1 / 1
For welding metals, the welding torch plays an important role along with the machine itself. The quality of the final result, the safety of the process and the level of productivity directly depend on it.
A semi-automatic torch is usually supplied complete with a welding machine. A good manufacturer immediately selects the best option. But this is a consumable that periodically wears out and requires replacement. Choosing a new one is complicated by a large number of nuances, which can be difficult to understand.
Why do you need a welding torch?
You can do without a torch unless you perform manual arc welding (MMA). In other cases, it is the welder’s main tool. It is used in all types of welding processes where gas is required:
- MIG/MAG (in a protective gas environment);
- TIG (argon arc);
- point method;
- gas welding;
- plasma cutting.
Its main purpose is to mix and supply protective or combustible gas to the working area, forming a stable flame. In this case, the combustion strength can be adjusted.
What do we pay attention to when buying a welding torch?
The transition from electric welding to gas welding will not be difficult for a welder even with minimal experience: if he felt the arc, then he will deal with the flame. The process becomes more difficult when training begins with gas torches for welding.
So, when choosing a welding torch, look at the declared characteristics. Interested in:
- minimum and maximum metal thickness,
- working gas,
- weight,
- dimensions,
- availability of additional tips included in the delivery set,
- availability (required) of an accompanying document with instructions.
You don’t really need to look at the price: you won’t be able to find much due to the quite commensurate amounts. But the opportunity to hold the burner in your hand before purchasing, even to sort through several pieces, is a guarantee of a successful choice.
Understanding the device
Welding torches for each type of welding may have design features unique to them. But in general their device is identical: the burner itself (gander)
,
sleeve (train)
and
contact element
.
The gas welding tool is designed as simply as possible. On the back of the handle there are two fittings to which hoses are connected. The supply of gases is regulated by valves. There is a mixing chamber inside. The tip is attached to the handle by means of a union nut. And the design is completed by a mouthpiece through which the flame comes out.
A torch for a semi-automatic welding machine is distinguished by the fact that in addition to gas, current and welding wire are also supplied to it through a loop. Powerful devices have channels for liquid cooling.
Classification of gas burners
These devices are available on the market in several wide and varied lines. The principle of operation is the same for all, however, each of the models differs in a number of additional technical characteristics.
Here is how gas burners are divided according to their functional criteria:
- Injector burners are characterized by a special supply of oxygen to the point of origin of the flame.
- Liquid models that run not on gas, but on kerosene or gasoline vapor.
- Universal devices that are suitable for both welding and metal cutting.
- Specialized models made for one specific operation.
- Multi-flame burners with special flame flows.
- Manual or machine operated devices.
- Burners with different power: low, medium and high level.
Working principle of a welding torch
This equipment has a simple principle of operation: gases are supplied to the mixer through control valves, after which they exit under pressure through a nozzle. The burning gas flow must have a certain speed - 70-150 m/sec. Exceeding this value causes the flame to break away from the mouthpiece and die out. And if the gas speed is too low, the fire can spread inside the instrument, which can lead to an explosion. Therefore, it is important that combustion occurs in specified modes.
In devices such as MIG/MAG or TIG, the process of seam formation occurs not under the temperature influence of a flame, but through an electric arc. But gas is also present and serves to form a protective environment around the weld pool.
How to properly handle the burner?
Before you begin the actual work, you need to check how well the injection component of the equipment works. To do this, connect the oxygen reducer hose to the nipple that supplies oxygen. Carefully raise the pressure in the system to operating pressure.
When oxygen passes through the injector, a vacuum should occur in the acetylene channel. If it is, the finger will stick to the acetylene nipple. In this case, connect both hoses and carefully secure them; only after this can the combustible mixture be ignited and the flame size adjusted.
When finishing work, first close the valve of the acetylene cylinder, and then close the oxygen valve. If you do the opposite, a fire may strike the hose through which acetylene is supplied, which can lead to an explosion. If the work technology is followed, it will be possible to obtain a reliable connection that will retain its strength for a long time.
Classification of welding torches
A properly selected welding torch allows you to perform metal welding as efficiently as possible and ensures the comfort and safety of the worker. To buy a tool specifically for your needs, you need to know its classification and design features. The external simplicity of these products is deceptive; If you dig deeper, an unprepared person may feel dizzy from the diversity of their species:
- With and without injector.
- Gas and liquid.
- Universal and specialized.
- Single-flame and multi-flame.
- Manual and machine.
- With different flame power.
In addition, for each type of welding (semi-automatic or manual feed of filler rod, MIG/MAG or TIG, gas welding) a device of a certain design is required. Therefore, before you go shopping, it is useful to familiarize yourself with the classification of equipment.
Gas-burners
According to the principle of operation, torches for gas welding are either injection or non-injector (diffusion), and also differ in the gas used and in power.
Power characteristics
The capabilities of a gas burner and its scope of application largely depend on its power. This indicator is regulated by GOST 1077-79, according to which equipment is divided into 4 types:
- Micropower (r1) – non-injector type burners with a fitting size M12x1.25. Used for welding metal with a thickness of 0.1 to 1 mm, as well as for soldering.
