Применение плазменной резки имеет широкое распространение. Она используется в машиностроении, коммунальной отрасли, при строительстве судов, изготовлении конструкций из металла. В основе плазменной резки лежит принцип, при котором ионизированный воздух начинает проводить электрический ток.
Разделку металла осуществляют плазма, представляющая собой разогретый ионизированный воздух, и плазменная дуга. Характерные для плазменной резки металла принципы работы будут описаны далее.
Что представляет собой плазменная резка
При резке металла плазмой происходит усиление электродуги. Это возможно благодаря действию газа, находящегося под давлением. Режущий элемент разогревается до высоких температурных значений, результатом чего становится высококачественная и быстрая разрезка металла.
В отличие от газовой резки ее плазменный аналог не способствует перегреванию всего обрабатываемого изделия. Высокая температура возникает непосредственно в месте разделки металла, а остальные части изделия не прогреваются и не деформируются.
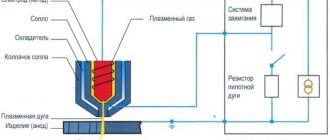
Схема плазмореза
Принцип плазменной резки металла основывается на:
- выдаче необходимого напряжения источником тока (стандартное напряжение — 220 В, повышенное — 380 В, для резки металла на крупных предприятиях);
- передаче тока к плазмотрону (горелке) через кабели, в результате между анодом и катодом загорается электродуга;
- подаче компрессором по шлангам воздушных потоков в устройство;
- действии внутри плазмотрона завихрителей, направляющих потоки к электрической дуге;
- прохождении вихревых потоков воздуха через электродугу и создании ионизирующего воздуха, разогретого до высоких температур;
- замыкании рабочей дуги между электродом и обрабатываемой поверхностью при поднесении плазмотрона к ней;
- действии воздуха под большим давлением и высокой температурой на обрабатываемое изделие.
Принцип работы плазменной резки
В результате получается разрез небольшой толщины с минимальными наплывами.
Дуга способна гореть в дежурном режиме, если аппарат не используется в конкретное время. При дежурном режиме горение поддерживается автоматически. При поднесении горелки к изделию дуга мгновенно переходит в рабочий режим и моментально разрезает металл.
После выключения аппарата производится его продувание для удаления мусора и остужения электродов.
Электродуга универсальна в своем действии. Она способна не только разрезать, но и сваривать металлические изделия. Для сваривания применяют присадочную проволоку, подходящую к конкретному типу металла. Через дугу пропускают не воздух, а инертный газ.
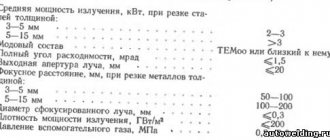
Таблица режимов плазменной резки
Рекомендации по подбору параметров резки
Кислородная резка
Кислородная резка основана на сгорании металла в струе технически чистого кислорода. Металл при резке нагревают пламенем, которое образуется при сгорании какого-либо горючего газа в кислороде. Кислород, сжигающий нагретый металл, называют режущим. В процессе резки струю режущего кислорода подают к месту реза отдельно от кислорода, идущего на образование горючей смеси для подогрева металла. Процесс сгорания разрезаемого металла распространяется на всю толщину, образующиеся окислы выдуваются из места реза струёй режущего кислорода.
Металл, подвергаемый резке кислородом, должен удовлетворять следующим требованиям: температура воспламенения металла в кислороде должна быть ниже температуры его плавления; окислы металла должны иметь температуру плавления ниже, чем температура плавления самого металла, и обладать хорошей жидкотекучестью; металл не должен иметь высокой теплопроводности. Хорошо поддаются резке низкоуглеродистые стали.
Для кислородной резки пригодны горючие газы и пары горючих жидкостей, дающие температуру пламени при сгорании в смеси с кислородом не менее 1800 гр. Цельсия. Особенно важную роль при резке имеет чистота кислорода. Для резки необходимо применять кислород с чистотой 98,5-99,5 %. С понижением чистоты кислорода очень сильно снижается производительность резки и увеличивается расход кислорода. Так при снижении чистоты с 99,5 до 97,5 % (т.е. на 2 %) — производительность снижается на 31 %, а расход кислорода увеличивается на 68,1 %.
