Technological operations when surfacing the shaft:
- Selection of surfacing technology and material that will be deposited to repair the shaft seats.
- Mechanical preliminary preparation of the surface of a worn shaft, it includes a selection of defects such as chips, cracks, etc.
- Carrying out surfacing works.
- Control of the deposited coating on a worn shaft.
- Heat treatment after surfacing to relieve residual stresses and prevent the formation of cracks in the deposited layer.
- Final machining of the shaft in accordance with the dimensions indicated in the drawing.
- Shaft measurements and control.
We are ready to perform work on surfacing the working surface of the shaft in St. Petersburg.
If you need to weld a shaft or restore a shaft in St. Petersburg, fill out the order form and send it to us at [email protected] , our engineers will prepare a technical and commercial proposal to solve your problems.
Mechanized electric arc surfacing in protective gases
In industry, various methods of electric arc welding and surfacing are used in shielding gases: argon, helium, carbon dioxide. In many cases, these methods make it possible to restore or strengthen the surfaces of products whose surfacing is difficult by other methods. In addition, gas-electric welding creates opportunities for automation of surfacing operations where the use of automatic and semi-automatic submerged arc welding is impossible. At the same time, labor productivity increases significantly and the cost of surfacing work decreases.
Developed by professors K.V. Lyubavsky and N.M. Novozhilov’s method of welding with a consumable electrode in a carbon dioxide atmosphere made it possible to obtain tight seams when welding low-carbon, low-alloy and high-alloy austenitic steels.
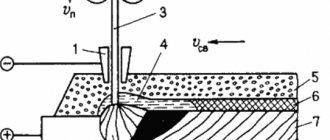
The essence of the method is that air (oxygen, hydrogen, nitrogen, water vapor, etc.) is pushed out of the welding zone by a jet of carbon dioxide, and the oxidation of the metal molten by the arc by carbon dioxide itself is compensated due to the increased content of deoxidizing elements in the electrode wire (Fig. . 5). The quality of welded joints is significantly influenced, especially in semi-automatic welding, by the welding technique.
The reliability of the gas protection of the welding zone from air, the cooling rate of the metal, the shape of the weld, and the conditions for removing gas bubbles and non-metallic inclusions from the weld pool depend on the distance, angle of inclination and nature of the movement of the torch.
Rice. 5. Scheme of surfacing in a carbon dioxide environment : 1 – mouthpiece; 2 – electrode wire; 3 – burner; 4 – tip; 5 – burner nozzle; 6 – electric arc; 7 – weld pool; 8 – weld bead; 9 – restored product
The process of repair welding and surfacing in carbon dioxide must be carried out using a short arc. When welding at currents of 200...250 A, the arc length should be in the range of 1.5...4.0 mm, since increasing the arc length increases the splashing of liquid metal and causes waste of alloying elements. Welding is possible on direct current, as well as on alternating current using an oscillator.
Automatic surfacing in a shielding gas with a consumable electrode is carried out by feeding wire from a cassette to the welding site at a constant speed through a current-carrying nozzle. Shielding gas from the cylinder is supplied through a hose through the torch nozzle to the place where the arc burns. The effectiveness of gas protection depends on the design features of the gas supply nozzle, the distance between the end of the nozzle and the surface of the part, as well as the deposition rate, shielding gas pressure and air movement at the deposition site. Surfacing in protective gas allows you to mechanize the work process in any spatial position. For surfacing in a carbon dioxide environment, carbon and low-alloy wire with a diameter of 0.8 to 3 mm is used. Wire with a diameter of 0.8...1.6 mm is used for minor wear of parts and for surfacing cylindrical parts of small diameters with any wear. The maximum thickness of the deposited single-pass layer in this case is 1…2.5 mm. The surface of the wire should be free of rust and various contaminants that lead to the formation of porosity and reduce the stability of the arc. Wire cleaning can be done either mechanically or chemically. The chemical composition of the electrode wire must be such that it is possible to sufficiently deoxidize the molten metal bath, alloy it and obtain a dense deposited metal. When surfacing carbon and low-alloy steels, silicon and manganese are used as deoxidizing agents.
