Назначение шлифовального станка 3М636
Обдирочно-шлифовальный станок 3М636 выпускается российским машиностроительным предприятием и предназначен для удаления с заготовок дефектного слоя материала на отливках, поковках, заготовках прокатки, штамповки и сварки. При этом производится зачистка поверхностей заготовок без их формообразования.
По классу точности обдирочно-шлифовальный станок 3М636 соответствует стандарту «Н», что говорит о том, что оборудование отлично подходит для чистовых работ. Этот станок укомплектован двумя 600-миллиметровыми шлифовальными кругами шириной 75 миллиметров, которые приводятся в движение мощным 11- киловатным силовым двигателем. Скорость вращения шлифовальных кругов колеблется в пределах 955-1425 оборотов в минуту. При этом расстояние между центрами кругов составляет 1025 миллиметров.
Обдирочный станок модели 3М636 способен обрабатывать достаточно крупные изделия. Максимальный вес заготовки достигает 30 кг, что достаточно для выполнения большинства возникающих в литейном цеху задач. Агрегат укомплектован подручником (рабочим столом) размерами 240х380 мм.
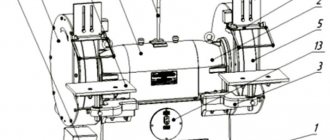
Схема расположения основных частей станка 3М636
б) — вид сзади (кожух 8 не показан)
Перечень основных частей обдирочного станка 3М636
- Корпус
- Корпус подшипника
- Кронштейны для подручников
- Защитный кожух
- Шлифовальный круг
- Лампа освещения
- Подручники
- Защитный кожух с ручками
- Отводящий патрубок
- Установочная плита электродвигателя
- Приводной шкив
- Вал
- Панель управления
- Электрошкаф
- Кронштейны для защитных экранов
- Прозрачные защитные экраны
Описание конструкции точильно-шлифовального станка 3М636
На верхней части корпуса 1 станка установлены корпуса подшипников 2 и защитный кожух 8 с ручками. Подшипники являются опорами для вала 12, на котором установлен приводной шкив 11. Шкив 11 имеет возможность осевого перемещения вдоль приводного вала 12 станка. Вращение шкиву 11 передается клиновыми ремнями от электродвигателя, расположенного внутри корпуса 1 и закрепленного на плите 10. Вспомогательные установочные перемещения электродвигателя производятся по горизонтальным пазам плиты 10. Регулирование натяжения ремней можно производить, используя вертикальные пазы плиты 10. На корпусах подшипника 2 закреплены защитные кожухи 4 с отводящими патрубками 9. Внутри кожухов 4 на валу 12 закреплены шлифовальные круги 5. Кронштейны 3 являются опорами для подручников, которые могут быть установлены на требуемой оператору высоте. Наличие пазов в подручниках 7 позволяет перемещать их в нужное положение.
На кронштейны 15 устанавливаются защитные прозрачные экраны 16. Станок работает только при опущенных защитных экранах 16.
Для обдирки (зачистки) чугунных и стальных отливок применяются круги средней твердости (СТ2) и твердые (Т) с зернистостью 20 и 24 единицы. Допускаемая скорость вращения круга при зачистке отливок определяется окружной скоростью в интервале 40—50 м/сек.
Станок 3М636 предназначен для эксплуатации в климатических условиях УХЛ для категории размещения 4 по ГОСТ 15150. Температура окружающего воздуха в рабочих условиях должна быть не ниже 5°С, относительная влажность 45÷80%. Освещенность рабочего места не ниже 200 люкс. Атмосферное давление 630÷800 мм рт. ст.. Время суток не регламентируется.
Технические характеристики точильного шлифовального станка 3М636
| Наименование параметра | 3М636 | ТШ-4.01 (Станкоград) | ТШ-4 (Станкоград) | ТШ-4 (Орша) |
| Основные параметры станка | ||||
| Количество шлифовальных кругов | 2 | 2 | 2 | 2 |
| Наибольший наружный диаметр круга, мм | 600 | 600 | 400 | 400 |
| Наибольшая высота (ширина) круга, мм | 80 | 50 | 50 | 50 |
| Посадочный диаметр круга, мм | 203 | 203 | 203 | 203 |
| Диаметр изношенного круга, мм | — | — | ||
| Класс неуравновешенности | 2/1 | 2/1 | ||
| Высота центров от основания, мм | 880 | 900 | 900 | 950 |
| Расстояние между кругами, мм | 920 | |||
| Шпидель | ||||
| Частота вращения, об/мин | 1500; 980 | 1000 | 1440 | 1440 |
| Максимальная скорость резания, м/с | 32 | 30 | ||
| Электрооборудование | ||||
| Питающая сеть | ~380 В 50 Гц | ~380 В 50 Гц | ~380 В 50 Гц | ~380 В 50 Гц |
| Электродвигатель привода, кВт | 7,5; 11,0 | 7,5 | 7,5 | 7,5 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1350 х 960 х 1360 | 1014 х 815 х 1475 | 1014 х 676 х 1301 | 1000 х 620 x 1315 |
| Масса станка, кг | 980 | 570 | 510 | 560 |
- Руководство к обдирочно-шлифовальному станку 3М636, Ростов-на-Дону, 1971
- Станок обдирочно-шлифовальный 3М636. Руководство по эксплуатации, КубаньЖелДорМаш АО г. Армавир, 2020
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики шлифовальной группы
- Ремонт, восстановление и модернизация шлифовальных станков: американский подход
- Круглое шлифование. Обработка на круглошлифовальных станках. Методы шлифования
