Purpose of the 3M636 grinding machine
The 3M636 roughing and grinding machine is produced by a Russian machine-building enterprise and is designed to remove the defective layer of material from workpieces on castings, forgings, rolling, stamping and welding workpieces.
In this case, the surfaces of the workpieces are cleaned without shaping them. In terms of accuracy class, the 3M636 roughing and grinding machine complies with the “H” standard, which means that the equipment is excellent for finishing work. This machine is equipped with two 600mm grinding wheels with a width of 75mm, which are driven by a powerful 11kW power motor. The rotation speed of grinding wheels ranges from 955-1425 rpm. In this case, the distance between the centers of the circles is 1025 millimeters.
The 3M636 peeling machine is capable of processing fairly large products. The maximum weight of the workpiece reaches 30 kg, which is enough to perform most of the tasks encountered in a foundry. The unit is equipped with a workbench (worktable) measuring 240x380 mm.
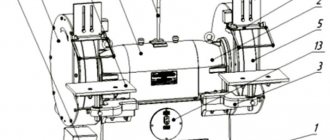
Layout of the main parts of the 3M636 machine
b) - rear view (casing 8 not shown)
List of main parts of the 3M636 roughing machine
- Frame
- Bearing shell
- Brackets for hand rests
- Protective cover
- Grinding wheel
- Lighting lamp
- Helpers
- Protective cover with handles
- Outlet pipe
- Motor mounting plate
- Drive pulley
- Shaft
- Control Panel
- Electrical cabinet
- Brackets for protective screens
- Transparent protective screens
Description of the design of the 3M636 sharpening and grinding machine
On the upper part of the machine body 1 there are bearing housings 2 and a protective casing 8 with handles. The bearings support the shaft 12 on which the drive pulley 11 is mounted. The pulley 11 has the ability to move axially along the drive shaft 12 of the machine. Rotation of the pulley 11 is transmitted by V-belts from an electric motor located inside the housing 1 and fixed to the plate 10. Auxiliary installation movements of the electric motor are made along the horizontal grooves of the plate 10. The belt tension can be adjusted using the vertical grooves of the plate 10. Protective covers 4 are attached to the bearing housings 2 with outlet pipes 9. Inside the casings 4, grinding wheels 5 are fixed on the shaft 12. The brackets 3 are supports for the tool rests, which can be installed at the height required by the operator. The presence of grooves in the hand rests 7 allows you to move them to the desired position.
Protective transparent screens 16 are installed on the brackets 15. The machine operates only with the protective screens 16 lowered.
For stripping (cleaning) cast iron and steel castings, medium-hard (ST2) and hard (T) wheels with a grain size of 20 and 24 units are used. The permissible rotation speed of the wheel when cleaning castings is determined by the peripheral speed in the range of 40-50 m/sec.
The 3M636 machine is intended for operation in UHL climatic conditions for placement category 4 according to GOST 15150. The ambient air temperature in working conditions must be at least 5°C, relative humidity 45÷80%. Illumination of the workplace is not lower than 200 lux. Atmospheric pressure 630÷800 mm Hg. Art.. The time of day is not regulated.
Technical characteristics of the 3M636 grinding machine
| Parameter name | 3M636 | TSh-4.01 (Stankograd) | TS-4 (Stankograd) | TS-4 (Orsha) |
| Basic machine parameters | ||||
| Number of grinding wheels | 2 | 2 | 2 | 2 |
| The largest outer diameter of the circle, mm | 600 | 600 | 400 | 400 |
| Maximum height (width) of the circle, mm | 80 | 50 | 50 | 50 |
| Wheel diameter, mm | 203 | 203 | 203 | 203 |
| Diameter of worn circle, mm | — | — | ||
| Unbalance class | 2/1 | 2/1 | ||
| Height of centers from base, mm | 880 | 900 | 900 | 950 |
| Distance between circles, mm | 920 | |||
| Spidel | ||||
| Rotation speed, rpm | 1500; 980 | 1000 | 1440 | 1440 |
| Maximum cutting speed, m/s | 32 | 30 | ||
| Electrical equipment | ||||
| Power supply | ~380 V 50 Hz | ~380 V 50 Hz | ~380 V 50 Hz | ~380 V 50 Hz |
| Drive electric motor, kW | 7,5; 11,0 | 7,5 | 7,5 | 7,5 |
| Dimensions and weight of the machine | ||||
| Machine dimensions (length width height), mm | 1350 x 960 x 1360 | 1014 x 815 x 1475 | 1014 x 676 x 1301 | 1000 x 620 x 1315 |
