Recently you can often hear the expression “ high-speed steel”. What is it? Essentially, these are special alloys designed for the manufacture of metal-cutting tools that operate at high speeds. The characteristics of such a metal should include high strength, wear resistance and resistance to temperature changes.
High-speed steel blanks.
Characteristics of high-speed steels
High-speed alloys have appeared relatively recently. Before their appearance, ordinary steel cutters were used to turn wood or non-ferrous metal products, and some difficulties arose when using them. They had a very short service life due to rapid wear and became very hot, making work at high speeds impossible.
The problem was solved in 1858 after the production of an alloy in which tungsten and manganese were used as the main alloying additives. Over the next decades, through numerous experiments, several types of super-strong metals were obtained, which made it possible to significantly increase the speed and productivity of metal-cutting machines.
The category of high-speed steels includes a large group of alloys that contain alloying elements that make it possible to achieve resistance to wear and high heat. They are distinguished from conventional carbon alloys by their high strength index, which allows the use of tools made from them for processing hard materials.
Quick cut blade.
High-speed cutters have a number of remarkable characteristics by which they can be distinguished from other grades of steel, these include the following:
- Maintaining hardness at high temperatures , so-called hot hardness. Any objects heat up when rubbed. The temperature of a cutting tool operating at high speeds increases very quickly to high levels. When exposed to such heating, ordinary steels are subjected to tempering, which is why they lose their working properties. High-speed steel is not subjected to similar processes, since its composition allows it to withstand temperatures of up to 6000 degrees Celsius without loss of strength.
- High red resistance is a parameter of an alloy, characterized by a time period during which it is able to work at high temperatures without losing its original properties.
- Resistance to destructive processes . In addition to resistance to extreme heat, high-speed cutters must have increased mechanical properties compared to conventional metals. Tools made from such alloys, even under high pressure, do not crumble or break, due to which they are actively used for the manufacture of drills and cutters.
R10F5K5 - classification and application of the brand
Material classification: High-speed tool steel
Application: for the manufacture of semi-finishing and roughing tools for various difficult-to-cut materials
Р10Ф5К5 - chemical composition of the material as a percentage
| C | Si | Mn | Ni | S | P | Cr | Mo | W | V | Co |
| 1.45 — 1.55 | up to 0.5 | up to 0.4 | up to 0.4 | up to 0.03 | up to 0.03 | 4 — 4.6 | up to 1 | 10 — 11.5 | 4.3 — 5.1 | 5 — 6 |
Р10Ф5К5 - decoding of designations, abbreviations, material parameters
| Physical properties: | |
| T | — Temperature at which these properties were obtained, [Deg] |
| E | — Modulus of elasticity of the first kind, [MPa] |
| a | — Coefficient of thermal (linear) expansion (range 20o-T), [1/degree] |
| l | — Thermal conductivity coefficient (heat capacity of the material), [W/(m deg)] |
| r | — Material density, [kg/m3] |
| C | — Specific heat capacity of the material (range 20o-T), [J/(kg deg)] |
| R | — Electrical resistivity, [Ohm m] |
Attention! All information provided about R10F5K5 is for informational purposes only. All characteristics you are interested in must be clarified by specialists.
Other brands in the category
- 9Х4М3Ф2AGСТ for tool manufacturing
- 11Р3АМ3Ф2 for tools of simple shape when processing carbon and low-alloy steels with strength up to 784 MPa.
- P12 for all types of cutting tools when processing carbon alloy structural steels
- 11M5F for tool making
- R12F3 for finishing tools when processing tough austenitic steel and materials with abrasive properties.
- R14F4 for the production of tools of simple shape that do not require large volumes of grinding operations when processing materials with increased abrasive properties - finishing tools of simple shape when processing alloy steels and alloys
- R18K5F2 for roughing and semi-finishing tools when processing high-strength, stainless and heat-resistant steels and alloys.
- R18F2 for the manufacture of finishing and semi-finishing cutting tools for processing medium-alloy structural steels
- P18 cutters, drills, milling cutters, thread cutters, cutters, reamers, countersinks, taps, broaches for processing structural steels with strength up to 1000 MPa, which are required to maintain cutting properties when heated during operation to 600 °C.