- Наладка круглошлифовального станка при установке деталей в центрах
- Шлифовальные станки с ЧПУ
- Маркировка шлифовальных кругов
- Испытания и проверка металлорежущих станков на точность
- Шлифовальные станки. Рынок шлифовальных станков в России
- Справочник заводов производителей шлифовальных станков
- Справочник шлифовальных станков
- Справочник заводов производителей металлорежущих станков
- Статьи по теме
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
3К12 Расположение составных частей шлифовального станка
Перечень составных частей шлифовальным станком 3К12
- станина 3К12.10.000
- блок дросселей 3К12.77.000
- гидропанель 3К12.73.000
- кран выбора вида подачи 3К12.74.000
- стол 3К12.20.000
- бабка изделия 3К12.50,000
- встройка выключателя автоматического 3К12.84.000
- отсчетное устройство пневматическое визуальное БЗ-6060В
- панель сигнализации 3К12.83.000
- шпиндель внутреннего шлифования ЗБ12-44-00
- приспособление для внутреннего шлифования 3К12.45.000
- бабка шлифовальная 3К12.40.000
- бабка задняя 3К12.51.000
- гидропанель станции гидропривода 3К12.78.000
- панель электрошкафа 3К12.85.000
- привод изделия 3К12.88.000
- электрошкаф 3К12.81.000
- блок подготовки воздуха 3К12.15.000
- салазки верхние 3К12.41.000
- ограждение 3К12.21.000
- гидроцилиндр стола 3К12.110.000
- салазки нижние 3К12.42.000
- встройка винта подачи 3К12.61.000
- установка подачи охлаждения 3К12.12.000
- механизм быстрого подвода 3К12.43.000
- клапан автоматического сброса конденсата 3К12.79.000
- станция гидропривода 3К12.71.000
- кран манометра 3M2.1-C320
- рукоятка управления 3К12.75.000
- пульт управления 3К12.82.000
- установка смазки шпинделя 3К12.13.000
- система гидравлики 3К12.70.000
- механизм подачи 3К12.60.000
- механизм ручного перемещения стола 3К12.30.000
- трубопровод подачи охлаждения 3К12.14.000
Кинематическая схема плоскошлифовального станка 3Б722
Кинематическая схема плоскошлифовального станка 3Б722
Цепь вертикальной подачи шлифовальной бабки
Ручная подача. Движение от маховика 35 передается через шестерни 23, 22, муфту 21, коническую пару шестерен 20, 19 на гайку 18, связанную с ходовым винтом IX..
Так как гайка зафиксирована от вертикального перемещения, то при ее вращении винт IX будет перемещаться в осевом направлении и передвигать каретку со шлифовальной бабкой.
Автоматическая подача. В момент реверса шлифовальной бабки масло подается в ту или иную полость цилиндра механизма подачи 46 и перемещает плунжер-рейку 47. Последняя через шестерню 48 вращает кривошип 45, который черев шатун 44 поворачивает на угол 40-50° рычаг 43 с сидящей на нем собачкой 37.
Собачка поворачивает храповик 25, соединенный с маховиком 35. Далее движение передается по описанной выше цепи к винту.
Регулирование величины автоматической подачи осуществляется поворотом перекрышки 24, в результате чего собачка 37 может поворачивать храповик 25 на всем пути своего движения или на части его. Изменение положения перекрышки 24 осуществляется от рукоятки 30 через шестерни 28, 27, 29, 26 и зубчатый сектор, нарезанный на перекрышке 24.
Для автоматического прекращения подачи после снятия установленного припуска служит сектор 31, 88 крепленный на лимбе 36. При этом он входит в зону качения собачки 37, которая начинает скользить по нему, не задевая зубьев храповика 25.
При работе вручную до “жесткого упора” рукояткой 39 подводится жесткий упор 38, в который упирается в конце хода упор, закрепленный на лимбе 32. Лимб связан с маховиком 35 посредством зубчатого фиксатора 33, включение которого производится нажатием кнопки 34.
Ускоренное перемещение. Ускоренное установочное перемещение подготавливается поворотом рукояти 41. При этом при помощи винтовой канавки на валу рычагом 49 шестерня 22 выводится из зацепления с шестерней 23 и маховиком 35 отключается от цепи подачи. Одновременно кулачок 40 нажинает на конечный выключатель 42, который разблокирует кнопочную станцию пуска электродвигателя механизма ускоренного перемещения.
При включении электродвигателя движение от вала электродвигателя передается бесшумной цепью через звездочки 52, 53. шестерни 50, 51 на винт IX по рассмотренной ранее цепи.
При этом шлифовальная бабка перемещается вверх или вниз.
Цепь поперечной подачи шлифовальной бабки
Ручная подача. От маховика 12 через червячную передачу (червяк 5 – шестерня 4) вращение передается реечной шестерне 2, которая находится в зацеплении с рейкой I, укрепленной на шлифовальной бабке.
Для того, чтобы при гидравлическом перемещении шлифовальной бабки от цилиндра не произошла поломка передачи, червяк 5 выводится из зацепления с шестерней 4 путем поворота рукоятки II. При этом эксцентриковая гильза кулачком 6 и рычагом 3 осуществляет блокировку, исключая перемещение шлифовальной бабки от гидроцилиндра при включенном червяке.