| Machine weight, kg | 980 | 570 | 510 | 560 |
- Manual for the 3M636 roughing and grinding machine, Rostov-on-Don, 1971
- Roughing and grinding machine 3M636. Operating manual, KubanZhelDorMash JSC Armavir, 2020
- Alperovich T.A., Konstantinov K.N., Shapiro A.Ya. Design of grinding machines, 1989
- Alperovich T.A., Konstantinov K.N., Shapiro A.Ya. Setup and operation of grinding machines, 1989
- Dibner L.G., Tsofin E.E. Sharpening machines and semi-automatic machines, 1978
- Genis B.M., Doctor L.Sh., Tergan V.S. Grinding on cylindrical grinding machines, 1965
- Kashchuk V.A., Vereshchagin A.B. Grinder's Handbook, 1988
- Kulikov S.I. Honing, 1973
- Lisova A.I. Design, adjustment and operation of metal-cutting machines, 1971
- Loskutov V.V. Metal grinding, 1985
- Loskutov V.V. Grinding machines, 1988
- Lurie G.B. Grinding machines and their adjustment, 1972
- Lurie G.B. Design of grinding machines, 1983
- Menitsky I.D. Universal sharpening machines, 1968
- Mutsyanko V.I. Bratchikov A.Ya. Centerless grinding, 1986
- Naerman M.S., Naerman Ya.M. Guide for training grinders. Textbook for vocational schools, 1989
- Popov S.A. Grinding work, 1987
- Tergan V.S. Grinding on cylindrical grinding machines, 1972
- Shamov B.P. Types and designs of main components of grinding machines, 1965
Bibliography:
Related Links. Additional Information
- Classification and main characteristics of the grinding group
- Repair, restoration and modernization of grinding machines: the American approach
- Cylindrical grinding. Processing on cylindrical grinding machines. Grinding Methods
- Setting up a cylindrical grinding machine when installing parts in centers
- CNC grinding machines
- Marking of grinding wheels
- Testing and checking metal-cutting machines for accuracy
- Grinding machines. Market of grinding machines in Russia
- Directory of grinding machine manufacturers
- Directory of grinding machines
- Directory of factories producing metal-cutting machines
- Articles on the topic
Home About the company News Articles Price list Contacts Reference information Interesting video KPO woodworking machines Manufacturers
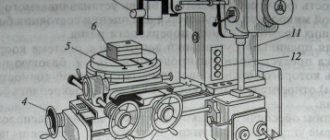
3K12 Arrangement of components of the grinding machine
List of components of the 3K12 grinding machine
- bed 3К12.10.000
- throttle block 3K12.77.000
- hydropanel 3K12.73.000
- feed type selection valve 3K12.74.000
- table 3К12.20.000
- product headstock 3K12.50,000
- installation of automatic switch 3K12.84.000
- pneumatic visual reading device BZ-6060V
- alarm panel 3K12.83.000
- internal grinding spindle ZB12-44-00
- device for internal grinding 3K12.45.000
- grinding head 3K12.40.000
- tailstock 3K12.51.000
- hydraulic panel for hydraulic drive station 3K12.78.000
- electrical cabinet panel 3K12.85.000
- product drive 3K12.88.000
- electrical cabinet 3K12.81.000
- air preparation unit 3K12.15.000
- upper slide 3K12.41.000
- fencing 3К12.21.000
- table hydraulic cylinder 3K12.110.000
- lower slide 3K12.42.000
- installation of feed screw 3K12.61.000
- cooling supply unit 3K12.12.000
- quick approach mechanism 3K12.43.000
- automatic condensate drain valve 3K12.79.000
- hydraulic drive station 3K12.71.000
- pressure gauge valve 3M2.1-C320
- control handle 3K12.75.000
- control panel 3K12.82.000
- spindle lubrication installation 3K12.13.000
- hydraulic system 3K12.70.000
- feed mechanism 3К12.60.000
- manual table movement mechanism 3K12.30.000
- cooling supply pipeline 3K12.14.000
Kinematic diagram of surface grinding machine 3B722
Kinematic diagram of surface grinding machine 3B722
Vertical feed chain of the grinding headstock
Manual feed. The movement from flywheel 35 is transmitted through gears 23, 22, clutch 21, bevel gear pair 20, 19 to nut 18 connected to lead screw IX..
Since the nut is fixed against vertical movement, when it rotates, screw IX will move in the axial direction and move the carriage with the grinding headstock.
Automatic feeding. At the moment of reversing the grinding head, oil is supplied to one or another cavity of the cylinder of the feed mechanism 46 and moves the plunger rack 47. The latter, through the gear 48, rotates the crank 45, which, through the connecting rod 44, turns the lever 43 with the pawl 37 sitting on it at an angle of 40-50° .