For surfacing steel and cast iron products in a carbon dioxide environment, wire grades Sv-12GS, Sv-08G2S, Sv-Kh13, Sv-Kh17, Sv-06Kh19NT, Sv-18KhMA, Sv-08Kh20N9G7T are used.
For welding in CO2, flux-cored wire of the PP-18T, PP-4Kh2V8T, PP-Kh12VFT brands is also used.
The use of wire grades Sv-12GS, Sv-08GS, Sv-08G2S for surfacing produces a deposited metal that is not very hard and wear-resistant. Such wires are used mainly to restore the geometric parameters of a product.
During surfacing operations there is no need to obtain deep penetration of the base metal. Therefore, the main factors are: stable arc burning, productivity and quality of surfacing work. From the point of view of process stability, it is recommended to take the current strength depending on the wire diameter according to the following data:
| diameter (mm) | 0,8; | 1,0; | 1,2; | 1,6; | 2,0; | 2,5; |
| current (A) | 60…120 | 80…160 | 90…260 | 120…350 | 200…450 | 250…550. |
The decrease in current should correspond to a decrease in the electrode wire feed speed.
An increase in arc voltage leads to an increase in the width of the deposited metal bead, an increase in metal losses due to spattering, waste and oxidation, the quality of the deposit deteriorates, and pores appear. Therefore, it is recommended to withstand a certain arc voltage depending on the current strength:
| current (A): | 60 | 100 | 140 | 200 | 250 | 300 | 400; |
| voltage (V): | 18 | 19 | 20 | 22 | 25 | 28 | 30. |
Carbon dioxide surfacing has especially great advantages over submerged arc surfacing when restoring cylindrical parts of small diameters (10...20 mm).
Electrode wire stickout has a significant impact on the stability of the surfacing process. A large overhang causes excessive heating and burnout of the wire at the point of contact with the current-carrying device. The higher the current density, the smaller the electrode stickout should be.
When surfacing in a CO2 environment, the beads should overlap each other by 1/3 of the width, which gives a more even surface of the deposited metal.
Surfacing of steels with a high carbon content or alloying impurities must be done with preheating of the part and with higher heating of carbon dioxide. Otherwise, hardening of the metal in the heat-affected zone is possible, which leads to the appearance of microcracks and impairs the machinability of the metal with a cutting tool.
For welding with a consumable electrode in a carbon dioxide environment, semi-automatic and automatic machines of both Russian and foreign production are used.
other services
Restoration of diesel fuel equipment parts Restoration of plunger surfaces Restoration of bearing seats Surfacing of valves Restoration of parts by spraying Restoration of parts by surfacing Restoration of cast iron parts Restoration of parts by welding Repair of stamps and molds Restoration of parts of printing equipment Restoration of food industry parts Repair of shafts Spraying of shafts Restoration of shafts Restoration of parts and components Restoration of parts by metallization Restoration of parts with repair dimensions Restoration of metal parts Restoration of surfaces of parts Restoration of steel parts Restoration of car parts
"Plasmacenter" offers
- services for restoration of parts, coating, vacuum sputtering, microplasma sputtering, electric spark alloying, plasma processing, coating certification, titanium nitride sputtering, shaft repair, corrosion coating, protective coating, hardening of parts;
- supply of equipment for the processes of finishing plasma hardening, welding, soldering, surfacing, spraying (for example, gas-thermal, gas-flame, microplasma, high-speed and detonation spraying), electric spark alloying, control devices, powder dispensers, plasma torches and other equipment;
- supply of consumables such as welding wire, electrodes, welding rods, spraying powders, surfacing powders, additive manufacturing powders, surfacing wire and other materials for welding, surfacing, spraying, additive manufacturing and hardening processes;
- conducting R&D in the field of surface engineering, coating tribology, plasma processing methods, selection of optimal coatings and methods of their application;
- training, consulting in the field of surfacing, sputtering, hardening, modification, hardening.
Contact us by phone: +7 (812) 679-46-74, +7 (921) 973-46-74, or write to us by email.