Автоматическая подача. При поперечном перемещении шлифовальной бабки от гидроцилиндра палец 17, укрепленный на корпусе бабки, скользит по спиральному пазу вала III, заставляя его вращаться. Далее через шестерни 16 и 15 приводится во вращение диск с переставляемыми упорами 13. Диск с упорами при максимальном поперечном проходе шлифовальной бабки делает почти полный оборот, и упоры, воздействуя на реверсивную рукоятку 14, поворачивают ее вместе с валиком и сидящим на нем рычагом 9. Рычаг одним из своих пальцев воздействует (при реверсе шлифовальной бабки) поочередно на конечные выключатели 7 и 10, которые дают команду на вертикальную автоматическую подачу, а другим пальцем переключает рычаг 8, связанный с реверсивным золотником гидрокоробки реверса шлифовальной бабки.
Рукояткой 14 можно произвести также и ручной реверс шлифовальной бабки.
Привод шлифовальной бабки. Шпиндель шлифовального круга получает вращательное движение через муфту от фланцевого электродвигателя мощностью 10 кВт при 1460 оборотов в мину.
Точильно-шлифовальный станок 3М636
На рынке можно встретить разнообразные предложения шлифовального оборудования. Но, станок 3М636 является наиболее распространенным.
Двухсторонний заточной станок 3М636
3М636 разработан для очистки и обдирок деталей в условиях производственных предприятий. Его отличные эксплуатационные характеристики привели к высокому рыночному спросу. Он носит название эталона, подтверждающего надежность.
По классовой точности это оборудование относят к стандарту «Н», а это становится свидетельством того, что описываемую технику применяют для чистового варианта отделок. Такой станок укомплектовали парой 60 –ти сантиметровых шлифдисков с шириною на 7,5 см. Их приводит в движение семи-киловаттный мощный мотор. Шлифовальные диски варианта 3М636 вращаются со скоростью от 950 -1420 об/мин. Дистанция между их центрами равняется 102,5 см.
Станки 3М636 могут обделывать довольно габаритное литье. Максимальный показатель веса детали может равняться 30 кг. Этого вполне хватает для произведения всех задач, которые нужно решить в литейном производстве.
Станок точильно-шлифовальный Завод 3М636
Обдирочно-шлифовальный станок типа 3М636 способен обрабатывать достаточно крупные изделия. Максимальный вес заготовки достигает 30 кг, чего достаточно для выполнения большинства возникающих в литейном цеху задач. Аппарат укомплектован небольшим рабочим столом 110х200 мм Обдирочно-шлифовальный станок типа 3М636 предназначен для зачистки и обдирки литья в условиях производственного цеха. Благодаря своим достойным эксплуатационным характеристикам, он завоевал популярность на рынке и стал эталоном надежности и производительности.
Обдирочное шлифование применяется для удаления с заготовок дефектного слоя материала на отливках, поковках, заготовках прокатки, штамповки и сварки. При этом производится зачистка поверхностей заготовок без их формообразования.
Для повышения эффективности обдирочного шлифования используется резкое увеличение объемов снимаемого металла в единицу времени при высоких рабочих скоростях, скоростях продольных подач и высоких силах прижима в зоне обработки. Это позволяет снизить общие припуски на механическую обработку термически обработанных заготовок повышенной твердости, исключить в ряде случаев фрезерование, строгание, огневую зачистку при снятии припусков до 10 мм и более за проход. Такой метод скоростного обдирочного шлифования широко применяется в машиностроении при обработке заготовок шлифованием без предварительного точения, в металлургической и литейной промышленности при подготовке и отделке проката, зачистке отливок. При этом методе обдирочного шлифования применяется линейка специальных обдирочно-шлифовальных станков, работающих при рабочей скорости 60-80 м/с, скорости продольной подачи до 60 м/мин, силе прижима 6000-10000 Н, мощности главного привода 75-160 кВт. Для работы на этих станках выпускаются обдирочные горячепрессованные круги наружными диаметрами 500, 600 и 800 мм из циркониевого электрокорунда зернистостями 160, 200 и 250.
Эффективность обработки отливок зависит от скорости воздействия абразивного инструмента и усилий, с которыми абразивный инструмент воздействует на поверхность отливки. Чем выше скорость резания и усилия, тем эффективнее процесс обработки. Эффективность обработки оценивается количеством металла, снятого с отливки, в единицу времени (обычно в минуту). Чем качественнее изготовлена отливка, т. е. чем меньше она имеет заливов, приливов и пригара, тем меньше трудоемкость обработки грубого обдирочного шлифования.
Для обдирки (зачистки) чугунных и стальных отливок применяются круги средней твердости (СТ2) и твердые (Т) с зернистостью 20 и 24 единицы. Допускаемая скорость вращения круга при зачистке отливок определяется окружной скоростью в интервале 40—50 м/сек.
Обдирочно-шлифовальные станки для обработки отливок подразделяются на переносные или ручные механизированные инструменты, стационарные, подвесные и специальные.
По классу точности обдирочно-щлифовальный станок типа 3М636, зарекомендовавший себя в России и в странах постсоветского пространства, соответствует стандарту «Н», что говорит о том, что техника отлично подходит для чистовых работ. Этот станок укомплектован двумя 600-миллиметровыми шлифовальными кругами шириной 75 миллиметров, которые приводятся в движение мощным 7-киловатным силовым двигателем. Скорость вращения шлифовальных кругов колеблется в пределах 955-1425 оборотов в минуту. При этом расстояние между центрами кругов составляет 1025 миллиметров.