The pawl turns the ratchet 25 connected to the flywheel 35. The movement is then transmitted along the chain described above to the screw.
The amount of automatic feed is adjusted by turning the cover 24, as a result of which the pawl 37 can turn the ratchet 25 along the entire path of its movement or part of it. The position of the cover 24 is changed from the handle 30 through gears 28, 27, 29, 26 and a gear sector cut on the cover 24.
To automatically stop the feed after removing the set allowance, a sector 31, 88 mounted on the limb 36 is used. At the same time, it enters the rolling zone of the pawl 37, which begins to slide along it without touching the teeth of the ratchet 25.
When working manually, a hard stop 38 is brought to the “hard stop” by the handle 39, against which at the end of the stroke the stop mounted on the dial 32 rests. The dial is connected to the flywheel 35 by means of a gear lock 33, which is activated by pressing the button 34.
Accelerated movement. An accelerated installation movement is prepared by turning the handle 41. In this case, using a helical groove on the shaft using a lever 49, gear 22 is disengaged from gear 23 and flywheel 35 is disconnected from the feed chain. At the same time, the cam 40 presses the limit switch 42, which unlocks the push-button station for starting the electric motor of the rapid movement mechanism.
When the electric motor is turned on, the movement from the electric motor shaft is transmitted by a silent chain through sprockets 52, 53. Gears 50, 51 to screw IX along the previously discussed chain.
In this case, the grinding head moves up or down.
Grinding headstock cross feed chain
Manual feed. From flywheel 12 through a worm gear (worm 5 - gear 4), rotation is transmitted to rack and pinion gear 2, which is meshed with rack I mounted on the grinding headstock.
To prevent the transmission from breaking when the grinding head is hydraulically moved from the cylinder, worm 5 is disengaged from gear 4 by turning handle II. In this case, the eccentric sleeve is blocked by cam 6 and lever 3, excluding the movement of the grinding head from the hydraulic cylinder when the worm is turned on.
Automatic feeding. When the grinding headstock moves transversely from the hydraulic cylinder, pin 17, mounted on the headstock body, slides along the spiral groove of shaft III, causing it to rotate. Next, through gears 16 and 15, a disk with adjustable stops 13 is driven into rotation. The disk with stops makes almost a full revolution at the maximum transverse passage of the grinding headstock, and the stops, acting on the reversible handle 14, rotate it together with the roller and the lever 9 sitting on it. The lever with one of its fingers acts (when reversing the grinding headstock) alternately on the limit switches 7 and 10, which give the command for vertical automatic feed, and with the other finger it switches lever 8, connected to the reversing spool of the grinding headstock reverse hydraulic box.
Handle 14 can also be used to manually reverse the grinding headstock.
Grinding head drive. The grinding wheel spindle receives rotational motion through a coupling from a flange-mounted electric motor with a power of 10 kW at 1460 rpm.
Grinding and grinding machine 3M636
On the market you can find a variety of offers of grinding equipment. But the 3M636 machine is the most common.
Double-sided sharpening machine 3M636
3M636 is designed for cleaning and roughening parts in industrial environments. Its excellent performance has resulted in high market demand. It is called a standard that confirms reliability.
In terms of class accuracy, this equipment is classified as standard “H”, and this becomes evidence that the described technique is used for the final finishing option. This machine was equipped with a pair of 60-centimeter grinding discs with a width of 7.5 cm. They are driven by a seven-kilowatt powerful motor. Grinding discs of version 3M636 rotate at speeds from 950 -1420 rpm. The distance between their centers is 102.5 cm.
3M636 machines can process fairly large castings. The maximum weight of a part can be 30 kg. This is quite enough to complete all the tasks that need to be solved in foundry production.
Grinding and grinding machine Factory 3M636
The 3M636 type roughing and grinding machine is capable of processing fairly large products. The maximum workpiece weight reaches 30 kg, which is enough to perform most tasks encountered in a foundry. The device is equipped with a small work table 110x200 mm. The 3M636 type grinding and grinding machine is designed for cleaning and roughening castings in a production workshop. Thanks to its worthy performance characteristics, it has gained popularity in the market and has become the standard of reliability and performance.
Rough grinding is used to remove the defective layer of material from workpieces on castings, forgings, rolling, stamping and welding workpieces. In this case, the surfaces of the workpieces are cleaned without shaping them.