Our managers will tell you in detail about the technologies we have for coating, hardening, restoring, imparting surface properties, as well as the cost of the company’s services.
Automatic submerged surfacing with electrode strip
Research by the Institute of Electric Welding named after. E.O. Paton of the National Academy of Sciences of Ukraine showed that with automatic surfacing under a layer of flux, instead of electrode wire, you can use a tape of small thickness (0.3...1.0 mm) and large width (10...100 mm or more). When surfacing with tape, a small depth of penetration of the base metal is obtained due to the low current density and at the same time reliable penetration is ensured. The share of participation of the base metal in the formation of the weld bead ranges from 5 to 15%. High productivity of the surfacing process is achieved through the use of high currents without increasing the penetration depth of the base metal and the application of a large width bead in one pass.
The minimum current density, determined by the ratio of the current strength to the cross-sectional area of the electrode strip, ensures a stable surfacing process. Typically, the current density when surfacing with tape is about 10 A/mm2, while the arc voltage is Ud = 22...36 V, the surfacing speed is from 4 to 12 m/h. Depending on the mode, a layer with a thickness of 2.5 to 8 mm can be deposited in one pass.
Electrode strips of various compositions are used for surfacing. For example, ductile iron strip can be used for wear-resistant surfacing. Using AN-28 flux and an automatic arc voltage regulator, you can obtain good bead formation with a hardness of 40...50 HRC. At the same time, the wear resistance of the deposited layer is several times greater than the wear resistance of structural steel. It is possible to obtain a deposited layer not only from cast iron, but also from various wear-resistant steels and non-ferrous metals. For corrosion-resistant coatings, strips made of steels 12Х18Н9Т, 12Х18Н10Т, YuХ18Н9Б, 10Х19Н11МЗ, 20Х13Н4Г9, 10Х13 are widely used. When using such tapes, the best results in forming a deposited layer are obtained by pumice-like flux AN-26, and when surfacing with a tape of steel 20Kh13N4G9, flux 48-OF-10. When surfacing, beads are formed that have the correct shape, and the slag crust is easily separated.
For surfacing products from non-ferrous alloys (bronze, copper), the following grades of tape are produced: BrAMts9-2, BrBNT1.9, BrKMts3-1, BrA5, BrOF6.5-0.15, BrOTs4-3, BrOTsS4-4-2.5. Fluxes are used as a protective medium, as well as protective gases - argon, helium, nitrogen and their mixtures. The best protection is argon, which provides reliable arc protection and minimal penetration of the base metal. Surfacing with BrAMts9-2 bronze tape can be carried out using AN-348A, AN-60, AN-20, AN-26 fluxes.
For surfacing parts made of nickel alloys, you can use strips of manganese nickel of the NMTs2.5 and NMTs5.0 grades or pure nickel of the NP1, NP2, NP3 and NP4 grades. Nickel tapes containing strong deoxidizers (1.5% Al and 2.0...3.5% Ti), or tapes and fluxes containing 2...3% Nb and 3% Mn are also used.
Surfacing with flux-cored wire and flux-cored strip
A very promising method for restoring and strengthening the surfaces of parts, which can significantly increase labor productivity compared not only with manual but also mechanized welding in carbon dioxide, is welding and surfacing with flux-cored wire. Its distinctive feature compared to other mechanized methods is that it combines the advantages of both manual welding - simplicity and mobility, and mechanized welding in carbon dioxide - greater productivity and high quality of welded joints.
The use of flux-cored wire for surfacing operations allows one to significantly expand the range of welded steels, since for most of them it is impossible to obtain the corresponding monolithic alloyed wire metallurgically.