Особенности агрегата
Станина производится из литого чугуна. Внутри детали располагаются все важные элементы. Доступ обеспечивается за счет специального окошка в передней части, которое закрывается специальной крышкой.
Чтобы зафиксировать круги на шпинделе применяют переходные фланцы с тремя сухариками с наружной стороны, которые помогают производить балансировку.
Руководство по эксплуатации запрещает эксплуатировать станок, без защитных кожухов, изготовленных из стали.
Кожух оборудован двумя козырьками из органического стекла. Для сбора пыли, которая образуется в процессе обработки, используются выдвижные заслонки и пылесборники, соединенные с вытяжкой. Это помогает во время обдирочно-шлифовальных работ снизить скопление пыли до 40%.
Прозрачные экраны с защитными функциями оборудуются освещением с помощью светильника. Паспорт рекомендует применять в этом случае лампы мощностью 41,6 Вт.
Чтобы поменять круги не требуется дополнительных усилий, надо откинуть боковую сторону металлической защиты.
В комплектацию точильно-шлифовального станка модели 3К634 входит:
- поворотный столик;
- подручник.
Эти элементы позволяют проводить заточку токарных резцов высотой до 100 мм. Во время эксплуатации 3К634 возникает сильная вибрация, что требует от специалистов полную осведомленность о несущей способности и прочности напольного покрытия. Перед установкой должен быть разработан правильный план монтажа.
Особенности станка 3Б634
Для сообщения вращательного движения рабочим кругам точильно-шлифовального станка данной модели используется двухскоростной электрический двигатель, который устанавливается во внутреннюю часть рабочей головки. Вал электродвигателя, выступающий с двух сторон ее крышек, одновременно играет роль шпинделя оборудования.
Вид со стороны шпинделя станка
Для обеспечения устойчивости выступающих частей вала электрического двигателя и придания им точного вращения в крышках рабочей головки смонтированы шарикоподшипниковые опоры. Основными конструктивными элементами таких опор являются высокоточные шарикоподшипники радиально-упорной категории, в которых дополнительно выбран осевой люфт. С двух сторон подшипников размещены уплотнительные элементы: осевые лабиринтные (с наружной стороны) и с жировыми канавками (с внутренней стороны).
Электрический двигатель точильно-шлифовального оборудования подвержен сильному нагреву в процессе работы, поэтому его необходимо эффективно охлаждать. В станке 3Б634 такое охлаждение обеспечивается за счет воздуха, который циркулирует по внутренней полости станины и свободно проникает в рабочую головку через окна в ее опорной части.
Характеристики точильно-шлифовального станка данной модели предусматривают возможность его использования не только в качестве заточного оборудования, но и для выполнения ленточного шлифования и полировальных работ.
Для того чтобы обеспечить такую функциональность, в конструкции 3Б634 предусмотрена возможность крепления дополнительных приспособлений, для чего на крышках рабочей головки смонтированы специальные цапфы. При помощи таких цапф, кроме того, обеспечивается фиксация защитных кожухов точильно-шлифовального оборудования. Для надежной фиксации рабочей головки на станине оборудования используются шпильки.
Технические характеристики станка
Все конструктивные элементы точильно-шлифовального станка данной модели фиксируются на его станине, которая изготовлена из чугуна методом литья. Внутренняя часть станины является полой, в ней располагается электрооборудование, смонтированное в отдельном шкафу. Доступ к электрооборудованию точильно-шлифовального станка обеспечивает проем в передней части станины, закрываемый герметичной крышкой.
Для выполнения заточных и других слесарных операций на станке могут использоваться круги плоского прямого профиля (400х50х203) и плоские круги с выточкой (400х60х203). Для фиксации рабочих кругов применяются переходные фланцы, которые закрепляются на шпинделе станка, имеющем конусную форму.
Рабочие круги на точильно-шлифовальных станках необходимо балансировать после их установки, для этого на наружной части переходных фланцев имеется три сухарика.
Для обеспечения безопасности выполнения работ на точильно-шлифовальном станке данной модели его рабочие круги ограждают специальными кожухами, изготовленными из листовой стали. Кроме того, в конструкции станка предусмотрены специальные пылесборники, соединенные с вытяжной системой, что дает возможность собирать до 40% пыли, создаваемой при выполнении работ.
Станок в комплектации с вытяжной системой
Доступ обрабатываемой детали к поверхности рабочего круга обеспечивается за счет наличия проемов в защитных кожухах. Безопасно наблюдать за процессом выполнения обработки дают возможность прозрачные защитные экраны, закрепленные в верхней части кожухов. Такие экраны, выполненные заодно с мощными светильниками, могут поворачиваться на 15 градусов относительно горизонтальной оси, что еще больше повышает удобство работы на точильно-шлифовальном оборудовании данной модели.
На рассматриваемом станке очень удобно затачивать токарные резцы, так как в его конструкции имеются поворотный столик и подручник. Благодаря перемещению по криволинейным направляющим поворотный столик точильно-шлифовального станка может занимать даже наклонное положение по отношению к торцу рабочего круга. Перемещения поворотного столика, которые совершаются в горизонтальной плоскости, позволяют легко компенсировать износ рабочего круга.