Технология кислородной резки. При разделительной резке поверхность разрезаемого металла должна быть очищена от ржавчины, окалины, масла и других загрязнений. Разделительную резку обычно начинают с края листа. Вначале металл разогревают подогревающим пламенем, а затем пускают режущую струю кислорода и равномерно передвигают резак по контуру реза. От поверхности металла резак должен находиться на таком расстоянии, чтобы металл нагревался восстановительной зоной пламени, отстоящей от ядра на 1,5-2 мм, т.е. наиболее высокотемпературной точкой пламени подогрева. Для резки тонких листов (толщиной не более 8-10 мм) применяют пакетную резку. При этом листы плотно укладывают один на другой и сжимают струбцинами, однако, значительные воздушные зазоры между листами в пакете ухудшают резку.
На машинах МТР «Кристалл» применяется резак «Эффект-М». Особенность резака — наличие штуцера для сжатого воздуха, который, пройдя через внутреннюю полость кожуха, истекает через кольцевой зазор над мундштуком и создает колоколообразную завесу, что локализует распространение продуктов сгорания и защищает элементы конструкции машины от перегрева.
Параметры режимов резки низкоуглеродистой стали приведены ниже в таблице 1:
1. Толщина разрезаемого металла 5. Давление кислорода 6. Скорость резки 7. Расход кислорода 8. Расход пропана 9. Ширина реза 10. Расстояние до листа
Воздушно-плазменная резка
Процесс плазменной резки основан на использовании воздушно-плазменной дуги постоянного тока прямого действия (электрод-катод, разрезаемый металл — анод). Сущность процесса заключается в местном расплавлении и выдувании расплавленного металла с образованием полости реза при перемещении плазменного резака относительно разрезаемого металла.
Для возбуждения рабочей дуги (электрод — разрезаемый металл), с помощью осциллятора зажигается вспомогательная дуга между электродом и соплом — так называемая дежурная дуга, которая выдувается из сопла пусковым воздухом в виде факела длиной 20-40 мм. Ток дежурной дуги 25 или 40-60 А, в зависимости от источника плазменной дуги. При касании факела дежурной дуги металла возникает режущая дуга — рабочая, и включается повышенный расход воздуха; дежурная дуга при этом автоматически отключается.
Применение способа воздушно-плазменной резки, при котором в качестве плазмообразующего газа используется сжатый воздух, открывает широкие возможности при раскрое низкоуглеродистых и легированных сталей, а также цветных металлов и их сплавов
Преимущества воздушно-плазменной резки по сравнению с механизированной кислородной и плазменной резкой в инертных газах следующие: простота процесса резки; применение недорогого плазмообразующего газа — воздуха; высокая чистота реза (при обработке углеродистых и низколегированных сталей); пониженная степень деформации; более устойчивый процесс, чем резка в водородосодержащих смесях.
Рис. 1 Схема подключения плазмотрона к аппарату.
Рис. 2 Фазы образования рабочей дуги а — зарождение дежурной дуги; б — выдувание дежурной дуги из сопла до касания с поверхностью разрезаемого листа; в — появление рабочей (режущей) дуги и проникновение через рез металла.
Структура плазмореза
Плазморезом называют аппарат, которым осуществляется резка металлических изделий различными способами. В устройство агрегата входят элементы:
- источник электрического питания;
- компрессор;
- плазмотрон;
- кабель-шланги.
Конструкция плазменного резака
В качестве источников питания выступают несколько устройств:
- инвертор;
- трансформатор.
Достоинство плазменной резки
Каждое из устройств имеет ряд достоинств и недостатков. К достоинствам инвертора относятся:
- дешевизна;
- стабильность горения дуги;
- удобство при применении в участках с затрудненным доступом;
- небольшой вес;
- высокий КПД, превышающий аналогичный показатель для трансформатора на 30%;
- экономичность.
Какие есть недостатки и ограничения?
Силовой трансформатор
Основным недостатком инвертора является невозможность его использования для нарезания металлических изделий большой толщины.
Трансформатор эффективно используется при резке толстостенного металла, с которым не справится инвертор. Он выдерживает перепады сетевого напряжения, но отличается низким КПД. Неудобны трансформаторы по причине своего большого веса.
Компрессор представляет собой устройство, подающее воздух к электродуге. Механизм способствует созданию вихревых воздушных потоков, направляемых к ней. Компрессором обеспечивается четкое нахождение катодного пятна дуги в центре электрода. При нарушении процесса возникают последствия в виде:
- образования сразу двух электродуг;
- слабого горения дуги;
- поломки плазмотрона.
