Краткие сведения о производителе
Станок произведен Фрунзенским машиностроительным заводом им. Ленина. Сейчас данное предприятие переименовано в Бишкекский машиностроительный завод. Данный завод начал работать с ноября 1941 года, на тот момент это был эвакуированный в г. Фрунзе завод из Ворошиловграда.
Данное предприятие на момент открытия специализировалось на выпуске патронов. Затем возможности стали более широкими и завод начал выпускать: станки, термопластавтоматы, цепи для комбайнов и товары народного потребления.
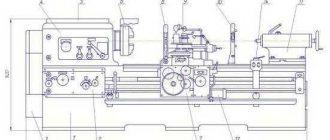
Общее устройство
Общие характеристики токарно-винторезного станка ФТ-11 имеют некоторые особенности, которые расширяют функциональные возможности. Данное оборудование способно нарезать резьбу нестандартных форм и размеров, а скорость оборота шпинделя можно менять непосредственно во время работы. Есть свои особенности и у других конструктивных элементов.
Станина
Специальные диагональные ребра добавляют жесткость данному узлу. Направляющие станины обеспечены точной производственной шлифовкой, что гарантирует бесперебойное движение каретки по передним и задним узлам станины.
Коробка скоростей
Муфты коробки скоростей электромагнитного типа. Они и контролируют диапазон оборота муфты. Фиксируется коробка скоростей на плите левой тумбы. Ступеней по числу оборотов 9 прямых и 3 обратных.
Шпиндельная коробка
Меняет балансы входного — выходного количества оборотов передней бабки. Установлена на роликовых подшипниках, а также содержит набор шестерней, которые способствуют смене скоростей.
Задняя бабка
Закрепляется при помощи специального зажима через рукоятки направления. При этом степень прижима реально регулировать прижимной гайкой. Чтобы износ направляющих был значительно меньше на заднюю бабку установлено пневмооборудование. Сама опорная бабка передвигается по средним направляющим.
Коробка подач
При помощи этого узла оператор регулирует параметры резьбы, которую станок будет нарезать. Сюда приходит информация о показателях работы суппорта и других функционирующих элементов станка.
Фартук
Содержит несколько наборов муфт, которые отвечают за продольные и поперечные передачи. Важную роль играет блокирующее устройство в элементе. Одновременно активировать маточную гайку и продольную подачу не представляется возможным. Параметры предельной осевой нагрузки имеет возможность контролировать сам оператор.
Каретка, верхний суппорт
Поперечная передача в данном станке осуществляется посредством верхнего суппорта, а также кареточного механизма. Механическая передача обеспечивается фиксацией винта в нерабочей точке и выдвижением кнопки.
При этом безопасность обеспечивается за счет рукояток, при помощи которых включается и реверсируется вращение шпинделя. Чтобы при торцевой обработке не допустить кареточного сдвига, ее специальным образом закрепляют.
Резцедержатель
На зубцах плоского кольца верхнего суппорта закреплен резцедержатель. Все операции по разжиманию, повороту и закреплению производятся специальной рукояткой.
Система электрики
Станок подключается к трехфазной электрической сети с напряжением в 380 Вт. Необходимая частота – 50 Гц. Все элементы электрики стандартные, хотя и с некоторыми конструктивными особенностями.
Главный двигатель
В качестве главного движка применяется трехфазный нерегулируемый мотор на переменном токе.
Движок, отвечающий за суппорты
На станке имеется отдельный электромотор для форсирования передвижения суппортных узлов.
Двигатель системы охлаждения
Отдельным двигателем снабжается система охлаждения. Он обеспечивает стабильную работу охладительных компонентов, которые препятствуют перегреву мотора. Это предотвращает износ станка и значительно продлевает его срок службы.
Электроприводной шкаф
Это специальный шкаф, в котором расположены все электроприводы для управления станком.
КП
Коробка передач регулируется пультом управления. Всего технические характеристики имеют 24 ступени передач.
Конструкция станка ФТ-11
В основе предусмотрены следующие составляющие элементы, обеспечивающие повышенную точность работ.
Станина станка
Имеет прочную основу, благодаря диагональным ребрам, включает также по паре направляющих (плоские, призматические). Первые тщательно отшлифованы и термически обработаны, что позволяет каретке агрегата идеально двигаться по ним. Наличие щитков телескопического вида оберегают от неблагоприятных факторов внешнего воздействия. Средние направляющие обеспечивают свободный ход задней бабки. Между тумбами СС расположена емкость под производственные отходы.
Коробка скоростей станка
Фиксируется на плите левой тумбы. Наделена девятью прямыми и тремя обратными ступенями чисел оборотов. Скорости переключаются электромагнитными муфтами. С электрического двигателя на входной вал КС движение осуществляется клиноременной передачей, а плоскозубчатым ремнем – с выходного на шпиндельную бабку.