У подручника точильно-шлифовального оборудования данной модели две рабочие поверхности – плоская и криволинейная. Они используются, соответственно, при шлифовке деталей, имеющих плоскую и криволинейную опорную плоскость.
Правый подручник станка оснащен поворотным устройством, позволяющим изменять угол наклона опорной поверхности
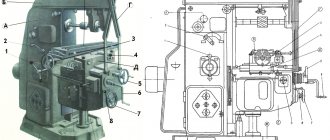
Расположение органов управления шлифовальным станком 3М151
Расположение органов управления шлифовальным станком 3м151
Пульт управления шлифовальным станком 3м151
Перечень органов управления шлифовальным станком 3М151
- Вводный автоматический выключатель
- Рукоятка включения автоматических подач шлифовальной бабки
- Лимб установки припуска на чистовое шлифование
- Лимб установки общей величины припуска на шлифование
- Рукоятка пуска охлаждающей жидкости
- Выключатель светильника
- Рукоятка включения жесткого упора
- Маховик ручной поперечной подачи
- Винт зажима лимба поперечной подачи
- Рукоятка регулирования скорости черновой подачи
- Рукоятка регулирования скорости чистовой подачи
- Пульт управления
- Рукоятка зажима пиноли задней бабки
- Рукоятка ручного отвода пиноли задней бабки
- Рукоятка регулирования усилия поджима пиноли задней бабки
- Гидропанель
- Педаль гидравлического отвода пиноли задней бабки
- Маховик ручного перемещения стола
- Винт поворота верхнего стола
- Сигнальная лампа «Сеть включена»
- Сигнальная лампа «Отсутствие смазки» подшипников шпинделя шлифовальной бабки
- Сигнальная лампа «Форсированная подача»
- Сигнальная лампа «Черновая подача»
- Сигнальная лампа «Чистовая подача»
- Сигнальная лампа «Выхаживание»
- Контроль исправности сигнальных ламп
- Указатель частоты вращения изделия
- Указатель нагрузки электродвигателя привода шлифовального круга
- Переключатель цикла работы станка (наладочный — полу автоматический)
- Переключатель пуска и останова вращения изделия
- Переключатель метода шлифования (продольное, врезное шлифование)
- Переключатель муфты ручных Поперечных подач (включена-выключена)
- Переключатель вида шлифования (с прибором активного контроля — до упора)
- Переключатель наладки скоростей подач (подача отключена, форсированная подача, черновая подача, чистовая подача, подача отключена)
- Переключатель периодической подачи (подача на каждый ход стола, подача слева, подача справа)
- Переключатель количества ходов на выхаживание
- Регулятор частоты вращения изделия при черновом шлифовании
- Регулятор частоты вращения изделия при чистовом шлифовании
- Пуск шлифовального круга
- Пуск вращения изделия
- Выключение вращения изделия
- Перегон шлифовальной бабки вперед
- Перегон шлифовальной бабки назад
- Общий стоп
- Пуск гидронасоса
- Толчковая микронная подача
- Регулятор реле времени на выхаживание при врезном шлифовании
- Рычаг реверса стола
- Дроссель регулирования скорости гидравлического перемещения стола при черновом шлифовании
- Рукоятка быстрого подвода (наклон рукоятки к себе), отвода (наклон рукоятки от себя) шлифовальной бабки, пуска перемещения стола от гидропривода при шлифовании (к себе и вправо) и правке круга (к себе и влево), перегона стола вправо (от себя и вправо) и влево (от себя и влево) при отведенной шлифовальной бабке
- Дроссель регулирования скорости гидравлического перемещения стола при чистовом шлифовании
- Дроссель регулирования скорости гидравлического перемещения стола при правке
- Дроссель регулирования задержки реверса стола слева
- Дроссель регулирования задержки реверса стола справа
ПАСПОРТА (руководство, документация) НА ШЛИФОВАЛЬНЫЕ СТАНКИ
| .СКАЧАТЬ ПАСПОРТ СТАНКА БЕСПЛАТНО: 2М112 НС-12А 16К20 .1Д63А |
ПАСПОРТ СТАНКА:
Паспорт — это основной технический документ, содержащий данные, характеризующие станок, рекомендации по установке его и уходу за ним. В паспорте указывают основные размеры станка, скорости шпинделя и стола, величины подач, величину наибольшего допустимого крутящего момента на шпинделе и мощность. В нем содержатся сведения об основных принадлежностях и приспособлениях к станку, о приводе, гидравлических механизмах, схеме управления станком, об устранении дефектов при работе, приводятся электро- и гидросхемы, кинематическая схема, спецификация подшипников, зубчатых колес, электродвигателей, золотников, клапанов и других устройств. Паспорт используется цеховым технологом как документ для назначения режимов обработки, подбора приспособлений, планировки размещения станка в цехе. Паспорт необходим также механику и энергетику как руководство по эксплуатации и ремонту станка; в него вносят данные о проведенных ремонтах и модернизации. При работе станка могут возникнуть различные неисправности, которые может устранить сам рабочий или сообщить о них слесарю-ремонтнику. Указания о методах исправления дефектов приведены в паспорте.