To increase the efficiency of rough grinding, a sharp increase in the volume of metal removed per unit time is used at high operating speeds, longitudinal feed rates and high clamping forces in the processing zone. This makes it possible to reduce the overall allowances for mechanical processing of heat-treated workpieces of increased hardness, and in some cases eliminate milling, planing, and fire cleaning when removing allowances of up to 10 mm or more per pass. This method of high-speed rough grinding is widely used in mechanical engineering when processing workpieces by grinding without preliminary turning, in the metallurgical and foundry industries when preparing and finishing rolled products, and cleaning castings. With this method of rough grinding, a line of special rough grinding machines is used, operating at an operating speed of 60-80 m/s, a longitudinal feed speed of up to 60 m/min, a clamping force of 6000-10000 N, and a main drive power of 75-160 kW. To operate on these machines, hot-pressed grinding wheels with outer diameters of 500, 600 and 800 mm are produced from zirconium electrocorundum with grain sizes of 160, 200 and 250.
The effectiveness of casting processing depends on the speed of action of the abrasive tool and the forces with which the abrasive tool acts on the surface of the casting. The higher the cutting speed and force, the more efficient the machining process. Processing efficiency is measured by the amount of metal removed from the casting per unit of time (usually per minute). The higher quality the casting is made, i.e., the fewer fills, tides and burns it has, the less labor intensive the processing of rough rough grinding.
For stripping (cleaning) cast iron and steel castings, medium-hard (ST2) and hard (T) wheels with a grain size of 20 and 24 units are used. The permissible rotation speed of the wheel when cleaning castings is determined by the peripheral speed in the range of 40-50 m/sec.
Roughing and grinding machines for processing castings are divided into portable or hand-held mechanized tools, stationary, suspended and special.
In terms of accuracy class, the 3M636 type roughing and grinding machine, which has proven itself in Russia and the post-Soviet countries, meets the “H” standard, which means that the equipment is excellent for finishing work. This machine is equipped with two 600mm grinding wheels with a width of 75mm, which are driven by a powerful 7kW power motor. The rotation speed of grinding wheels ranges from 955-1425 rpm. In this case, the distance between the centers of the circles is 1025 millimeters.
Unit features
The bed is made of cast iron. All important elements are located inside the part. Access is provided through a special window in the front part, which is closed with a special lid.
To fix the wheels on the spindle, adapter flanges with three crackers on the outside are used, which help with balancing.
The instruction manual prohibits operating the machine without protective covers made of steel.
The casing is equipped with two visors made of organic glass. To collect dust that is generated during the processing process, retractable dampers and dust collectors connected to the hood are used. This helps reduce dust accumulation by up to 40% during roughing and grinding work.
Transparent screens with protective functions are equipped with lighting using a lamp. The passport recommends using 41.6 W lamps in this case.
To change the circles, no additional effort is required; you just need to fold back the side of the metal protection.
The set of the grinding and grinding machine model 3K634 includes:
- turntable;
- handyman
These elements allow sharpening of turning cutters up to 100 mm high. During operation of the 3K634, strong vibration occurs, which requires specialists to be fully aware of the load-bearing capacity and strength of the floor covering. Before installation, a proper installation plan must be developed.
Features of the machine 3B634
To impart rotational motion to the working circles of the sharpening and grinding machine of this model, a two-speed electric motor is used, which is installed in the inner part of the working head. The electric motor shaft protruding from both sides of its covers simultaneously plays the role of an equipment spindle.
View from the machine spindle side
To ensure the stability of the protruding parts of the electric motor shaft and give them precise rotation, ball bearing supports are mounted in the covers of the working head. The main structural elements of such supports are high-precision angular contact ball bearings, in which axial play is additionally selected. There are sealing elements on both sides of the bearings: axial labyrinth (on the outside) and with grease grooves (on the inside).
The electric motor of sharpening and grinding equipment is subject to strong heating during operation, so it must be effectively cooled. In the 3B634 machine, such cooling is provided by air that circulates through the internal cavity of the frame and freely penetrates into the working head through the windows in its supporting part.
The characteristics of the sharpening and grinding machine of this model provide for the possibility of using it not only as sharpening equipment, but also for performing belt grinding and polishing work.
In order to provide such functionality, the 3B634 design provides for the possibility of attaching additional devices, for which special trunnions are mounted on the covers of the working head. With the help of such trunnions, in addition, the fixation of the protective casings of sharpening and grinding equipment is ensured. To securely fix the working head on the equipment frame, studs are used.
Machine Specifications
All structural elements of the grinding and grinding machine of this model are fixed on its frame, which is made of cast iron. The inner part of the frame is hollow; it houses electrical equipment mounted in a separate cabinet. Access to the electrical equipment of the grinding and grinding machine is provided by an opening in the front part of the bed, closed with a sealed lid.