Шпиндельная бабка
Способствует смене балансов входного-выходного количества оборотов узла. Коробка-автомат скоростей с помощью соответствующей передачи вращает шпиндель. Устанавливается на роликовых и радиально-упорных подшипниках. Набор шестерней узла способствуют переключению диапазонов скоростей.
Задняя бабка
Закрепляет эксцентриковый зажим посредством рукоятки во время легких и винтов – сложных операций. Регулировка степени прижима – гаечная.
Для каких работ применяется
Применяется на чистовых и получистовых режимах. Не стоит использовать на черновых и обдирочных работах. На станке выполняются все стандартные токарные операции, а также возможно проведение нестандартных работ в зависимости от длины кинематической цепи.
Нарезание резьбы
На станке есть возможность нарезать резьбу. В зависимости от установленных параметров есть возможность нарезать метрическую, дюймовую, модульную и питчевую резьбу, а также несколько видов нестандартных резьбы.
Метрическая
Нарезание метрической резьбы осуществляется так, чтобы угол треугольного профиля был равен 60°. Метрической данный вид резьбы называют из-за того, что все геометрическими параметры ее измеряются в миллиметрах.
Дюймовая
Параметры этой резьбы задаются в дюймах. Этот вариант чаще всего необходим для создания соединений.
Модульная
Это отдельная разновидность, которую используют при изготовлении элементов червячных передач.
Питчевая
Питчевая резьба имеет другие размеры и параметры шага. Необходимо число размера умножить на число пи, известное еще со школы.
Нестандартная
Если включить ходовой винт без коробки подач, укоротив тем самым кинематическую цепь, то появится возможность нарезать нестандартные резьбы по имеющимся параметрам.
Токарные работы на чистовых и получистовых режимах
Помимо нарезания резьбы, токарный станок ФТ-11 работает еще и по проведению других операций:
- выполнение сверления и зенкерования;
- обточка конусов;
- развертывание отверстий;
- обработка и подрезка торцов.
В каждой операции есть свои незначительные нюансы, которые помогают опытному оператору выполнить работу с максимальной скоростью и высокими параметрами точности.
Обточка конусов
Обточка конусов на данном станке, благодаря его некоторым конструктивным особенностям, возможна без применения конусной линейки. Это можно сделать при помощи перемещения верхнего суппорта.
Особенности и преимущества
Модель ФТ 11 представляет собой универсальный токарно-винторезный станок, который, несмотря на свое значительное моральное устаревание, может похвастаться достойной точностью и наличием автоматической коробки передач. Агрегат ориентирован на выполнение широкого спектра рабочих задач и хорошо демонстрирует себя как в чистовой, так и в получистовой обработке различных заготовок. При этом практика показывает, что использование агрегата для черновых и обдирочных работ крайне нежелательно, что также описано в инструкции по эксплуатации.
Токарный станок ФТ 11 отлично подходит для эксплуатации в скоростных режимах. С его помощью можно нарезать питчевые, дюймовые и модульные резьбы. Кроме того, если мастер настроит рабочую гитару соответствующим образом – появляется возможность производить нарезку нестандартных резьб, что является плюсом в графу многофункциональности. Также с помощью ФТ 11 можно производить обточку конусообразных заготовок, не используя при этом специальную линейку. Для этого достаточно лишь перемещения верхнего суппорта.
Данной модели оборудования свойственна особая конструкция станина, которая исключает вероятность попадания отходов в пазы направляющих. За счет этого продлевается срок эксплуатации станка. Кроме того, появляется возможность работать с изделиями, изготовленными из особых материалов, прошедших специальную обработку.
Работа за станком ФТ 11 будет максимально производительной за счет автоматизации управления передачами. Мастер не теряет лишнего времени на изменение режима обработки детали, меняя его, в буквальном смысле слова, прямо на ходу. За счет внедрения автоматической коробки передач удается производить ступенчатое регулирование интенсивности вращения шпинделя, а также реверс и остановку шпинделя без отключения агрегата от сети. Кроме того, автоматическая коробка делает возможной работу шпинделя в толчковом режиме.
Если у мастера возникнет необходимость в нарезании резьбы с нестандартным шагом, то он может отключить коробку передач и соединить элемент вращения напрямую с ходовым винтом. В этом также состоит немалый плюс машины.
Отметим также, что токарный станок ФТ 11 укомплектован особыми магнитными пускателями, которые защищают его от самопроизвольного запуска. Такое может произойти в случае непредвиденного выключения подачи электричества и последующего включения.
Конструктивные особенности
Есть несколько определенных преимуществ, которые отмечены у станка ФТ-11. Они возникли из-за особенной конструкции агрегата и делают его популярным по сравнению с аналогичным оборудованием.