- Р18Ф2К5 for the manufacture of semi-finishing and roughing tools for machining carbon and alloy structural steels at high cutting conditions
- R2AM9K5 for cutting tools when processing improved alloy and stainless steels.
- Р2М5 for tool making
- P6AM5 for the manufacture of all types of cutting tools used in the processing of carbon alloy structural steels - thread-cutting tools - tools working with shock loads.
- R6AM5F3 for finishing and semi-finishing tools when processing unalloyed and alloyed structural steels
- Р6М3 for the production of finishing and semi-finishing tools of small sizes for processing structural steels
- Р6М5 for all types of cutting tools when processing carbon alloy structural steels - preferably for the manufacture of thread-cutting tools, as well as tools working with shock loads
- R6M5K5 for roughing and semi-finishing tools when processing improved alloy and stainless steels under conditions of increased heating of the cutting edge.
- R6M5F3 for finishing and semi-finishing tools when processing unalloyed and alloyed structural steels.
- R9K10 for the manufacture of semi-finishing and roughing tools for machining carbon and alloy structural steels at high cutting conditions
- P9 for the production of tools of simple shapes that do not require a lot of grinding, for processing common construction materials.
- R9K5 for processing stainless steels and heat-resistant alloys, as well as steels of high hardness.
- R9F5 for the manufacture of tools of simple shapes that do not require large volumes of grinding operations when processing materials with increased abrasive properties - finishing tools of simple shapes when processing alloy steels and alloys
- Р9М4К8 for the manufacture of tools used in processing high-strength stainless and heat-resistant steels, alloys and improved alloy steels under conditions of increased heating of the cutting edge (gear cutting tools, milling cutters, shaped cutters, countersinks, taps). for processing high-strength stainless and heat-resistant steels and alloys under conditions increased heating of the cutting edge: gear cutting tools, cutters, shaped cutters, countersinks, taps.
This is interesting: Corrosion-resistant steel - choosing quality grades
Decoding the designation of steel grades
High-speed steel was first invented by specialists from Britain. Since tools made from this material required work at high speeds, such alloys were called “rapidsteel” (which means fast steel in Russian). This name, invented in England, was the reason for the modern marking of all high-speed cutting grades with the letter “P”.
According to international regulations, the first digit following P indicates the tungsten content in percent, which is a fundamental element that determines the key characteristics of the entire alloy.
In addition to tungsten, high-speed cutters are characterized by the presence of components such as cobalt, vanadium and molybdenum, which are displayed in the markings by the corresponding letters: K, F and M. Each such letter is followed by a number indicating the percentage of the total chemical composition. As you can see, a person who knows a little about steels, even despite the description, can tell all the basic information about the alloy.
Classification of material and application of grade R9M4K8
Classification of material: High-speed tool steel Application: for the manufacture of tools used in processing high-strength stainless and heat-resistant steels, alloys and improved alloy steels under conditions of increased heating of the cutting edge (gear cutting tools, milling cutters, shaped cutters, countersinks, taps). for processing high-strength stainless steels and heat-resistant steels and alloys under conditions of increased heating of the cutting edge: gear cutting tools, cutters, shaped cutters, countersinks, taps.
