The manufacture of many metal parts involves the creation of various holes in their body - blind or through. For this purpose, a special mechanical processing called “drilling” is used. When performing it, a drill is used as a cutting tool, with which you can make holes of various depths and diameters. In industrial production conditions, the drilling operation is regulated by the technological map. The corresponding drawing must display the operating parameters of the hole, maximum permissible deviations and design features (for example, the presence of a chamfer on both or only one edge, the diameter is variable or has a constant value along the entire length of the hole, etc.).
Drilling procedure
Drilling is a technological operation of sequential gradual removal of layers of the base material (in our case it is metal) using a cutting tool in a circle of the required diameter.
This procedure is performed by combining two types of movements - translational and rotational. Obtaining the specified hole sizes in workpieces requires strict adherence to the following operating parameters:
- speed of movement in the vertical or horizontal direction, which is determined by the relative position in space of the workpiece and the drill;
- speed of rotational movement of the cutting tool.
Often, in order to obtain a given accuracy, a preliminary drilling stage is carried out. It is usually called “draft”. This operation is performed with a reduced level of precision. After this, finishing processing is carried out. At this stage, high-precision units and fixtures/tools for metal workpieces are used. The following drilling options are available: using
- specialized metal-cutting or drilling machines;
- hand tools (we are talking, first of all, about a drill).
On a metal-cutting - lathe - machine, the drill is fixed in an element of this unit called the “tailstock”, and the workpiece, clamped by the chuck’s jaws, rotates. In a drilling machine, a drill rotates, also fixed in a chuck. The mechanic smoothly brings him to the processing site marked on the outer surface of the workpiece. When created using the first method, the resulting holes are characterized by higher accuracy and have less rough walls.
Types of drills
Today there are many types of this cutting tool. Let's consider only the most frequently used ones.
Twist drills
Such drills are the most widely used. Their production is standardized by the provisions of GOST 10902-77. This document establishes the basic design of a twist drill presented below.
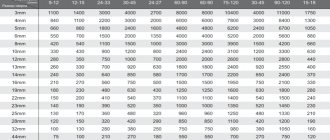
The ranges for changing the parameters indicated in this drawing look like this:
- overall length (designation L): from 19.0 mm to 205.0 mm;
- length of the spiral part (parameter l): minimum 3.0 mm; maximum 140 mm;
- diameter: min 0.25 mm; max 20.0 mm;
The cutting speed with a twist drill is increased by using the so-called. double sharpening. This option also leads to an increase in the durability of this tool: when processing cast iron by 6 times, and steel by three times, since the work of the most loaded fragment of the cutting edges is facilitated. But it is not recommended to use double sharpening when working with soft and, at the same time, tough steels.
Drills with carbide inserts
Twist drills, with carbide inserts soldered onto the cutting edge, demonstrate high efficiency when machining structures made of solid concrete, non-slit brick, durable polymer, non-ferrous alloys and cast iron. But they are rarely used to create holes in steel products. This is due to the need to ensure high rigidity of the working components of the equipment used. Failure to comply with this requirement will lead to vibration, as a result of which the carbide plates will break off and crumble.
Manufacturers of drills of this type are guided by the provisions of GOST 5756-81. According to its standards, these products must be produced:
- with increased accuracy (class A). Their purpose is to create holes with grades from 11 to 14;
- with normal accuracy (class B). Using such drills, holes of 16 quality inclusive are made.
The housings of these products must be manufactured with a hardness of 57HRC...63HRC.
Centering drills
Externally, such a tool is not similar to the classic version of the drill. The peculiarity of its design is a thickened cylindrical base, the diameter of which exceeds the value of this parameter of the working part by about 2-3 times.
The scope of application of centering drills corresponds to their name. They are used when working on metalworking equipment. In particular, such drills are used to mark the centers of workpieces before securing them in the chuck of a lathe. That is, preliminary coring is not carried out here. Thanks to this technological solution, the process of producing metal products in large-scale production is significantly accelerated. The production of centering drills is regulated by GOST 14952-75. This document establishes two versions of such an instrument. The most popular option is the drawing of which is presented below. The parameters displayed on it change in the following ranges:
- overall length (designation L): from 33.5 mm to 128.0 mm;
- length of the working part (parameter l): 1.5 mm...14.2 mm;
- diameter of the cylindrical part (D): min 4.0 mm; max 31.5 mm;
- drill diameter (d): minimum 0.8 mm; maximum 10.0 mm;
- diameter of the conical base of the drill: from 1.7 mm to 21.2 mm
Gun drill
Using a gun drill, blind and through holes are created that are characterized by great depth.
Such holes are made in spindles, in various shafts and in other structural elements of significant length. The drill itself is classified as a single-cut tool. Along the way, it is worth noting the following point: drilling is considered to be deep when the depth of the hole created is 5 times greater than its diameter. When starting to work with a gun drill, you need to control the correctness of its direction in relation to the place marked for the future nest. For this purpose, a conductor bushing is usually used. When using gun drills, it is possible to create holes with a diameter (D) varying in the range of 0.5 mm ≤D≤ 100 mm.
Core drills
These products in appearance resemble a metal glass with cutting teeth on the working part, which is its end. Another name for a core drill is an annular cutter. The production of tools of this type is standardized by the provisions of GOST 17013-71. This document establishes one version of such a product.