To perform sharpening and other metalworking operations on the machine, wheels with a flat straight profile (400x50x203) and flat wheels with a recess (400x60x203) can be used. To fix the working wheels, adapter flanges are used, which are fixed to the machine spindle, which has a conical shape.
Working wheels on sharpening and grinding machines must be balanced after they are installed; for this purpose, there are three crackers on the outer part of the adapter flanges.
To ensure the safety of performing work on a grinding and grinding machine of this model, its working circles are protected with special casings made of sheet steel. In addition, the design of the machine includes special dust collectors connected to an exhaust system, which makes it possible to collect up to 40% of the dust created during work.
The machine is equipped with an exhaust system
Access of the workpiece to the surface of the working circle is ensured by the presence of openings in the protective covers. Transparent protective screens attached to the top of the casings make it possible to safely observe the processing process. Such screens, made integral with powerful lamps, can be rotated 15 degrees relative to the horizontal axis, which further increases the convenience of working on the sharpening and grinding equipment of this model.
The machine in question is very convenient for sharpening turning tools, since its design includes a rotary table and a tool rest. Thanks to movement along curved guides, the rotary table of a sharpening and grinding machine can even occupy an inclined position relative to the end of the working wheel. The movements of the rotary table, which occur in the horizontal plane, make it possible to easily compensate for the wear of the working circle.
The tool rest for sharpening and grinding equipment of this model has two working surfaces – flat and curved. They are used, respectively, when grinding parts with a flat and curved reference plane.
The right hand rest of the machine is equipped with a rotating device that allows you to change the angle of inclination of the supporting surface
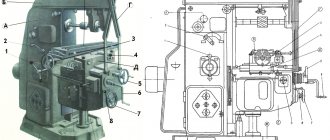
Location of controls for the 3M151 grinding machine
Location of controls for grinding machine 3m151
Control panel for grinding machine 3m151
List of controls for the 3M151 grinding machine
- Input circuit breaker
- Handle for turning on the automatic feed of the grinding head
- Dial for setting allowance for finishing grinding
- Dial for setting the total amount of allowance for grinding
- Coolant release handle
- Lamp switch
- Hard stop activation handle
- Manual cross feed handwheel
- Cross feed dial clamp screw
- Rough feed speed control knob
- Finish feed speed control handle
- Remote Control
- Tailstock quill clamp handle
- Handle for manual retraction of the tailstock quill
- Tailstock quill tension adjustment handle
- Hydropanel
- Tailstock quill hydraulic release pedal
- Flywheel for manual table movement
- Upper table rotation screw
- Signal lamp "Network on"
- Signal lamp "Lack of lubrication" of the spindle bearings of the grinding headstock
- Signal light "Forced feed"
- Signal light "Rough feed"
- Signal light "Finish feed"
- Signal light "Nursing"
- Checking the serviceability of signal lamps
- Product speed indicator
- Grinding wheel drive motor load indicator
- Machine operation cycle switch (adjustment - semi-automatic)
- Switch to start and stop rotation of the product
- Grinding method switch (longitudinal, plunge grinding)
- Manual cross feed clutch switch (on/off)
- Grinding type switch (with active control device - all the way)
- Feed rate adjustment switch (feed off, boost feed, roughing feed, finishing feed, feed off)
- Periodic feed switch (feed every table move, left feed, right feed)
- Switch for the number of nursing strokes
- Product rotation speed regulator for rough grinding
- Regulator of product rotation speed during finishing grinding
- Starting the grinding wheel
- Starting rotation of the product
- Turning off product rotation
- Moving the grinding head forward
- Moving the grinding head back
- General stop
- Starting the hydraulic pump
- Push micron feed
- Regulator of the time relay for curing during plunge-cut grinding
- Table reverse lever
- Throttle for regulating the speed of hydraulic movement of the table during rough grinding
- Handle for quick approach (tilt the handle toward you), retract (tilt the handle away from you) of the grinding headstock, start moving the table from the hydraulic drive when grinding (towards you and to the right) and dressing the wheel (towards you and to the left), moving the table to the right (away from you and to the left) to the right) and to the left (away from you and to the left) with the grinding head retracted
- Throttle for regulating the speed of hydraulic movement of the table during finishing grinding
- Throttle for regulating the speed of hydraulic movement of the table when straightening
- Table reverse delay control throttle on the left
- Table reverse delay control throttle on the right
DATA SHEET (manual, documentation) FOR GRINDING MACHINES
| .DOWNLOAD THE MACHINE PASSPORT FOR FREE: 2M112 NS-12A 16K20 .1D63A |
MACHINE PASSPORT:
A passport is the main technical document containing data characterizing the machine, recommendations for installing it and caring for it. The passport indicates the main dimensions of the machine , spindle and table speeds, feed rates, the maximum permissible torque on the spindle and power . It contains information about the main accessories and devices for the machine, about the drive, hydraulic mechanisms, machine control circuit , about eliminating defects during operation, provides electrical and hydraulic circuits, kinematic diagram , specification of bearings, gears, electric motors, spools, valves and others devices. The passport is used by the workshop technologist as a document for assigning processing modes, selecting devices, and planning the placement of the machine in the workshop. The passport is also necessary for mechanics and power engineers as a guide to the operation and repair of the machine; It contains data on repairs and modernization carried out. During the operation of the machine, various malfunctions may arise, which can be eliminated by the worker himself or reported to a repairman. Instructions on methods for correcting defects are given in the passport.