ПАСПОРТ СТАНКА:
К каждому станку, заводом-производителем, прилагается «Руководство по эксплуатации станка». «Руководство» содержит: краткое описание назначения и области применения станка; инструкцию по перемещению (перевозки), распаковке и установки станка (с чертежом фундамента); описание конструкции основных сборочных единиц (узлов) станка; инструкцию по пуску и обслуживанию станка; паспорт электрооборудования и электрическую схему станка. Отдельной составной частью руководства является ПАСПОРТ станка, оформленный на специальных стандартных бланках. Паспорт содержит: основные данные станка (характеристику); спецификацию сборочных единиц (узлов) станка; таблицу основных параметров зубчатых колес, червяков, винтов и гаек; кинематическую схему станка; таблицу механики главного движения (положение рукояток и соответствующие им частоты вращения шпинделя, наибольшие допускаемые крутящие моменты, мощности, кпд, указания о слабых звеньях); таблицу механизма подачи (положение рукояток и соответствующие им величины подачи), схему расположения и спецификацию подшипников. К «Руководству» прилагаются чертежи наиболее часто заменяемых деталей станка. Ознакомление с новым станком станочник начинает с изучения паспорта станка и «Руководства по эксплуатации станка» . Этими документами руководствуются также при ремонтах и регулировках станка, смене смазки, модернизации станка или установке на него специальных приспособлений.
Обдирочно-шлифовальные станки
Главная функция традиционного обдирочного-шлифовального станка заключена в его названии. Целевое предназначение у таких станков одинаковое, но, невзирая на это, их делят на такие типы:
Далее о них подробно:
- Стационарные. Эту категорию представляют обдирочные агрегаты одно и двухсторонние, которые применяют для обделки маленьких деталей. Этот тип обдирочного оборудования подразделяют на радиально-заточные и торцевальные подвиды. Первый вид пользуется высокой популярностью. Этому способствуют его характеристики, среди которых необходимо выделить многофункциональность. В комплект такой обдирочной машины включили абразивные круги с диаметром от 40 до 75 см. Показатель интенсивности шлифовки у них варьируется от 4 до 50 м/с.
- Подвесные. Такой обдирочно-шлифовальный станок используют для отделки литья среднего и крупного размера. Отличительные характеристики этой машины заключаются в том, что она размещена в подвешенном виде. Это позволяет разворачивать большую конструкцию, приподнимать и приспускать ее без больших физических усилий. Отличительная особенность в данном случае – это высокая мощь вмонтированных электроагрегатов и большие размеры абразивного кольца. Соответственно, показатель производительности этой комплектации довольно большой.
- Специальные. Данную шлифовально-обдирочную ветвь складывают станки автоматы и полуавтоматы. При этом следует отметить, что их задействуют при массовом изготовлении деталей.
В специальном обдирочно-шлифовальном станке значительный ряд действий производится в автоматическом режиме. От человека требуется только установка «чернового» варианта заготовки и дальнейшее ее извлечение после обработки.
Особенности модели
Данный инструмент предназначен для зачистки и обдирки литья в условиях производственного цеха. Благодаря своим достойным эксплуатационным характеристикам, он завоевал популярность на рынке и стал эталоном надежности и производительности.
По классу точности данный агрегат соответствует стандарту «Н», что говорит о том, что техника отлично подходит для чистовых работ. Этот станок укомплектован двумя 600-миллиметровыми шлифовальными кругами шириной 75 миллиметров, которые приводятся в движение мощным 7-киловаттным силовым двигателем. Скорость вращения шлифовальных кругов колеблется в пределах 955-1425 оборотов в минуту. При этом расстояние между центрами кругов составляет 1025 миллиметров.
Обдирочно-шлифовальный станок 3М636 способен обрабатывать достаточно крупные изделия. Максимальный вес заготовки достигает 30 кг, чего достаточно для выполнения большинства возникающих в литейном цеху задач. Аппарат укомплектован небольшим рабочим столом 110х200 миллиметров. При этом габариты самого станка составляют 1275х750х1350 миллиметров, а масса – 860 кг. Разумеется, при таких параметрах транспортировка оборудования из одного цеха в другой доставит немало хлопот, что нужно учитывать при покупке.
Итоги
В наши дни у мастера не должно возникнуть никаких проблем с выбором подходящего обдирочно-шлифовального станка. На рынке представлен обширный ассортимент самых разных специальных, стационарных или подвесных агрегатов. Тем, кто ограничен бюджетом, можно посоветовать обратить внимание на советскую б/у технику, такую как модель 3М636. Если же вас интересуют более инновационное станочное оборудование – есть смысл выбирать среди европейских и азиатских машин, которые по многим параметрам превосходят отечественные инженерные решения.
Подвесной станок
Подвесной обдирочно-шлифовальный станок используется при обработке металлических отливок средних и больших размеров. Особенностью этих машин является то, что они располагаются в подвешенном состоянии, что дает возможность поворачивать массивную конструкцию в вертикальной плоскости вокруг своей оси, а также поднимать и опускать без приложения значительных усилий.
Подвесные машины отличаются высокой мощностью встроенных электрических агрегатов, а также большими габаритами абразивного круга. Разумеется, с таким «комплектом» производительность труда мастера достаточно высока.
Классификация устройств
Шлифовальный станок на рынке существует разный по своей конструкции. Разделяют три основные группы устройств.
Стационарные – такие агрегаты применяются для обработки маленьких заготовок.
Но шлифовка на рынке имеется односторонняя и двухсторонняя. К этой группе относится радиально-заточный аппарат – он более популярен, так как выполняет множество функций, торцовочное устройство. Стационарное оборудование оснащается шлифовальными кругами, диаметр которых колеблется в пределах 40–75 см.