Невозможность попадания металлической стружки в пазы
Особая конструкция станины позволяет не содержать в пыли и стружке направляющие пазы. Это значительно облегчает работу и повышает уровень безопасности токарных операций.
Автоматическая коробка передач
АКП предназначена для переключения скоростей шпинделя на холостом ходу, а также в процессе резания. Конструкция состоит из 6 электромагнитных муфт, которые позволяют переключить 9 скоростей и затормозить работу самого шпинделя.
Коробка передач выполнена в виде самостоятельного узла и состоит из корпуса с расточками для валов. АКП резко поднимает параметры производительности при работе оборудования.
Применение полупроводниковых и релейных элементов и схем для управления работой
Управление работой станка при помощи релейных схем, а также полупроводников является очевидным преимуществом, поскольку ускоряет процесс обработки заготовки. Правда, при этом усложняется процесс ремонта при неполадках оборудования.
Ускоренный обратный ход шпинделя
Еще одной конструктивной особенностью станка ФТ-11 является ускоренный реверсный ход шпинделя. Это значительно ускоряет обработку отдельных деталей.
Опциональная возможность отключения коробки передач
В коробке передач используются электромагнитные муфты с магнитопроводящими дисками и бесконтактными токопроводами. Для охлаждения используется топливный маслонасос.
Магнитные пускатели
Эти элементы необходимы для безопасности, и они предотвращают непроизвольный запуск агрегата в случае возобновления электроподачи.
Основные узлы
Все агрегаты типа 11ф1 имеют стандартное устройство – основные рабочие узлы схожие, но могут иметь различное исполнение.
Электрическая часть представлена такими составляющими:
- основной электромотор;
- электродвигатель для быстрого смещения узла суппортов;
- двигатель для деятельности охлаждающей системы;
- шкаф для всех электроприводов;
- коробка передач.
Состовляющие электрики токарного станка
Работать машина может от сети с напряжением до 380 В при частоте в 50 Гц.
Работа основного двигателя происходит от переменного тока. Для выбора регулировок коробки передач предусмотрен отдельный пункт управления.
Для выбора основных характеристик работы в агрегате имеется коробка подач. Она фиксирует показатели деятельности основных узлов, в том числе и суппорта станка. Это позволяет оператору ориентироваться при нарезании резьбы, опираясь на специальные информационные таблицы.
Конструкторы вынесли все актуальные сведения относительно настроек оборудования для реализации функции нарезания резьбы на кожух станка в виде специализированных таблиц.
Таблица нарезания резьбы на кожух токарного станка ФТ 11
В станине предусмотрены специальные диагональные ребра жесткости. В ходе ее изготовления проводят качественную шлифовку ее направляющих, что необходимо для беспрепятственного движения каретки в ходе эксплуатации оборудования.
К числу прочих важных узлов станка относится:
- фартук для обеспечения продольных и поперечных подач при работе станка в формированном или обычном режиме;
- бабка шпинделя, предназначенная для изменения соотношений между выходными и входными оборотами узла;
- для переключения скоростей вращения шпинделя предусмотрены специальные наборы шестерней;
- бабка задняя.
Технические характеристики
Все параметры станка характерны для данного вида оборудования. Технические характеристики определены особенностями конструкции данного оборудования.
Основные параметры:
Станок ФТ-11 обладает по ГОСТу повышенным классом точности. Наибольший диаметр обрабатываемых заготовок зависит от фиксации. Над суппортом этот показатель составляет 26 см, а над станиной – 50 см. Максимально допустимое расстояние между центрами – 100, 150, 200 см.
Коробка скоростей, шпиндель:
Диаметр сквозного отверстия при обработке в шпинделе составляет максимум 6.6 см. Число ступеней вращения шпинделя составляет 21 при прямых оборотах. Параметры частоты оборотов вращения расположены в диапазоне 10-2000 об/мин.
Для обратного вращения шпинделя существует 9 ступеней, а диапазон частот вращения 50-2000 об/мин.
Суппорт:
Максимальный ход резцовых салазок составляет 14 см. Шкала деления верхнего лимба суппорта составляет 0.05 мм. Максимальное усилие при резании, измеренное в Н составляет 16000.
Коробка подач:
Технические характеристики коробки подач таковы:
- количество ступеней продольных подач – 24;
- поперечных подач – 24;
- пределы модульных резьб – 5–112;
- резьбы метрические – 0.5–112;
- дюймовые резьбы – 56-0.25.
Скорость перемещений суппорта: поперечных – 2 м/мин, продольных – 4 м/мин.
Задняя бабка:
Центр опорной бабки – Морзе 5 ПТ, а максимальное перемещение пиноли – 20 см.
