Описание и назначение
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана ЭНИМС и производился Московским станкостроительным заводом СтанкоКонструкция.
Первые Универсалы были с чугунной станиной и двумя цилиндрическими направляющими из прочной закалённой стали. Принцип создания этой конструкции заимствован у модели Unimat SL фирмы EMCO (Австрия), более 40 лет продававшая в год до 15 тысяч станков этой модели. В 1968 году появился токарно-винторезный станок Универсал-2, с двигателем небольшой мощности.
В 1975 году поведён Универсал-3 уже с одной направляющей большего диаметра вместо двух, диметром поменьше. Из-за сложного процесса настройки соосности шпинделя и задней бабки при возвращении на станину после демонтажа, переднюю бабку сделали несъёмной. Познакомимся ближе с моделью ТШ-3, представляющий всю линейку Универсалов.
Описание работы электросхемы токарного станка Универсал-В
Питание электрооборудования осуществляется от однофазной сети переменного тока напряжением 220 В, частотой 50 Гц.
Пуск и останов электродвигателя осуществляется с помощью реле KV (см. рис.14), которое управляется кнопками SB2 (пуск) и SB1 (останов). При пуске реле KV включается и становится на самопитание, подключая своими контактами электродвигатель к сети и обеспечивая нулевую защиту, т.е. отключение электродвигателя при отсутствии напряжения в сети. Защита электродвигателя от перегрузки производится пускозащитным реле А, которое разрывает пусковую цепь, отчего отключается реле KV. Повторный пуск возможен только через 15-50 с, т.е. после возвращения элементов тепловой защиты пускозащитного реле А в исходное положение.
При пуске электродвигателя увеличение его пускового момента происходит за счет подключения контактами пускозащитного реле А пускового конденсатора С1 параллельно рабочему конденсатору С2. После разгона электродвигателя и уменьшения, пускового тока конденсатор С1 отключается.
Реверсирование электродвигателя осуществляется с помощью переключателя SA, который при среднем (вертикальном) положении рукоятки обеспечивает отключение электродвигателя, т.е. его останов даже при включенном реле KV. Рукоятку следует оставлять в нейтральном положении
Технические характеристики
- Диаметр заготовки. Над станиной — до 150 мм, над суппортом – до 90 мм.
- Длина детали в центрах – до 250 мм.
- Державка резца. Размер – 8х8 мм.
- Сверление отверстий. Диаметр — до 8 мм.
- Внутреннее отверстие шпинделя. Диаметр 15 мм.
- Число ступней вращения шпинделя – 9.
- Диапазон вращений шпинделя – от 200 до 3200 об/мин.
- Длина продольного перемещения суппорта – 215 мм, поперечного – 90 мм.
- Величины продольной подачи – от 0,05 до 0,175 мм/об.
- Вес станка 62 кг, габариты:690х410х230 мм.
В период эксплуатации станок обеспечивает класс точности «Н» (нормальный). Чугунная станина. После отливки подвергнута естественному старению.
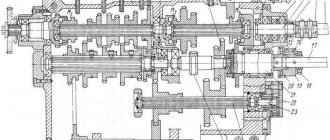
Плоская направляющая станины и круглая направляющая, установленная в станине, служат общей базой для шпиндельной бабки, задней бабки и продольного суппорта. В передней части станины вмонтирован ходовой винт, укрытый защитным кожухом.
В передней бабке (часто – шпиндельная бабка) установлен шпиндель, на переднем конце которого установлены упорные подшипники, работающие под воздействием радиальных и осевых усилий. На другом конце смонтирован 4-х ступенчатый шкив привода вала передней бабки. Здесь же установлен механизм (трензель), изменяющий направление вращения (реверс) винта.
Привод станка. На левой стенке передней бабки размещён кронштейн с электродвигателем и механизмами привода станка и асинхронный двигатель станка, мощностью 370 Вт, подключается к сети 220 В, частотой 50 Гц.
Под кожухом узла кронштейна расположены:
- ступенчатые шкивы клиноременного механизма (9 скоростей вращения);
- промежуточный вал с эксцентриком для регулировки натяжения ремня;
- блок зубчатых передач привода ходового винта.