Через компрессор в процессе работы обычного непромышленного плазмореза пропускается только сжатый воздух. Он создает плазму и охлаждает электроды. На промышленных агрегатах применяют смеси газов на основе кислорода, гелия, азота, аргона, водорода.
Плазмотрон выполняет основную функцию аппарата — режет изделие. В его устройство входят:
- охладитель;
- электрод;
- колпак;
- сопло.
Внутри плазмотрона содержится гафниевый электрод, возбуждающий электродугу. Применяются циркониевые, реже бериллиевые и ториевые электроды. Их оксиды токсичны и даже радиоактивны.
Через плазмотронное сопло проходит плазменная струя, разрезающая изделия. От его диаметра зависят качество резки, технология, скорость работы агрегата, ширина разреза и скорость охлаждения.
Через кабель проходит ток, идущий от инвертора или трансформатора. По шлангам движется сжатый воздух, образующий плазму в плазмотроне.
Технологические моменты плазменной резки
Понять, как работает плазморез, позволяет последовательное изучение этапов плазменной резки металлов:
- нажимается кнопка розжига, приводящая к началу подачи тока от трансформатора или инвертора к плазмотрону;
- внутри плазмотрона появляется дежурная электродуга с температурой 70000С;
- происходит зажигание дуги между наконечником сопла и электродом;
- происходит поступление сжатого воздуха в камеру, который проходит через дугу, нагреваясь и ионизируясь;
- в сопле происходит обжатие поступающего воздуха, вырывающегося из него единым потоком со скоростью 3 м/с;
- обжатый воздух, вырывающийся из сопла, разогревается до 300000С, превращаясь в плазму;
- при соприкосновении плазмы с изделием дежурная дуга гаснет, зажигается режущая (рабочая);
- рабочая дуга плавит металл в месте воздействия, результатом становится рез;
- части расплавленного металла сдуваются с изделия воздушными потоками, вырывающимися из сопла.
Любая технология плазменной резки металла зависит от скорости реза и расхода воздуха. Высокая скорость способствует появлению более тонкого реза. При низкой скорости и высокой силе тока ширина реза становится больше.
При усиленном расходе воздуха происходит увеличение скорости резки. Чем больше диаметр сопла, тем меньше скорость и шире рез.
Как правильно выбрать режим плазменной резки металла
Наиболее эффективной плазменная резка становится при правильном выборе ее технологического режима.
Базовые показатели процесса – качество и скорость работы – для установленной толщины обрабатываемого материала должны определяться:
- расходом газа, образующего плазму;
- током дуги;
- характеристиками применяемого оборудования.
Важное значение имеет создание газовой струи. Влияние на нее оказывает модель плазмотрона, а также установленный режим резки. Ошибка недопустима, поскольку приводит к появлению так называемой «двойной дуги», одна из которых идет по направлению «электрод – сопло», а вторая по направлению «сопло – поверхность заготовки». Ее появление приводит к разрушению и сопла, и электрода, кроме того, изменяется форма заготовки.
Скорость, с которой происходит резка плазмой, оказывает влияние на производительность, качество создаваемого среза, угол краев реза, количество образующегося грата. Если скорость ниже оптимальной, то разрез расширяется книзу, а поверхность становится неровной, к тому же у нижнего края появляется грат. Визуально данный режим резки выглядит как вертикально выходящий за нижний край заготовки факел горящего газа.
Видно, что по мере продвижения материал плавится еще до соприкосновения с дугой. Стабильность работы нарушается и становится возможным появление «двойной дуги». Если же скорость выше оптимально установленной, происходит сужение реза книзу. При этом факел, выходящий вниз, прижат к нижней поверхности заготовки. Кроме того, повышается вероятность того, что прорезывание остановится и появится сдвоенная дуга.
Если же скорость соответствует оптимальной, то ширина нижнего и верхнего края реза практически одинакова и разница минимальна. А выходящий факел имеет угол отклонения от вертикали ≤ 15–20°.
Снижение скорости обработки при сохранении тока и расхода сжатого воздуха способствует возрастанию напряженности дуги.
Качество сделанного реза определяется:
- углом наклона реза от перпендикуляра;
- радиусом верхнего края;
- шероховатостью реза;
- размерами зоны теплового воздействия.
Для создания реза высокого качества необходимо строгое соблюдение режима обработки.
Методики резки
На практике используются два способа нарезания металла плазмой:
- струей из плазмы;
- плазменно-дуговым способом.