MACHINE DATA SHEET:
a “Machine Operation Manual” by the manufacturer . “ Manual ” contains: a brief description of the purpose and scope of the machine; instructions for moving (transporting), unpacking and installing the machine (with a drawing of the foundation); description of the design of the main assembly units (assemblies) of the machine; instructions for starting and servicing the machine; electrical equipment passport and electrical diagram of the machine. A separate component of the manual is the machine PASSPORT , drawn up on special standard forms. The passport contains: basic machine data (characteristics); specification of assembly units (assemblies) of the machine; table of the main parameters of gears, worms, screws and nuts; kinematic diagram of the machine ; a table of the mechanics of the main movement (the position of the handles and the corresponding spindle speeds, the highest permissible torques, powers, efficiency, indications of weak links); table of the feed mechanism (position of the handles and corresponding feed values), layout and specification of bearings. The “Manual” contains drawings of the most frequently replaced machine parts. The machine operator begins familiarizing himself with the new machine by studying the machine’s passport and the “ Machine Operation Manual” . These documents are also used when repairing and adjusting the machine, changing lubricants, upgrading the machine or installing special devices on it.
Roughing and grinding machines
The main function of a traditional roughing and grinding machine lies in its name. The intended purpose of such machines is the same, but despite this, they are divided into the following types:
Further details about them:
- Stationary. This category is represented by single- and double-sided peeling units, which are used for finishing small parts. This type of grinding equipment is divided into radial grinding and facing subtypes. The first type is very popular. This is facilitated by its characteristics, among which it is necessary to highlight multifunctionality. The set of such a grinding machine included abrasive wheels with a diameter from 40 to 75 cm. Their grinding intensity varies from 4 to 50 m/s.
- Hanging. This type of roughing and grinding machine is used for finishing medium and large-sized castings. The distinctive characteristics of this machine are that it is suspended. This allows you to unfold a large structure, raise and lower it without much physical effort. A distinctive feature in this case is the high power of the built-in electrical units and the large size of the abrasive ring. Accordingly, the performance indicator of this configuration is quite large.
- Special. This grinding-grinding branch is used by automatic and semi-automatic machines. It should be noted that they are used in the mass production of parts.
In a special roughing and grinding machine, a significant number of actions are performed automatically. A person is only required to install a “rough” version of the workpiece and then remove it after processing.
Model features
This tool is designed for cleaning and roughing castings in a production workshop. Thanks to its worthy performance characteristics, it has gained popularity in the market and has become the standard of reliability and performance.
In terms of accuracy class, this unit complies with the “H” standard, which means that the equipment is excellent for finishing work. This machine is equipped with two 600mm 75mm wide grinding wheels, which are driven by a powerful 7kW power motor. The rotation speed of grinding wheels ranges from 955-1425 rpm. In this case, the distance between the centers of the circles is 1025 millimeters.
The 3M636 roughing and grinding machine is capable of processing fairly large products. The maximum workpiece weight reaches 30 kg, which is enough to perform most tasks encountered in a foundry. The device is equipped with a small desktop 110x200 mm. At the same time, the dimensions of the machine itself are 1275x750x1350 millimeters, and the weight is 860 kg. Of course, with such parameters, transporting equipment from one workshop to another will cause a lot of trouble, which must be taken into account when purchasing.
Results
Nowadays, a craftsman should not have any problems choosing a suitable roughing and grinding machine. The market offers a wide range of different special, stationary or suspended units. Those who are limited by budget can be advised to pay attention to used Soviet equipment, such as the 3M636 model. If you are interested in more innovative machine tools, it makes sense to choose among European and Asian machines, which are superior to domestic engineering solutions in many respects.
Hanging machine
The overhead roughing and grinding machine is used for processing medium and large sized metal castings. A special feature of these machines is that they are suspended, which makes it possible to rotate the massive structure in a vertical plane around its axis, as well as lift and lower it without applying significant effort.