Механизм подачи (гитара) предназначен для управления настройками вращения ходового винта посредством зубчатых колес в узле кронштейна.
Фартук (узел включения – выключения маточной гайки ходового винта) закреплен на каретке суппорта.
Суппорт служит для перемещения резцедержателя. Состоит из:
- каретки;
- поперечных салазок;
- верхних салазок;
- узла резцедержателя.
Задняя бабка предназначена для:
- совмещения оси заготовки с осью, проходящей через центры шпинделя и центрирующего механизма задней бабки;
- обеспечения жесткости механизмов в процессе обработки;
- закрепления сверлильных режущих инструментов;
- установки подвижных и неподвижных центров.
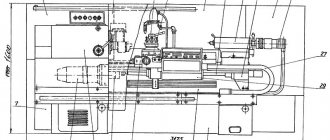
Система и органы управления
Ключевые узлы управления показаны на схеме.
- Ручка для регулировки движения подач. С ее помощью можно активировать суппорт и выбрать направление его движения.
- Ручка регулировки основного движения. Активировать прямое или реверсное движение шпинделя, останавливает его работу.
- Рукоятка передвижения суппорта (поперечного).
- Рукоятка передвижения резцедержателя.
- Ручка для фиксации пиноли.
- Рукоятка передвижения суппорта (продольного).
Инструкция по применению, паспорт
Подробная инструкция в печатной форме доступна любому мастеру. Кроме того, профессионалами разработаны рекомендации и подробные инструкции применения станочного оборудования.
При необходимости, на рабочем конце шпинделя вместо токарного патрона можно установить цанговые зажимы различных размеров.
Станок, с заводским комплектом оборудования, позволяет:
- изготовить зубчатые колёса;
- восстановить шлицы;
- продолбить продольный паз во втулке или в бруске прямоугольного сечения;
- проточить деталь на нужный конус.
Несложная переналадка трансформирует токарный станок в другие типы устройств для выполнения:
- фрезерных и сверлильных работ;
- фугования плоскостей деревянных брусков;
- шлифования и полирования поверхностей;
- распиливания деталей лобзиком;
- пиление дисковой пилой;
- заточки и правки фрез, другого режущего и бытового инструмента;
- навивки пружин;
- нарезание резьбы (наружной и внутренней) плашками и метчиками.
Паспорт токарного станка можно бесплатно скачать на ссылке — Паспорт токарного станка Универсал -3 (ТШ-3).
Станок необходимо устанавливать:
- в зоне естественного освещения и вентиляции;
- жестко крепить на верстаке или рабочем столе, поглощающих вибрации.
Принцип работы
Как именно работает ТВ 3 — разумно рассматривать, базируясь на описании кинематической схемы. Основное функциональное движение — вращение заготовки, зажатой в патроне шпинделя передней бабки. Передача мощности для этого процесса производится от главного привода через клиноременную передачу. При этом доступно изменение скорости вращения путем изменения передаточного числа шестернями коробки передач. Также предусмотрена возможность обратного вращения заготовки.
Второе функциональное движение, обеспечиваемое кинематикой станка — работа с режущим инструментом. Подвод к зоне обработки может осуществляться как вручную, путем вращения соответствующего колеса, так и механическим способом. Для последнего используется коробка подач, ходовой валик. Два этих элемента конструкции производят преобразование циклического вращения вала главного привода через передаточное устройство — в продольное/поперечное, сугубо поступательное смещение суппорта с блоком резцедержки.
Шаг перемещения суппорта регулируется коробкой подач, путем изменения передаточного числа для выбора необходимой скорости вращения ходового винта. Для изменения глубины реза или величины снятия материала в ходе точения — используется механика смещения резцедержателя суппорта в поперечном направлении. Это достигается применением конструкции салазок, приводимых в движение как механическим способом, так и предназначенным для этого колесом ручной регулировки.
Станок ТВ3 позволяет производить нарезку резьбы вручную, путем регулировки положения резца соответствующими колесами подачи в продольном и поперечном направлении. Доступен и механический способ с передачей момента вращения от главного привода. При этом необходимо многократное прохождение резца по обрабатываемой детали. Механический способ нарезки показывает гораздо более высокую точность работы, при сниженных требованиях к квалификации персонала.