Электрооборудование и приводы:
На станке предусмотрено 3 электродвигателя, а также насос охлаждения. Мощность главного привода – 11 кВт.
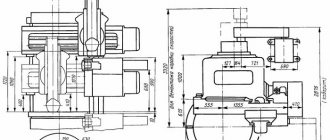
Габариты и масса:
- ширина – 137;
- длина – 285.6;
- высота – 143.5.
Масса станка при РМЦ 100 см – 3445 кг.
Строение станка
Устройство имеет классический набор рабочих узлов, многие из которых были сконструированы по инновационному на то время типу.
Электрооборудование. Станок подключается до трехфазной электрической сети с напряжение 380 В и частотой 50 Гц. На устройстве установлено следующее электрооборудование:
- Главный электромотор.
- Электродвигатель охлаждающего насоса.
- Электромотор для форсированного передвижения суппортного узла.
- Коробка скоростей с муфтами электромагнитного типа, которые контролируют диапазон оборотов муфты.
- Шкаф, в котором находятся электрические приводы для управления станком.
Основной двигатель станка – нерегулируемый трехфазный мотор, работающий на переменном токе. Функционирование автоматизированной коробки скоростей регулируется посредством пульта управления.
Коробка подач. При помощи данного узла, оператор настраивает параметры производимой резьбы. На коробку подач приходят показатели работы суппорта и других рабочих узлов станка. Оператор может быстро сориентироваться в величинах всех подач или шагах нарезания резьбы при помощи информационных таблиц, которые размещены на фронтальной стенке шпиндельной бабки.
На кожухе станка находится таблица с информацией о настройках для нарезания резьбы повышенного качества. Для создания такого типа резьбы не применяют коробку подач, а делают это напрямую – путем сокращения длины кинематической цепи.
Фартук. Благодаря данному узлу каретка и суппорт одерживают подачи в обычном и форсированном режимах. Разные наборы муфт фартука отвечают за продольные и поперечные подачи. Конструкция устройства предвидит наличие блокирующего элемента, которые не позволяет включиться продольной подачи в то время, когда выключенная продольная в фартуке. Единовременная активация маточной гайки и продольной подачи невозможна .
При помощи специальных винтов оператор может контролировать положение маточной гайки, а при повышении уровня допустимых нагрузок, срабатывает специальная блокирующая муфта. Примечательно, что уровень предельной нагрузки устанавливает сам оператор.
Бабка задняя. Узел крепится при помощи специального зажима через рукоятки управления, а силу прижима можно регулировать. Особое пневмооборудование, которое установлено на узле, предотвращает ускоренный износ направляющих.
Принцип работы данного устройства базируется на использовании подачи сжатого воздуха к сподку бабки. Оператор перед каждым началом работы приводить в готовность данную систему при помощи спуска влаги из специального фильтра. Раз в несколько месяцев этот фильтр следует снимать и тщательно обрабатывать.
Станина. Узел обладает повышенной жесткостью благодаря наличию специальных диагональных ребер. Тщательная производственная шлифовка направляющих станины обеспечивает беспроблемное передвижение каретки станка на передней и задней стороне узла.
Данные элементы строения станины защищены при помощи щитков телескопического типа. Задняя бабка передвигается по средним направляющим. Отходы производственного процесса собираются в специальном корыте между тумбами, на которых крепится станина.
Бабка шпинделя – устройство, позволяющее менять соотношение входного и выходного количества оборотов узла. Шпиндель вращается благодаря автоматизированной коробке скоростей путем специальной передачи. Узел установлен на двух типах подшипников: роликовых и радиально-упорных. Переключение диапазонов скоростей шпинделя осуществляется при помощи наборов шестерней.
Видео: токарный станок ФТ11.
Техника безопасности
Любой токарный станок требует к себе аккуратного отношения. В первую очередь важно соблюдать все правила безопасности. К ним относятся:
- вся одежда должна быть застегнута, рукава подвязана, чтобы вращающиеся части аппарата не смогли ее захватить;
- волосы убраны;
- надеты специальные очки;
- максимально аккуратно подводить режущий элемент к заготовке;
- на работающем оборудовании нельзя переключать зубчатые колеса; нельзя оставлять работающий станок без присмотра.
Перед началом работы обязательно проверить заземление станка.
Аналоги
Основные аналоги ФТ-11:
- 1К62;
- 16Б25 ПСп;
- 1624М.
Это все токарно-винторезные универсальные станки, которые способны выполнять огромное количество токарных операций.
ФТ-11 – это универсальный токарно-винторезный станок с большим количеством функций. Есть возможность нарезания нескольких видов резьбы, в том числе нестандартных. Есть возможность модернизировать такое оборудование и увеличить его производительность. Идеально подходит для чистовых и получистовых работ.