Suspended machines are distinguished by the high power of built-in electrical units, as well as the large dimensions of the abrasive wheel. Of course, with such a “set” the labor productivity of the master is quite high.
Device classification
There are different designs of grinding machines on the market. There are three main groups of devices.
Stationary - such units are used for processing small workpieces.
But grinding on the market is available one-sided and two-sided. This group includes a radial sharpening device - it is more popular because it performs many functions, a trimming device. Stationary equipment is equipped with grinding wheels, the diameter of which ranges from 40–75 cm.
Suspended units - with its help medium and large workpieces are processed. The device does not stand on the floor, but is suspended. It is more convenient, since it can be turned in any direction; such manipulation makes the grinding of parts better. In addition, working with a suspended device is physically easier. It is equipped with a larger abrasive wheel and also has higher power.
Special – these include semi-automatic and automatic units. More often they are used in mass production of blanks. Fully automated devices can do without direct human intervention. They are more productive, you just need to set the appropriate settings.
Today, the industry produces mobile machines that are more convenient to use and help increase productivity.
But the better the casting of the part, the less effort will be required to polish it.
General layout of internal grinding machines 3K227A and 3K225A
The machines consist of components indicated in general views and listed in the list.
The layout of the machines is visible from general views showing the location of the main components.
Both machines 3K227A and 3K225A are widely unified. A number of nodes are exactly the same or have minor differences. These include a cross-feed mechanism, a face grinding device, a straightening apparatus, and an end stop.
The machine bed serves as the basis for installing and fastening the main components of the machine. In the upper plane of the frames, longitudinal steel hardened guides are installed: V-shaped and flat, and there is also a bath for collecting and draining the coolant. The hydraulic control equipment is located in the front niche of the frames. The niche is closed with a lid, on the front side of which the machine controls are located.
The table makes a reciprocating movement from a hydraulic cylinder. Adjustment movement of the table is carried out manually from the flywheel for manual movement of the table, located on the front side of the frame. Reversing the table during grinding and straightening is carried out by stops fixed on the front side and acting on the reverse hydraulic panel.
The bridge is installed to the left from the upper plane of the frame (see Fig. 7, 8, 9). In the machine mod. The 3K227A bridge has transverse sliding guides along which, with the help of a screw, the slide carrying the headstock of the product can move during adjustment. In the machine mod. The ZK225A bridge has transverse rolling guides, on which the slide carrying the headstock of the product moves with the help of a ball pair from the transverse feed mechanism.
The headstock of the product (see Fig. 10) by means of a worm pair, sprocket and chain can be rotated on the plane of the slide at an angle of up to 45°, which makes it possible to grind conical holes. The front spindle support is a double row roller bearing with a tapered bore. The rear support is based on double preloaded bearings. The through hole of the product spindle is used for the coolant pipeline or for the rod of the product clamping mechanism when using special chucks. The spindle drive of the product with stepless rotation speed control is carried out from a DC electric motor through a belt drive.
An end grinding device with an end grinding spindle (see Fig. 11, 12, 13, 14, 15) allows you to grind the outer end of a product from one setup with grinding of both cylindrical and conical holes.
The rotation of the bracket carrying the end spindle into the working and non-working position is carried out in the machine mod. 3K227A, hydraulically when turning the crane 37, in the machine mod. 3K227A - manually using handle 130. Feeding of the face grinding wheel for plunging is carried out manually by turning the handwheel 88.
The grinding headstock (see Fig. 16) is installed on the upper plane of the table, has transverse rolling guides along which slides move, carrying a stand with an internal grinding spindle, and an electric motor that rotates the grinding wheel through a flat belt drive.
In the machine mod. The 3K227A stand with a pneumatic spindle is installed directly on the machine table and has no lateral movement.
The air spindle power supply panel is installed on the right side of the frame.
The cross-feed mechanism (see Fig. 17), installed on the front of the grinding headstock in the machine mod. 3K227A on the front of the bridge in the machine mod. 3K227A, provides transverse movement of the grinding wheel in the machine mod. 3K227A and products in the machine mod. 3K225A.
The adjustment movement is carried out from the flywheel 29, the dosed feed is from the handle 27 and the mechanical intermittent feed for each double stroke of the table is from the cylinder 113.
The cross-feed mechanism has a device 32 for automatically turning off the feed and retracting the table to its original position after removing the set allowance amount.
The end stop, installed on the machine bed and table, is designed for longitudinal feed of the table for plunge-in when grinding the inner end of the product with the end of the internal grinding wheel. Fine longitudinal feed is carried out manually by turning the dial.