Chemical composition of the alloy
Chem. element% content
| Iron (Fe) | from 68.4 |
| Tungsten (W) | 8.5 — 9.5 |
| Cobalt (Co) | 7.5 — 8.5 |
| Molybdenum (Mo) | 3.8 — 4.3 |
| Chromium (Cr) | 3 — 3.6 |
| Vanadium (V) | 2.3 — 2.7 |
| Carbon (C) | 1 — 1.1 |
| Manganese (Mn) | 0.2 — 0.5 |
| Silicon (Si) | 0.2 — 0.5 |
| Nickel (Ni) | up to 0.6 |
| Copper (Cu) | up to 0.25 |
| Phosphorus (P) | up to 0.03 |
| Sulfur (S) | up to 0.03 |
Mechanical properties of the alloy
| Assortment | Size | Eg. | sв | sT | d5 | y | KCU | Thermal change |
| — | mm | — | MPa | MPa | % | % | kJ/m2 | — |
| 960 | 540 | 7 | 10 | 80 | Delivery status |
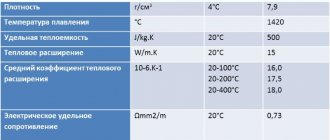
Physical properties of the alloy
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| hail | MPa | 1/Grad | W/(m deg) | kg/m3 | J/(kg deg) | Ohm m |
| 20 | 2.29 | 8300 | ||||
| 100 | 25 | |||||
| 200 | 27 | |||||
| 300 | 28 | |||||
| 400 | 29 | |||||
| 500 | 30 | |||||
| 600 | 31 | |||||
| 700 | 32 | |||||
| 800 | ||||||
| 900 | 32 | |||||
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
Production and Processing Methods
Tools made from high-speed steel are produced using two main technologies:
- The classic method involves casting hot metal into special molds and then further processing and hardening it.
- Powder metallurgy method : molten steel is sprayed under the influence of a nitrogen stream and then melted again.
Powder metallurgy is more complex than traditional metallurgy. The production process involves the production of steel powder, which is blown into a special mold and fused in it. This makes it possible to prevent the occurrence of carbide segregations and make the steel structure more uniform and stable, which has a positive effect on all working properties.
This is what molten steel looks like.
The powder method has a number of advantages that allow it to replace more expensive types of processing, such as casting, stamping and forging:
- cost-effectiveness - even waste, for example, scale, can serve as the starting material for the production of powder, moreover, this method requires less financial costs compared to the classical one;
- achieving more accurate product shapes - parts created by this method do not require further cutting processing;
- high wear resistance.
The production process is necessarily followed by a hardening process . Hardening of high-speed cutting tools takes place at temperatures that contribute to the most favorable decomposition of alloying components in them, but at the same time to the growth of grains in the molecular lattice. After hardening, the structure of high-speed alloys is characterized by a content of up to 30% austenite, and this negatively affects all operating parameters. To reduce the negative impact of austenite to minimum values, two different technologies are used:
- several cycles of heating, holding at a uniform temperature and subsequent cooling are carried out, the so-called multiple tempering;
- Before tempering, the part is cooled to very low temperatures.
Advantages and disadvantages of high speed powder steel
The main advantages of high-speed powder steel are wear resistance and strength. This is due to the uniform distribution of molybdenum (vanadium) carbides in the structure of the finished product material, which makes it more resistant to mechanical and thermal stress. When performing machining operations involving impact, as well as when removing large stock, there is no better tool than one made from this powder material.
Conventional powder steel contains about 2% high-hardness carbides in the structure of its material, and for a product made of high-speed powder steel this figure is already more than 6%. At the same time, the content of carbides with average hardness properties in both products fluctuates around 8% of the total powder mass used in production.
However, products made from high-speed powder steel also have a disadvantage - high cost: the cost of sintering in a reducing environment, as well as the need to use high-quality and pure compositions of metal powders. However, such increased costs are fully compensated by the ease of processing and less labor intensive calibration.
Improving product performance
Tools made from high-speed cutters are subject to high demands, and in order for them to meet them to the fullest, their surface is processed. Various methods are used for this, including:
- The surface layer of the part is subjected to nitriding. Such treatment can be carried out in a gaseous environment consisting of either 80% nitrogen and 20% ammonia, or 100% ammonia. The process takes 10-40 minutes at a temperature of 550 – 6600 degrees. This operation makes the top layer less fragile.
- The surface is saturated with carbon and nitrogen - the so-called cyanidation , which occurs by immersing the part in molten sodium cyanide. Depending on the final purpose of the part, cyanidation takes place at different temperatures. The longer the time and the higher the temperature, the thicker the layer becomes.
- Sulfidation is performed in a liquid sulfide melt with the addition of sulfur. This process is carried out from 45 minutes to 3 hours at temperatures from 450 to 5600 degrees Celsius
All of the above procedures are performed with a ready-made tool: the cutting part is sharpened, the surface is polished and hardened.