The idea of using electrodes with a strong conductive shell and a less durable “core”, the composition of which can be changed, was put forward in the 19th century by the great Russian inventor N.N. Benardos, the founder of electric arc welding. In the 30s, for the first time in the history of welding technology, Soviet engineer V.E. Sakhnovich experimentally proved the possibility of using electrodes consisting of a thin-walled steel tube and a welding flux core for automatic open arc welding, i.e., without external protection with carbon dioxide or flux. He used electrodes made from seamless steel tubes into which powdered dry flux was poured; the ends of the tubes were welded, and they were crimped by 1.5...2.0 mm in order to compact the charge. They were named V.E. Sakhnovich “electrodes with internal coating”. In the early 60s, at the Electric Welding Institute named after. E.O. Paton proposed a tubular electrode wire, called “cored wire for welding”. Flux-cored wire welding is constantly being improved, and this mechanized arc welding method is increasingly used both in our country and abroad.
Automatic and semi-automatic surfacing with flux-cored wire
Flux-cored wires are tubular wires with a complex internal cross-section filled with powdery filler (Fig. 8). The filler has a composition suitable for welding electrode coatings. The mass of powdered filler ranges from 15 to 40% of the weight of the wire.
The powder included in the flux-cored wire, when melted by an electric arc, performs the following functions:
- provides gas and slag protection of the weld pool from environmental influences;
- promotes deoxidation of the weld pool;
- alloys the weld;
- stabilizes the arc discharge.
Rice. 8. Flux-cored wires for welding and surfacing : a – appearance; b – wire sections
According to the method of protection, flux-cored wires are divided into self-shielding and those used with additional protection with gas (CO2) or flux. Self-shielding wires, as a rule, are used both for the production of welded structures and for surfacing parts. Flux-cored wires, used with additional protection, are mainly used for surfacing work.
Surfacing with flux-cored wire with internal protection is based on introducing into the wire core, in addition to alloying components, also slag-forming and gas-forming materials. The use of flux and gas protection when surfacing with such wire is not required. The alloying elements of the flux-cored wire pass into the seam, and gas and slag-forming materials protect the metal from nitrogen and atmospheric oxygen. In the arc, a thin film of molten slag covers the droplets of liquid metal and insulates them from the air. The decomposition of gas-forming materials creates a flow of protective gas. After solidification, a thin slag crust forms on the surface of the weld bead, which may not be removed when applying subsequent layers. When surfacing, various self-protecting flux-cored wires are used. For surfacing low-carbon layers, welding wires of the PP-AN3 type and others are used. For surfacing parts operating at high pressures and elevated temperatures, flux-cored wire PP-3ХВ3Ф-О is used (the letter “O” in the designation of the grade of flux-cored wire indicates that this flux-cored wire designed for open arc surfacing). Surfacing of parts subject to intense abrasive wear is carried out using self-shielding flux-cored wire PP-U15X12M-O. Flux-cored wires have been developed for correcting (welding) defects in steel castings (PPs-TMV6, PPs-TMV29, PPs-TMV14, PPs-TMV15, VELTEC-N210, VELTEC-N215).
The technology for surfacing with self-shielding flux-cored wire is basically no different from the technology for surfacing in carbon dioxide. An open arc makes it possible to accurately guide the electrode and observe the process of formation of the deposited layer, which is of great importance when surfacing parts of complex shapes.
The advantages of this method: the use of less complex equipment compared to the equipment used for submerged arc surfacing and shielding gas, as well as the ability to perform surfacing work in the open air; productivity increases compared to submerged surfacing and shielding gases, and the cost of surfacing is reduced. Flux-cored wire makes it possible to use alloying substances more economically, and therefore is very promising. Recommended grades of flux-cored wire for surfacing various parts are given in the appendix. 2.
Typically, flux-cored wires are used for semi-automatic hose welding. Due to the possibility of observing the formation of a seam, the technique of surfacing various products is practically no different from the technique of surfacing them in shielding gases with a consumable electrode. When multilayer welding or surfacing with flux-cored wire, the surface of the previous layers should be thoroughly cleaned of slag.
Surfacing with flux-cored wires has its disadvantages. The low rigidity of the tubular structure of flux-cored wire requires the use of feed mechanisms with limited wire compression force in the feed rollers. Surfacing can be carried out only in the lower and rarely in the vertical position. This is explained by the fact that the resulting weld pool of increased volume, covered with liquid-flowing slag, is not held in the vertical and overhead positions by the force of surface tension and arc pressure. A significant disadvantage of flux-cored wires, which hinders their widespread industrial use, is the increased likelihood of pores forming in welds, caused by the presence of voids in the wire. In addition, unmelted components of the core, passing into the weld pool, contribute to the appearance of gaseous products. Moisture that gets into the filler during storage of the wire, as well as grease and rust, traces of which are on the metal sheath, also increases the likelihood of pore formation.