A coolant tank with an electric pump, a magnetic separator and a conveyor filter is installed to the left of the machine bed and is used to clean the coolant from sludge.
The hydraulic drive pumping station and electrical cabinet with electrical equipment are installed at the rear of the machine bed.
Power supply system for electrical equipment of the 3G71M machine
The machine is connected to a three-phase alternating current network with a voltage of ~380 V, a frequency of 50 Hz.
- Asynchronous squirrel-cage electric motors M1-M3, M5, M6, M8 and transformer TP3 are supplied with a voltage of 380 V alternating three-phase current.
- The electric motor M7 is supplied with a voltage of ~220 V alternating three-phase current, taken from the transformer Tr3.
- The control circuit and electromagnet EM1 are supplied with a voltage of ~110 V AC from transformer Tr2.
- The local lighting bracket LI is supplied with ~24 V AC voltage from transformer Tr2.
- The signaling equipment L2 and L3 is supplied with a voltage of ~5 V AC from the transformer Tpl.
- The electromagnetic device is supplied with 110 V DC voltage through the rectifier D11. The DC control circuits operate from the voltage taken from the D10 rectifier, the input of which is supplied with a 36 V AC voltage from the Tpl transformer.
- The contactless limit switch VB2 is powered by a constant voltage taken from the rectifier D26, the input of which is supplied with a voltage of 31 V from the windings of the 36 V and 5 V transformer Tpl, connected in opposite directions.
Technical characteristics of roughing and grinding machines
In terms of accuracy class, the 3M636 type roughing and grinding machine, which has proven itself in Russia and the post-Soviet countries, meets the “H” standard, which means that the equipment is excellent for finishing work. This machine is equipped with two 600mm grinding wheels with a width of 75mm, which are driven by a powerful 7kW power motor. The rotation speed of grinding wheels ranges from 955-1425 rpm. In this case, the distance between the centers of the circles is 1025 millimeters.
The 3M636 type roughing and grinding machine is capable of processing fairly large products. The maximum workpiece weight reaches 30 kg, which is enough to perform most tasks encountered in a foundry. The device is equipped with a small work table 110x200 mi
3M636 Roughing and grinding machine with two wheels on a stand. Purpose, scope
3M636 roughing and grinding machine is designed for cleaning and roughing castings in a production workshop, as well as for performing metalwork work - removing burrs, chamfers, peeling sprues, for sharpening metal-cutting woodworking and other tools (drills, cutters, knives).
When using appropriate tools, they can be used for grinding and polishing parts.
General layout of the 3M636 grinding machine
For stripping (cleaning) cast iron and steel castings, medium-hard (ST2) and hard (T) wheels with a grain size of 20 and 24 units are used.
3M636 type roughing and grinding machine complies with the “H” standard - this means that this equipment is excellent for finishing work.
3M636 machine is equipped with two 600 mm grinding wheels with a width of 75 mm, which are driven by a powerful 11 kW motor.
The rotation speed of grinding wheels ranges from 955-1500 rpm. In this case, the distance between the centers of the circles is 1025 mm.
3M636 roughing and grinding machine is capable of processing fairly large products - the maximum workpiece weight is 30 kg.
For operator convenience, the machine is equipped with a small work table 110 x 200 mm.
Grinding wheel type PP according to GOST 2424-83, GOST R 52781-2007, GOST R 52588-2011 on a ceramic bond.
3M636 machine is manufactured in accordance with the requirements of TU 3813-084-00210757-2016 “Roughing and grinding machine”.
Location of the main components of the 3M636 roughing and grinding machine
Photo of the 3M636 roughing and grinding machine
Photo of the 3M636 roughing and grinding machine
Photo of the 3M636 roughing and grinding machine
Information about the manufacturer of the surface grinding machine 3B722
The manufacturer of the 3B722 surface grinding machine is the Lipetsk Machine Tool Plant, founded in 1929.
In 1956, the tractor repair plant was reoriented to produce machine tools and renamed the Lipetsk Machine Tool Plant.
Machines model 3B722 B are typical representatives of the range of surface grinding machines with a rectangular table of medium size and allow processing flat surfaces of a wide variety of parts with micron precision. When using additional devices, these machines can also process shaped surfaces.
Machine tools produced by the Lipetsk Machine Tool Plant, LSZ
- 3B722
- surface grinding machine with a horizontal spindle 320 x 1000 - 3D722
- surface grinding machine with a horizontal spindle 320 x 1000 - 3L722V, 3L722A
- surface grinding machine with a horizontal spindle 320 x 1000 - 3P722
- surface grinding machine with a horizontal spindle 320 x 1000; 320 x 1250; 320 x 1600