High speed steel knife.
Where are high speed steels used?
The scope of wear-resistant metal depends on the composition that determines its working properties. Basically, this is a tool that has high demands on strength, heat resistance, and long service life.
- Production of drills, cutters, cutters, taps;
- Manufacturing cutting edges for tools, which in some cases can be removable;
- Parts for metalworking machines and equipment;
- Manufacturing of tools used for finishing hard-to-cut metal products.
Experts give the following recommendations on the use of these metal grades:
- Tungsten-molybdenum compounds are suitable for tools intended for roughing products, manufacturing cutters, broaches and shaver.
- Cobalt compounds are used for processing heat-resistant and corrosion-resistant products in difficult conditions.
- Vanadium alloys are used for finishing materials.
- The P9 grade is used to create equipment elements that are not subject to excessive load.
- Grade P18 is suitable for tools with complex shapes and shaped products with increased wear resistance requirements.
The range of metal products is represented by square, circle, strip, and sheet metal. Most often, cutting tools are made from a circle. Square steel is used for the production of electric planers, knives, and turning tools. If you have doubts about the correct choice of a suitable alloy, it is better to contact specialists. Specialized companies will be able to select high-quality rental products with the required performance characteristics.
Decoding: what do the marking symbols mean?
It was already described above what data can be extracted from the name of any brand of high-speed cutters. For greater clarity, let’s consider the decoding of one widely used high-speed steel R9F5:
- P – understandable, designation of high-speed alloys, from the English “rapid” – speed;
- 9 – percentage of tungsten in the alloy;
- F – indicates the presence of vanadium in the steel;
- 5 – percentage of vanadium.
If we analyze the abbreviation R9F5 further, then its decoding may contain other letters. For example, if the metal is obtained by electroslag remelting, another letter appears - “Ш”.
With the introduction of modern technologies, namely the use of nitriding, you can find the following marking R9AF5.
Imported analogues of high-speed cutters have the following marking - HSS, which stands for High Speed Steel, translated into Russian - this is high-speed steel:
- Germany – 1.3343;
- Japan – S600/S601;
- USA - M2.
Steel marked R9F5.
GOST and TU
Production requirements, technical characteristics, heat treatment process and elemental composition of high-speed steels are regulated by special standards. There are a large number of regulatory documents, since each type of product has its own standard:
- TU 14-11-245-88 – cold-formed high-precision shaped profiles;
- GOST 1133-7 – forged circles or squares, assortment;
- GOST 2590-88 – hot-rolled wheels;
- GOST 7417-75 – calibrated rod;
- GOST 14955-77 – wheels with special surface finishing .
These standards are applied in almost all Russian industries.
Difficulties in hardening high-speed steel
Heat treatment of high-speed cutters has a number of difficulties associated with the specific application and requirements. For example, heat treatment of P6M5 is complicated by the decarburization property of this alloy (its hardening requires a quarter of the time than similar alloys P18 and P12). The hardening temperature of this metal is 1230 degrees. First, tempering is carried out at 200 and 300 degrees with an hour exposure. Further processing is carried out in 3 stages:
- 3 minutes – 690 degrees;
- 3 minutes – 680 degrees;
- 1.5 minutes – 1230 degrees.
The steel is then cooled in saltpeter, oil and air. Subsequent processing involves three temperings with exposure for 90 minutes at a uniform temperature of 560 degrees. At the tempering stages, the alloy is enriched with alloying additives.
Features of heat treatment
The result of high-temperature processing of high-speed steels is a change in the structure of the material to obtain certain physical and mechanical properties required when working with this tool.
Annealing
HSS steel after the rolling and forging process acquires increased hardness and internal stress. In this regard, the workpieces are preliminarily annealed. Annealing relieves the internal stress of the material, improves machinability and prepares it for hardening.
The annealing process occurs at a temperature of about 850-900°C. However, one should be wary of excessively increasing the temperature and duration of exposure, because this may cause the steel to become more hard. Due to the reduced thermal conductivity of the alloy, heating is carried out slowly and evenly.