The numerical values of the parameters indicated in the drawing are contained in the table. The unit of measurement is millimeters.
| External diameter (designation D) | Number of plates | Diameter of the circle formed by the spikes (parameter b) | Tenon width (designation d) | Ring inner diameter (D1) |
| 85,0 | 6 | 74,0 | 10,0 | 78,0 |
| 75,0 | 64,0 | 68,0 | ||
| 50,0 | 4 | 38,0 | 42,0 | |
| 45,0 | 32,0 | 36,0 | ||
| 40,0 | 28,0 | 32,0 | ||
| 36,0 | 24,0 | 28,0 | ||
| 32,0 | 20,0 | 24,0 | ||
| 30,0 | 21,0 | 6,0 | ||
| 25,0 | 15,0 | 18,0 | ||
| 20,0 | 3 | 12,0 | 15,0 | |
| 16,0 | 8,0 | 4,0 | 11,0 |
The use of core drills allows you to very quickly, literally in a matter of seconds, create holes of significant diameter and great depth in a metal part.
Cone drills
In accordance with the name, such products have a conical shape. In this case, their diameter can change smoothly or stepwise.
The second version has found wider application. This is due to the ability to use step drills to obtain a hole with straight walls and a diameter precisely specified in the design. The surface of the sockets obtained using a tool with a smooth change in diameter will always have a slight slope.
The quality of these products and, accordingly, the scope of application can be determined by their color.
- Steel color with a gray tint. As a rule, the raw material for the manufacture of such drills is low-quality tool steel. They are unsuitable for processing durable, hard and thick rolled metal.
- Dull golden hue. The production of cone drills with a pale yellow color is carried out on the basis of metal with cobalt alloying additives. These products are subjected to a hardening procedure and final tempering. Conical drills of this shade can be used to process stainless steel and alloy steels with a high strength index.
- Golden rich color. A tool with a similar color is characterized by increased quality. Its scope of application is drilling holes in thick-walled objects made of high-strength steels.
Overall, the benefit of purchasing a tapered step drill is that it saves money. After all, then there is no need to purchase a complete set of drilling tools.
Selection rules
When choosing drills for metal, you need to start, first of all, from the technological problems that need to be solved with their help. The second important point to take into account is the properties of the material being processed. The following characteristics of drills also deserve attention:
- quality of manufacturing material;
- compliance of the configuration with standard dimensions;
- working segment diameter;
- degree of symmetry of structural elements;
- surface color/shade;
- reputation of the manufacturer;
When choosing drill bits, you also need to take into account the type of device that will be used to create the holes. For example, if it is necessary to drill sockets with a large diameter, low-speed and, at the same time, powerful electric drills are usually used. Accordingly, it is necessary to select drills specifically for such equipment.
Stages and subtleties of drilling holes
When diamond drilling in reinforced concrete, ring bits can be used.
They should be selected according to the base material. When applying liquid, it should flow onto the crown, eliminating the accumulation of dirt. Depending on the strength of the material, a certain speed of work can be achieved. You can drill up to 6 cm per minute. The technology is selected taking into account certain conditions. Dry drilling is used extremely rarely. They resort to it if there is no water intake equipment at hand. Without it, all the liquid will end up on the floor. But the hole diameter also decreases to 20 cm.
Diamond drilling of bricks does not provide for the creation of special conditions. To do this, you need a power supply that will allow you to make holes up to 500 mm in diameter.
In this case, there is no shock impact, there are no destructive vibrations, which is especially important if the work is carried out on the foundation. No chips or cracks appear around the drilling site, and the wall remains completely intact
It is easiest to work with silicate and ceramic products. A more complex option is clinker masonry. It has high strength, and clay particles are sintered during drilling. But even here, a diamond crown will cope with its task.
Before starting work, cover the floor with film or insulating material. When water is used, it can seep into your neighbors. When through drilling, work must be done from two opposite sides. To do this, markings are made on one of the surfaces.
The installation is secured with special anchors. There will be no difficulties if the device must be fixed on strong walls. But if the partitions are lined with plasterboard or the facade is decorated with a ventilated system, it will not be possible to gain a foothold. For work, it will be necessary to remove the cladding in a certain area, only then can work begin. Fastening to ceilings is carried out according to the same principle as to walls. In some cases, you can use a spacer to the floor and ceiling. This allows you to protect the floor finishing from dismantling. But when installing anchors, the surface is damaged.
How to drill
The sequence of drilling stages is indicated in the technological map, and its stages must be strictly followed. But this document does not stipulate important features, knowledge of which will allow this operation to be carried out efficiently. Some of them are listed below. In particular, you need:
- bring the drill to the punched point, waiting until its rotation speed reaches the specified value;
- remove the drill from the hole only when it is rotating. If the electric drill has an option to change the rotation speed, you need to set the minimum speed before doing this;
- control the progress of the cutting procedure. For example, if drilling with the cutting edge is not performed, it is concluded that the hardness of the workpiece material exceeds that of the cutting tool, and the drill requires replacement;
- when work is carried out on CNC machines, it is necessary to control the correctness of the sequence of operations performed - “smart” equipment may fail;
When creating blind holes, it is advisable to use a drill stop to prevent the penetration depth from being exceeded. An ordinary rubber bushing of suitable diameter can perform this function.
The following designations are used in the figure:
- “1” – the drill itself;
- “2” – hole depth limiter;
- “3” – electric drill chuck;
- “4” – specified hole depth;
What is the essence of the drilling operation?
Machining large holes requires high feed force, and this greatly tires the machine operator. Sometimes, when using drills suitable for this type of work, the power of the machine is simply not enough. A rational solution in this situation is to process the hole with several drills of different diameters. Moreover, the length of the transverse edge of one tool should be less than the diameter of the other. The transverse edge does not take part in cutting, therefore, the force required for feeding is reduced. This helps reduce the risk of drill drift.
The diameter of the second tool corresponds to half of the first. This is the only way to evenly distribute the forces generated when feeding two drills and ensure optimal conditions for their wear.
Reaming is a machining method that allows you to obtain precise holes and minimize tool movement from the workpiece axis. Cutting conditions for such operations are calculated in the same way as for drilling.