For automatic surfacing of parts with flux-cored wire, surfacing installations UD-209, UD-609, UNP-350-1, etc. are used. Typically, such installations include a manipulator-rotator based on a lathe, an arc power source, a welding head with a wire feed mechanism, control panel, protective gas cylinder. A schematic diagram of such installations is shown in Fig. 9.
Rice. 9. Diagram of a typical installation for automatic surfacing of cylindrical parts with flux-cored wire : 1 – part to be welded; 2 – manipulator-rotator; 3 – welding head; 4 – power supply; 5 – control panel; 6 – tailstock; 7 – protective gas cylinder
Powder surfacing strips
Powdered tapes are produced on special mills equipped with rollers for forming and rolling the casing tape. The mill has a metering device for feeding the charge and a cage of rolls for compacting this charge, forming a core of powder strip. The drawing process, in contrast to the production of all-metal tape, is absent in the production of flux-cored tape. The tape is usually made with a width of 40...50 mm. Powder-cored tapes are used for surfacing products made of various structural alloys, but mainly steel or cast iron. When surfacing with flux-cored strips, fluxes or shielding gases can be used as a protective medium. Some tapes can be used without additional protection. For example, flux-cored tapes PL-AN101 and PL-AN102 are universal. They are designed for both submerged arc and open arc surfacing. Basically, flux-cored belts are used in cases where the size of the worn surface is quite large and the degree of wear is small. For example, flux-cored tapes PL-U40Kh38G3RTYU and PLU30Kh30G3TYU are used for submerged surfacing of parts of construction and road machines operating under conditions of abrasive wear: the first - in the absence of impacts, the second - for parts experiencing abrasive wear with shock loads.
961
Types of hole restoration
The technological process of restoration work consists of several operations. First, an inspection of the part to be repaired is carried out:
- spare part measurements;
- checking the coincidence of the central lines;
- determination of the method for securing cylindrical surfaces with centering kits.
The best way to restore the functionality of components of expensive mechanisms is cylindrical boring and subsequent surfacing and boring of gaps to the required dimensions. Technological stages:
- Defective hole condition sheet.
- Installation for calibration.
- Boring.
- Surfacing of a hole with a diameter exceeding the nominal one.
- Boring the prepared gap to the required diameter.
Boring can be carried out:
- manually using special tools;
- on conventional lathes (boring holes of small or medium elements);
- using specialized boring mechanisms (for working with large parts, including helping to decide whether the central hole of the disk can be bored);
- use of portable equipment specializing in boring.
The most effective are special complexes for restoring elements.
In what cases is it necessary to restore the holes of parts?
Complexes that restore holes in parts by surfacing or boring can be used for elements located in hard-to-reach places. They are helping:
- cut threads;
- treat the outer surface;
- perform grinding and drilling.
Surfacing and milling are applied to mechanism components to restore functionality:
- threaded connection,
- holes for fingers;
- central disc clearances;
- when repairing elements in large equipment (excavators, construction and road machines).
Restoring holes by boring
After surfacing, the part is mounted on a milling machine. Before the center hole is bored for roughing and finishing boring, the milling process removes all surface welding layer.
Boring is necessary to eliminate the ellipsoidal shape of the product, which was formed due to wear as a result of the operation of machines and mechanisms. Measurements indicate misalignment between two opposing seats.
When the milling work is completed, both holes are located on a single axis. The draft configuration of the part will be leveled, and the ellipsoidal deviation will be removed. But the size will not correspond to the norm. In this case, the question of how to bore a hole in metal of the required diameter is solved:
- repeated milling taking into account the calculated repair size;
- applying surfacing to carry out boring to a given nominal value;
- carrying out finishing processing of spare parts.