Нарезание плазменной струей нашло применение при обработке неметаллических изделий, не способных проводить электроток. При указанном способе обработки изделие не является частью электросхемы. Горение дуги происходит между электродом и наконечником плазмотрона. Изделие разрезается плазменной струей.
Применение плазменно-дугового способа широко. Он используется при:
- нарезании профилей, труб;
- изготовлении изделий с прямолинейными контурами;
- обработке литья;
- формировании отверстий в металле;
- производстве сварочных заготовок.
Горение дуги происходит между электродом и изделием. Столб дуги совмещается с плазменной струей. Струя возникает за счет продуваемого через работающий компрессор газа, сильно нагревающегося и ионизирующегося в процессе. Газ способствует образованию плазмы, а за счет его высокой температуры увеличивается скорость нарезания обрабатываемого металла. Данный метод подразумевает применение дуги постоянного тока с прямой полярностью.
Плюсы и минусы плазморезки
| Плюсы | Минусы |
| Универсальность применения (предназначена для обработки любых металлических изделий при условии, если подобрано устройство правильной мощности с требуемым давлением воздуха). | Небольшой диапазон толщины реза (не более 100 мм). |
| Минимальный вред окружающей среде. | Вред окружающей среде и здоровью (мастер, работавший с плазморезом, для которого в качестве газа предусмотрен азот, получает серьезное отравление). |
| Высокая производительность, уступающая только лазерной резке, но выигрывающая в себестоимости. | Высокая цена агрегата. |
| Высокое качество работы, отличающееся небольшой шириной реза и отсутствием сильного перегрева всего изделия при его обработке плазмой. | Сложная конструкция. |
| Отсутствие потребности в прогреве всего изделия, влияющего на его качество. | Повышенный уровень шума при работе. |
| Безопасность процесса по причине отсутствия необходимости использовать газовые баллоны. | Максимально допустимый угол отклонения от перпендикулярности реза составляет всего 100- 500 в зависимости от толщины изделия. |
Выбор оборудования для резки металла
Выбирать плазморез нужно исходя их конкретных нужд – марок и толщин материалов, которые предполагается резать. Если плазменный аппарат нужен для ручной резки струей плазмы металлов небольшой толщины, вполне подойдут экономичные инверторные модели. Единственный их минус – невысокая ПВ (продолжительность включения), т.е. при 10-минутном рабочем цикле они работают от 4 до 6 минут (в зависимости от вида) на максимальной мощности, а остальные 6-4 минуты они остывают. Несоблюдение этого параметра может привести к перегреву и выходу из строя.
Для резания толстого металлопроката в течение длительного времени лучше покупать станки трансформаторного типа. Они имеют ПВ до 100 %, поэтому могут непрерывно работать на протяжении нескольких смен. Следует учитывать, что большинство моделей имеют большой вес и габаритные размеры, однако могут быть оборудованы специальными колесиками для перемещения по цеху.
Процесс плазменной резки толстого металла
Особое внимание надо уделить мощности оборудования для ручной плазменной резки, поскольку этот параметр определяет предельную толщину обрабатываемых заготовок. Здесь важно знать принцип расчета рабочего тока на 1 мм толщины – для нержавеющих и конструкционных сталей он равен 4 А. Это значит, что для резания материала толщиной 20 мм аппарат должен иметь мощность не менее 80 А. Однако лучше, чтобы был небольшой запас.
Производители плазменных аппаратов
Сегодня источники питания для ручной плазменной резки выпускаются разными производителями. Модели зарубежного производства стоят гораздо дороже по сравнению с отечественными аналогами. Но при этом купить надежный и высокопроизводительный аппарат российского производства вполне реально.
Группа компаний ПУРМ производит недорогое оборудование, предназначенное для интенсивной эксплуатации в жестких климатических и производственных условиях. Оно отличается хорошей производительностью, длительным эксплуатационным ресурсом, отличной ремонтопригодностью. Ассортимент производителя позволяет выбрать модель для любых бытовых или производственных нужд.
Оборудование марки ПУРМ для ручного раскроя
Стоимость
Цены на станки зависят в основном от технических параметров и назначения:
- Для бытовых нужд можно купить относительно недорогой инвертор от 22-23 тыс. рублей.
- Стоимость инверторных моделей профессионального типа (с ПВ 80 %) начинается от 115 тыс. руб.
- Расценки на более мощные трансформаторные устройства для ручной плазменной резки заготовок большой толщины составляют от 240 тыс. руб.