The products are loaded into the oven at a temperature of 200-300oC, while subsequent heating is increased at a rate of 150-200o/hour. The process ends with slow cooling: first in an oven to 650 ° C, and then to room temperature in the open air.
Machine-building plants subject a small number of workpieces to isothermal annealing. They are heated to 880-900oC for a short time, and then transferred to an oven with a temperature not higher than 720-730oC for 2-3 hours. To protect against the appearance of excessive internal stresses, the workpieces are cooled in an oven to 400-450°C and then left in the open air.
Conventional annealing takes longer than the isothermal process. Subsequently, the workpieces undergo mechanical processing, and then the tool undergoes the final heat treatment process - hardening and tempering.
Hardening
Tools made of high-speed steel are hardened at temperatures above 1300°C. After the hardening process, repeated tempering occurs at 550-560°C. This temperature is necessary to dissolve a large number of carbides in the austenite to obtain highly alloyed austenite.
With further cooling, highly alloyed martensite is obtained, which contains large amounts of tungsten, vanadium and chromium. Martensite does not disintegrate when heated to 600°C, which gives high-speed steel red-hardness.
To obtain high red-hardness values, the temperature during hardening must be very high. However, there is a limit, when exceeded, rapid grain growth begins in high-speed steel and melting occurs.
Vacation
Hardened high-speed steel must undergo a tempering process. At a temperature of 550-560°C, a multiple process is carried out at intervals of 1 hour. The purpose of tempering is to transform austenite into martensite. High speed steel goes through two internal processes:
- When heated and subsequently tempered, ground carbide is released from the retained austenite. As a result, the alloying of austenite is reduced, which facilitates easy transformation into martensite.
- During cooling at 100-200°C, martensite is obtained. This also relieves the internal stress that arose during hardening.
Nowadays, factories most often use the process of accelerated tempering of steel, which takes place at elevated temperatures.
Products that find a place in everyday life and in production
Due to its positive properties, high-speed steel is actively used in knife production . Such cutting tools have all the necessary characteristics. Due to the high resistance of the surface to external loads, they can easily cut thick ropes, wood, bones, etc. They can handle steel plates several mm thick.
A quick-cut knife retains its sharpness for a long time even with intensive use, but it is worth considering that due to its high strength properties it is difficult to sharpen, especially at home.
Quick cutters are widely used in industry. The most striking example is the manufacture of drills for a variety of purposes: from wood to heavy-duty metals. The following parts of industrial mechanisms are made from them:
- hacksaw blades;
- countersinks;
- borax;
- slotting cutters;
- crowns
How to sharpen quick cutter products
Even high-speed cutting steel is subject to wear and dullness, despite its impressive strength properties. If we take into account the information about the use and properties of these alloys, we can safely say that it will not be possible to sharpen them using grinding wheels from electrocorundum - the surface after such treatment still remains rough, and the cutting qualities do not improve. What then can we say about manual sharpening?
The most correct option would be to send the product for sharpening to a specialized workshop that has CBN wheels at its disposal. Having such cars in your garage is an unaffordable luxury and simply not advisable. It is better not to try to sharpen it in a garage, as there is a chance of damaging the tool beyond its original state.
How to choose a drill?
The purpose of using a drilling tool is to make the necessary holes in various structures. The drills are different:
- device;
- production materials;
- scope of use;
- cost.
One drill is designed to work with aluminum products, the other with thick iron or stainless steel
Therefore, it is important to know exactly what materials are to be drilled, what alloy the selected drill should be made of, so that you can drill a hardened structure. The type of drill is determined by its mechanism
- Spiral ones are the most used. They have the shape of a metal cylinder with 2 to 4 helical grooves, which are designed to remove cut material and reduce friction of the drill against the walls of the hole being made.
- Screw. They differ from screw ones by having only 1 spiral groove and a cutting end equipped with a sharp, centered tip. The threaded tip of the tool allows the drills to go deeper into the structure themselves without applying additional effort.