Станок ТВ 3 предусматривает установку патрона на конус пиноли задней бабки. Это позволяет нарезать внутренние и наружные резьбы при помощи широкого набора метчиков, плашек. Также, данный функционал удобен для сверления глухих и сквозных отверстий в заготовках, проведении операций расточки.
Меры предосторожности при работе с оборудованием
- Осознанное соблюдение мер безопасности во время работы, а также при транспортировке и установке в помещении.
- В электрической схеме обеспечить исправность прибора аварийного обесточивания.
- Рабочее помещение оборудовать в противопожарном отношении.
- В зоне доступности расположить принадлежности и препараты неотложной медицинской помощи.
- Рабочую одежду подгонять так, чтобы исключить случайный контакт с вращающимися механизмами.
Прототипом нового токарно-винторезного МеталМастер -1830, осталась модель ТШ-3 станка ещё до перестроечной, советской марки Универсал – 3. Выглядит эстетично, оборудован плавным управлением привода, оснащен электроникой. А, главное, станок совершил качественный переход из любительского в разряд профессионально продвинутой машины для металлообработки.
Регламент действий специалиста
Работа со станком должна выполняться с учетом определенных рекомендаций:
- Между заготовкой и точильным кругом имеется люфт. Необходимо следить за тем, чтобы его толщина была в два раза меньше, чем обрабатываемая деталь.
- Работать с заготовками следует только после того, как основной вал полностью раскрутится. В противном случае могут наблюдаться повреждения на аппарате или травмирование оператора.
- Установка агрегата осуществляется на специальный верстак или на пол. При этом осуществляется учет веса агрегата.
- После установки оборудования необходимо проверить его устойчивость. Если станок будет шататься, это приведет к некачественной обработке заготовок.
- Если на оборудовании имеются повреждения или нерабочие узлы, то его эксплуатация строго запрещается в целях безопасности.
- Детали, подлежащие обтачиванию, необходимо устанавливать выше горизонтальной линии, прохождение которой наблюдается в центре точильного круга. С этой целью осуществляется установка подручников.
- Категорически запрещено нахождение легковоспламеняющихся и взрывоопасных веществ в помещении, где работают над деталью.
- Работа оборудования осуществляется от трехфазной сети, напряжение которой составляет 380 вольт.
- За станиной и другими узлами приспособления необходимо регулярно ухаживать. Они должны очищаться от отходов, которые появляются в процессе обработки металлических изделий.
- Работать за агрегатом разрешается только в специальной одежде, дополнительно оператору рекомендуется надевать защитные очки.
Конструктивные узлы станка и их характеристики
Используется классическая схема сборки. Управление функциональным резаком проводится механически образом или вручную. Приведение в работу и остановка осуществляются при помощи специальной кнопки.
Станина станка
Станина является необходимым соединительным элементом токарного станка. Благодаря ней все узлы надежно крепится друг к другу и совместно могут выполнять работу. При этом передняя часть станины является механизмом передвижения каретки, а задняя необходима для работы задней бабки. На лицевой стороне установлена рейка и ходовой винт. Сама же форма станины коробчатая, направляющих две. Станина держится в неизменном положении на двух тумбах, которые обеспечивают безопасность использования станка ТВ 3.
Передняя бабка
У передней бабки есть два основных свойства. Первое заключается в том, что она поддерживает и не дает выпасть из агрегата детали, которая в данный момент обрабатывается. Второе же предназначение — это придание элементу вращательного движения, благодаря чему возможна обработка. В ТВ 3 передняя бабка выполняет функции коробки передачи скоростей. Передача движения происходит по алгоритму:
- индивидуальный электроноситель;
- шпиндель;
- первый вал;
- закрепленная на первом валу шестерня;
- второй вал;
- несколько видов шестеренок на втором валу;
- третий вал;
- несколько шестеренок на третьем валу.
Последний блок шестерен сцепляется с блоками вторых и предает им движение. В результате блоки передаются на шпиндель основного станка, который и проводит обработку элемента. При этом происходит это при помощи шайбы, которая установлена на резьбе устройства.