Подвесные агрегаты – с его помощью обрабатываются заготовки среднего и крупного размера. Аппарат не стоит на полу, а находится в подвешенном состоянии. Он является более удобным, так как его позволено разворачивать в любую сторону, такая манипуляция делает шлифовку деталей более качественной. Кроме того, работать с подвесным устройством легче физически. Оно оснащается абразивным кругом большего размера, а также имеет более высокую мощность.
Специальные – к ним относятся полуавтоматические и автоматические агрегаты. Чаще они используются в массовом производстве заготовок. Полностью автоматизированные устройства могут обойтись без непосредственного вмешательства человека. Они более производительны, нужно только выставить соответствующие настройки.
Сегодня промышленность выпускает передвижные станки, которые более удобные в использовании, помогают повысить производительность.
Но чем лучше сделана отливка детали, тем меньше усилий потребуется для ее шлифовки.
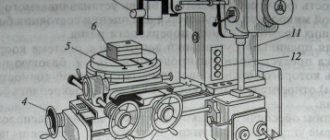
Общая компоновка внутришлифовальных станков 3К227А и 3К225А
Станки состоят из узлов, обозначенных на общих видах и перечисленных в перечне.
Компоновка станков видна из общих видов, показывающих расположение основных узлов.
Оба станка 3К227А и 3К225А широко унифицированы. Целый ряд узлов совершенно одинаковый или имеет незначительные отличия. К ним относится механизм поперечной подачи, торцешлифовальное приспособление, аппарат правки, торцевой упор.
Станина станков служит основой для установки и крепления основных узлов станка. В верхней плоскости станин устанавливаются продольные стальные закаленные направляющие: V-образные и плоская, а также имеется ванна для сбора и слива охлаждающей жидкости. В передней нише станин располагается гидроаппаратура управления. Ниша закрыта крышкой, на лицевой стороне которой расположены органы управления станком.
Стол совершает возвратно-поступательное движение от гидроцилиндра. Наладочное перемещение стола производится вручную от маховика ручного перемещения стела, расположенного на передней стороне станины. Реверсирование стола при шлифовании и правке осуществляется упорами, закрепленными на передней стороне и действующими на гидропанель реверса.
Мост устанавливается слева из верхней плоскости станины (см. рис. 7, 8, 9). В станке мод. 3К227А мост имеет поперечные направляющие скольжения, по которым при помощи винта могут при наладке перемещаться салазки, несущие бабку изделия. В станке мод. ЗК225А мост имеет поперечные направляющие качения, на которых при помощи шариковой пары от механизма поперечной подачи перемещаются салазки, несущие бабку изделия.
Бабка изделия (см. рис. 10) посредством червячной пары, звездочки и цепи может поворачиваться на плоскости салазок на угол до 45°, что позволяет шлифовать и конические отверстия. Передней опорой шпинделя является двухрядный роликовый подшипник с коническим отверстием. Задняя опора базируется на сдвоенных подшипниках с предварительным натягом. Сквозное отверстие шпинделя изделия используется дли трубопровода охлаждающей жидкости или для штока механизма зажима изделия при применении спецпатронов. Привод шпинделя изделия с бесступенчатым регулированием скорости вращения осуществляется от электродвигателя постоянного тока через ременную передачу.
Торцешлифовальное приспособление с торцевым шлифовальным шпинделем (см. рис 11, 12, 13, 14, 15) позволяет шлифовать наружный торец изделия с одного установа со шлифованием как цилиндрического, так и конического отверстый.
Поворот кронштейна, несущего торцовый шпиндель в рабочее и нерабочее положение, осуществляется в станке мод. 3К227А, гидравлически при повороте крана 37, в станке мод. 3К227А — вручную за рукоятку 130. Подача торцового шлифовального круга на врезание осуществляется вручную поворотом маховичка 88.
Шлифовальная бабка (см. рис. 16) устанавливается на верхней плоскости стола, имеет поперечные направляющие качения, по которым перемещаются салазки, несущие стойку с внутришлифовальным шпинделем, и электродвигатель, приводящий во вращение шлифовальный круг через плоскоременную передачу.
В станке мод. 3К227А стойка с пневмошпинделем устанавливается непосредственно на столе станка и не имеет поперечного перемещения.
Пульт питания пневмошпинделя устанавливается справа на торце станины.
Механизм поперечной подачи (см. рис. 17), устанавливаемый на передней части шлифовальной бабки в станке мод. 3К227А на передней части моста в станке мод. 3К227А, обеспечивает поперечное перемещение шлифовального круга в станке мод. 3К227А и изделия в станке мод. 3К225А.
Наладочное перемещение осуществляется от маховика 29, дозированная подача — от рукоятки 27 и механическая прерывистая подача на каждый двойной ход стола от цилиндра 113.
В механизме поперечной подачи имеется устройство 32 для автоматического отключения подачи и отвода стола в исходное положение после снятия установленной величины припуска.
Торцевой упор, устанавливаемый на станине и столе станков, предназначен для продольной подачи стола на врезание при шлифовании внутреннего торца изделия торцом внутришлифовального круга. Тонкая продольная подача вручную осуществляется поворотом лимба.
Бак для охлаждающей жидкости с электронасосом, магнитным сепаратором и фильтром-транспортером устанавливается слева от станины станков и служит для очистки охлаждающей жидкости от шлама.
