable carries current coming from the inverter or transformer. Compressed air moves through the hoses, forming plasma in the plasma torch.
Technological aspects of plasma cutting
A consistent study of the stages of plasma cutting of metals allows you to understand how a plasma cutter works:
- the ignition button is pressed, leading to the start of current supply from the transformer or inverter to the plasmatron;
- a pilot electric arc with a temperature of 70000C appears inside the plasmatron;
- an arc is ignited between the nozzle tip and the electrode;
- compressed air enters the chamber, which passes through the arc, heating and ionizing;
- in the nozzle the incoming air is compressed, escaping from it in a single stream at a speed of 3 m/s;
- the compressed air escaping from the nozzle heats up to 300,000C, turning into plasma;
- when the plasma comes into contact with the product, the pilot arc goes out and the cutting (working) arc lights up;
- the working arc melts the metal at the point of impact, the result is a cut;
- parts of the molten metal are blown away from the product by air currents escaping from the nozzle.
Any plasma metal cutting technology depends on the cutting speed and air flow. High speed results in a finer cut. At low speed and high amperage, the cutting width becomes larger.
With increased air flow, the cutting speed increases. The larger the nozzle diameter, the lower the speed and the wider the cut.
How to choose the right plasma cutting mode for metal
Plasma cutting becomes most effective with the correct choice of its technological mode.
Basic process indicators - quality and speed of work - for the established thickness of the material being processed should be determined:
- consumption of gas forming plasma;
- arc current;
- characteristics of the equipment used.
The creation of a gas jet is important. It is influenced by the plasma torch model, as well as the set cutting mode. The error is unacceptable, since it leads to the appearance of a so-called “double arc”, one of which goes in the direction “electrode - nozzle”, and the second in the direction “nozzle - workpiece surface”. Its appearance leads to the destruction of both the nozzle and the electrode, in addition, the shape of the workpiece changes.
The speed at which plasma cutting occurs affects productivity, the quality of the cut created, the angle of the cut edges, and the amount of burr produced. If the speed is lower than optimal, then the cut expands downwards, and the surface becomes uneven, and a burr appears at the lower edge. Visually, this cutting mode looks like a torch of burning gas extending vertically beyond the lower edge of the workpiece.
It can be seen that as it moves, the material melts even before it comes into contact with the arc. The stability of operation is disrupted and the appearance of a “double arc” becomes possible. If the speed is higher than the optimally set one, the cut narrows downward. In this case, the torch extending downwards is pressed against the lower surface of the workpiece. In addition, there is an increased likelihood that eruption will stop and a double arch will appear.
If the speed corresponds to the optimal one, then the width of the lower and upper edges of the cut is almost the same and the difference is minimal. And the emerging torch has a deviation angle from the vertical ≤ 15–20°.
Reducing the processing speed while maintaining current and compressed air consumption contributes to an increase in arc intensity.
The quality of the cut made is determined by:
- angle of inclination of the cut from the perpendicular;
- radius of the top edge;
- roughness of the cut;
- the size of the heat affected zone.
To create a high-quality cut, strict adherence to the processing regime is necessary.
Cutting techniques
In practice, two methods of cutting metal with plasma are used:
- plasma jet;
- plasma-arc method.
Plasma jet cutting has found application in the processing of non-metallic products that are not capable of conducting electric current. With this processing method, the product is not part of the electrical circuit. The arc burns between the electrode and the tip of the plasma torch. The product is cut by a plasma jet.
The plasma-arc method is widely used. It is used for:
- cutting profiles, pipes;
- manufacturing products with straight contours;
- casting processing;
- forming holes in metal;
- production of welding blanks.
The arc burns between the electrode and the workpiece. The arc column is combined with the plasma jet. The jet occurs due to the gas blown through the operating compressor, which becomes very hot and ionized in the process. The gas promotes the formation of plasma, and due to its high temperature, the cutting speed of the metal being processed increases. This method involves the use of a direct current arc with straight polarity.
Pros and cons of plasma cutting machines
| pros | Minuses |
| Versatility of use (intended for processing any metal products, provided that a device of the correct power with the required air pressure is selected). | Small range of cutting thickness (no more than 100 mm). |
| Minimal harm to the environment. | Harm to the environment and health (a master who worked with a plasma cutter, for which nitrogen is provided as a gas, receives serious poisoning). |
| High productivity, second only to laser cutting, but superior in cost. | High price of the unit. |
| High quality of work, characterized by a small cut width and the absence of severe overheating of the entire product during plasma processing. | Complex design. |
| There is no need to warm up the entire product, which affects its quality. | Increased noise level during operation. |
| Process safety due to the absence of the need to use gas cylinders. | The maximum permissible angle of deviation from the perpendicularity of the cut is only 100-500, depending on the thickness of the product. |
Selecting metal cutting equipment
You need to choose a plasma cutter based on your specific needs - the grades and thicknesses of the materials that are supposed to be cut. If a plasma machine is needed for manual cutting of thin metals with a plasma jet, economical inverter models are quite suitable. Their only disadvantage is their low PV (on duration), i.e. with a 10-minute operating cycle, they work for 4 to 6 minutes (depending on the type) at maximum power, and cool down for the remaining 6-4 minutes. Failure to comply with this parameter may lead to overheating and failure.
To cut thick rolled metal for a long time, it is better to buy transformer-type machines. They have a duty cycle of up to 100%, so they can work continuously over several shifts. It should be borne in mind that most models are heavy and large in size, but can be equipped with special wheels for moving around the workshop.
Plasma cutting process for thick metal
Particular attention should be paid to the power of equipment for manual plasma cutting, since this parameter determines the maximum thickness of the workpieces being processed. Here it is important to know the principle of calculating the operating current per 1 mm of thickness - for stainless and structural steels it is 4 A. This means that to cut material 20 mm thick, the device must have a power of at least 80 A. However, it is better to have a small reserve.
Manufacturers of plasma devices
Today, power supplies for manual plasma cutting are produced by different manufacturers. Foreign-made models are much more expensive compared to their domestic counterparts. But at the same time, it is quite possible to buy a reliable and high-performance device made in Russia.
The PURM group of companies produces inexpensive equipment designed for intensive use in harsh climatic and production conditions. It is characterized by good performance, long service life, and excellent maintainability. The manufacturer's assortment allows you to choose a model for any household or industrial needs.
PURM brand equipment for manual cutting
Price
Prices for machines depend mainly on technical parameters and purpose:
- For domestic needs, you can buy a relatively inexpensive inverter from 22-23 thousand rubles.
- The cost of professional-type inverter models (with 80% duty cycle) starts from 115 thousand rubles.
- Prices for more powerful transformer devices for manual plasma cutting of thick workpieces range from 240 thousand rubles.