Момент вращения передается несколько раз и достигает необходимого размера и мощности
При этом важное значение имеет позиционирование и установка шестерней на нескольких валах, так как они определяют то, какая мощность подается. Передаточное отношение определяется, каково будет число оборотов
Передаточный механизм
Механизм необходим для поступления момента вращения от коробки скоростей к передачам. Скорость суппорта, шаг меняется в зависимости от установки позиции шестерней. Передаточный механизм включает в себя кронштейн с первым валиком из трех шестерней (72 зубьев), вторым из четырех (42 зубьев). Второй вал сцеплен со следующей шестерней (70 зубьев), а первый с коробкой скоростей. Есть формула, определяющая размер передаточного отношения: i = 24/72 * 42/70 = 1/5.
Количество передаточного отношения остается постоянным, так как в токарном станке ТВ 3 нет возможности устанавливать иные по своим техническим характеристикам и количеству зубьев шестерни. Работа механизма опасна, ученик защищен слоем железа, который устанавливается в виде кожуха.
Коробка подач
Коробка получает момент движения из передаточного механизма. При этом есть возможность становить подачу суппорта от 0,4 до 0,6, а резьбу с шагом от 0,6 до 1 мм.
В зависимости от передвижения шестерни меняется ход валика. Если рычаг помещается влево, то цепляется муфта — движение будет у ходового винта.
Коробка передач защищена от постороннего воздействия. В механизм можно заливать масло, когда в этом есть необходимость, через специальные отверстия. Коробка плотно крепится к станине.
Суппорт
Суппорт позволяет крепить и перемещать резец в зависимости от размеров, диаметра и формы обрабатываемого изделия. Суппорт на токарном станке ТВ 3 имеет четыре каретки, которые приводят соответствующие гайки и винты в работу. Суппорт является деталью, которая часто изнашивается из-за появления зазора между каретками. Если возникают проблемы, то регуляция производится специальными планками.
Фартук
Фартук предназначен для регуляции подачи. Посредством него регулируется, происходит работа при помощи ходового винта, валика, ручным способом или механизировано. Ручная и механическая подача осуществляется разными методиками. Первая при помощи маховика на втором валу, а вторая благодаря скользящей шпонке.
Виды функций станка и его конструкция
Универсал 2 – это станок довольно легко трансформирующийся в сверлильный либо фрезерный. Поэтому с его помощью можно отрезать, торцевать, резать резьбу резцом, растачивать отверстия, и точить простые или фасонные поверхности. А после перестановки узла главного движения на вертикально установленную направляющую сверлить, зенковать и даже фрезеровать, а также выполнять шлифовку плоскостей. Использование дополнительных принадлежностей позволяет делать следующее.
- Затачивать режущий инструмент.
- Резать листовой материал по прямой (циркулярной пилой).
- Строгать дерево.
- Вырезать из листового материала детали произвольной формы (лобзиком).
К ней крепится бабка изделия и две направляющих. Главный двигатель находится на бабке изделия. Упорная бабка устанавливается на направляющие. Вращение шпинделя главным и единственным двигателем происходит посредством шкивов и клинового ремня. А механизм подач, нередко называемый гитарой, связан с источником движения шестеренчатой передачей.
Конструктивные особенности модели ТШ-3
К особенностям конструкции станка ТШ-3 принято относить следующие параметры:
Конструктивные особенности
- Наличие жесткой станины, усиленной металлическими уголками, с возможностью регулировки уровня подъема.
- Оборудование поставляется в напольном исполнении.
- Для безопасной работы имеется устройство для экстренной остановки двигателя и принудительного торможения вращающегося вала.
Устройство остановки передвижения суппорта срабатывает при перегрузке двигателя. Имеются также прозрачные щитки для защиты от отлетающих искр или частиц абразива, отскакивающих от вращающегося круга.
Для установки потребуется подготовить место, способное выдержать вес станка и возможные вибрации при его работе. Необходимость подготовки места для установки на верстаке отсутствует.
Кроме базовой, существуют две дополнительные модификации точильно-шлифовального станка:
- ТШ-3-10 с подсветкой, посредством установленной в верхней части электрической лампы с абажуром.
- ТШ-3-01 имеющий повышенную мощность двигателя.
ТШ-3-01 в отличии от ТШ-3-03 имеет повышенную мощность двигателя