Насосная станция гидропривода, электрошкаф с электроаппаратурой устанавливаются сзади станины станков.
Система питания электрооборудования станка 3Г71М
Станок подключается к сети трехфазного переменного тока напряжением ~380 В, частотой 50 Гц.
- На асинхронные короткозамкнутые электродвигатели M1-M3, М5, М6, М8 и трансформатор ТР3 подается напряжение 380 В переменного трехфазного тока.
- На электродвигатель М7 подается напряжение ~220 В переменного трехфазного тока, снимаемого с трансформатора Тр3.
- На цепи управления и электромагнит ЭМ1 подается напряжение ~110 в переменного тока от трансформатора Тр2.
- На кронштейн местного освещения ЛI подается напряжение ~24 В переменного тока от трансформатора Тр2.
- На аппаратуру сигнализации Л2 и Л3 подается напряжение ~5 В переменного тока от трансформатора Tpl.
- На электромагнитное приспособление подается напряжение 110 В постоянного тока через выпрямитель Д11. Цепи управления постоянного тока работают от напряжения, снимаемого от выпрямителя Д10, на вход которого подается напряжение 36 В переменного тока от трансформатора Tpl.
- Питание бесконтактного конечного выключателя ВБ2 осуществляется постоянным напряжением, снимаемым с выпрямителя Д26, на вход которого подается напряжение 31 В с обмоток 36 В и 5 В трансформатора Tpl, включенных встречно.
Технические характеристики обдирочно-шлифовальных станков
По классу точности обдирочно-щлифовальный станок типа 3М636, зарекомендовавший себя в России и в странах постсоветского пространства, соответствует стандарту «Н», что говорит о том, что техника отлично подходит для чистовых работ. Этот станок укомплектован двумя 600-миллиметровыми шлифовальными кругами шириной 75 миллиметров, которые приводятся в движение мощным 7-киловатным силовым двигателем. Скорость вращения шлифовальных кругов колеблется в пределах 955-1425 оборотов в минуту. При этом расстояние между центрами кругов составляет 1025 миллиметров.
Обдирочно-шлифовальный станок типа 3М636 способен обрабатывать достаточно крупные изделия. Максимальный вес заготовки достигает 30 кг, чего достаточно для выполнения большинства возникающих в литейном цеху задач. Аппарат укомплектован небольшим рабочим столом 110х200 ми
3М636 Станок обдирочно-шлифовальный с двумя кругами на тумбе. Назначение, область применения
Обдирочно-шлифовальный станок 3М636 предназначен для зачистки и обдирки литья в условиях производственного цеха, а, также, для выполнения слесарных работ — снятия заусенцев, фасок, обдирки литников, для заточки металлорежущего деревообрабатывающего и другого инструмента (сверл, резцов, ножей).
При применении соответствующих приспособлений могут быть использованы для шлифовки и полировки деталей.
Общая компоновка точильного станка 3М636
Для обдирки (зачистки) чугунных и стальных отливок применяются круги средней твердости (СТ2) и твердые (Т) с зернистостью 20 и 24 единицы.
По классу точности обдирочно-шлифовальный станок типа 3М636 соответствует стандарту «Н» — это говорит о том, что такая техника отлично подходит для чистовых работ.
Станок 3М636 укомплектован двумя 600-миллиметровыми шлифовальными кругами шириной 75 мм, которые приводятся в движение мощным двигателем 11 кВт.
Скорость вращения шлифовальных кругов колеблется в пределах 955-1500 оборотов в минуту. При этом расстояние между центрами кругов составляет 1025 мм.
Обдирочно-шлифовальный станок 3М636 способен обрабатывать достаточно крупные изделия — максимальный вес заготовки 30 кг.
Для удобства работы оператора станок укомплектован небольшим рабочим столом 110 x 200 мм.
Шлифовальный круг типа ПП по ГОСТ 2424-83, ГОСТ Р 52781-2007, ГОСТ Р 52588-2011 на керамической связке.
Станок 3М636 производится в соответствии с требованиями ТУ 3813-084-00210757-2016 «Станок обдирочно-шлифовальный».
Расположение основных узлов обдирочно-шлифовального станка 3М636
Фото обдирочно-шлифовального станка 3М636
Фото обдирочно-шлифовального станка 3М636
Фото обдирочно-шлифовального станка 3М636
Сведения о производителе плоскошлифовального станка 3Б722
Производитель плоскошлифовального станка 3Б722 — Липецкий станкостроительный завод, основанный в 1929 году.
В 1956 года ремонтно-тракторный завод был переориентирован на выпуск станков и переименован в Липецкий станкостроительный завод.
Станки модели 3Б722 В являются типовыми представителями гаммы плоскошлифовальных станков с прямоугольным столом среднего типоразмера и позволяет с микронной точностью обрабатывать плоские поверхности самых различных деталей. При применении дополнительных приспособлений на этих станках возможна обработка и фасонных поверхностей.
Станки, выпускаемые Липецким станкостроительным заводом, ЛСЗ
- 3Б722
— станок плоскошлифовальный с горизонтальным шпинделем 320 х 1000 - 3Д722
— станок плоскошлифовальный с горизонтальным шпинделем 320 х 1000 - 3Л722В, 3Л722А
— станок плоскошлифовальный с горизонтальным шпинделем 320 х 1000 - 3П722
— станок плоскошлифовальный с горизонтальным шпинделем 320 х 1000; 320 х 1250; 320 х 1600