- Low power (r2) – injection and non-injector type burners with replaceable fittings (the most popular tips are sizes M12x1.25 and M16x1.5). This is a common option, well suited for home use and small workshops. The thickness of the welded products is from 0.3 to 10 mm.
- Average power (r3) – here it is also possible to use injection and non-injector mechanisms. Tip size M16x1.5. They cook metal with a thickness of 0.5-35 mm. Most often used in industrial settings.
- High power (r4) – only injection type burners with M16x1.5 fitting. Weld thick-walled structures from 40 to 85 mm.
Injectorless burners
Diffusion models are extremely simple in design. Oxygen and combustible gas are supplied to the mixing chamber with the same pressure through separate channels. Before entering the mixer, the flows are divided into several thin jets. This creates extra swirls and promotes better mixing. The resulting mixture rushes further and comes out of the tip.
Injectorless burners have their advantages: you can separately regulate the supply of each component, accurately changing the flame temperature at the outlet; high pressure is not required for operation. The disadvantages include incomplete combustion of gas and low efficiency, the risk of flame entering the nozzle with subsequent explosion of the holder.
Injection
In injection models, only oxygen pressure can be adjusted. It is fed into the mixing chamber at high speed past the openings for the entry of flammable gas. This creates a rarefied low-pressure zone, under the influence of which the flammable gas rushes into the mixer after the oxygen. And then the mixture comes out along the tip. Thanks to this, the components are mixed thoroughly, and combustion occurs at a higher temperature. The flame escapes from the nozzle at a higher speed, which prevents it from entering. The disadvantage is uneven combustion, due to the fact that it is impossible to accurately adjust the ratio of components.
Differences in gas used
Three different types of gas mixture can be used in the welding process. Each of them requires its own burner:
1. For acetylene welding. The main application is welding, soldering and heating of metals. Flame temperature is about 3200 °C. You can weld ferrous metals of small thickness. Working with high-quality alloy steel is also possible, but the quality will be low.
2. Propane-oxygen. Due to the low combustion temperature of propane (2000-2100 °C), it is difficult to cook ferrous metal with them, but it is possible if the material thickness is up to 3 mm and the quality of the connection does not matter. These torches are better suited for soldering using high-temperature solder.
3. For gas-air propane welding. These are injection-type burners for working with a propane-butane mixture. You won't be able to cook or solder with them. The main purpose is to heat non-metallic and metallic materials. For example, when laying a roof or heating pipes for their subsequent bending. They are divided into single-flame and multi-flame (with several nozzles).
Semi-automatic torches (MIG/MAG)
The MIG/MAG welding process is carried out with a fusible electrode in a shielding gas environment. The torch consists of three main elements: the working part - the gooseneck, the cable and the contact connector, which is used to connect to the welding machine. Wire, gas and electric current are supplied through the hose to the working part. The gander is shaped like a pistol with an activation button.
When choosing a torch for semi-automatic welding, a number of factors should be taken into account: amperage, hose length, type of cooling, ergonomics and ease of maintenance.
With the first parameter, everything is very clear; it is only important to know what maximum current your welding machine is designed for, and choose equipment in accordance with this indicator.
The length of the sleeve is selected based on your own preferences and objectives. Some people believe that an excessively long cable contributes to energy loss, preferring short ones. For others, on the contrary, the length margin is important for greater mobility.
The type of cooling can be air or liquid. The first is suitable for welding with low currents (up to 250 A). With more powerful welding machines, liquid cooling is preferable.
Everyone chooses ergonomics for themselves. It is important that the instrument fits comfortably in your hand and is well balanced.
The main load falls on the working edge of the burner. For ease of maintenance, the tip with nozzle and diffuser are removable. This makes it possible to work with wires of different thicknesses, making them easier to clean or replace.
For argon arc welding (TIG)
Argon welding also takes place in a shielding gas environment, but a refractory electrode is used, and the formation of the seam occurs due to the filler material. There is no need for a device for supplying the electrode; it is fixedly fixed in the center of the nozzle. The factors you should pay attention to when choosing are the same as in the case of a semi-automatic. In addition, there are valve TIG torches that allow you to control the gas supply. It is convenient if the torch for argon arc welding is equipped with a trigger, with which you can activate the gas supply at the required moment.
Features of welding work using a gas torch
First of all, gas torches are distinguished by the fact that they are perfect for semi-automatic or automatic welding work, when the welding wire is fed without the use of hands, which greatly facilitates the technological process.
Thanks to automatic welding, you can qualitatively weld all hard-to-reach areas, and you will have to apply a minimum amount of effort. The amount of waste from such work is minimal. The weld seam is quite strong in a much shorter period of time than during electric arc welding. There are not too many disadvantages to this technology; they relate, first of all, to the rather high cost of equipment and components. The entire system is complex in terms of design; the products are very heavy and bulky, so moving them from one place to another will be very problematic.
The welding process consists of the following stages:
- The areas of the parts to be welded must be thoroughly cleaned of all traces of rust or corrosion. You can do this using a special metal brush attached to an angle grinder.
- Be sure to degrease the surface using TIG or other compounds, otherwise the consumable electrode will not adhere too tightly to the metal;
- The gas burner is activated, the semi-automatic electrode supply mechanism is started and the direct work of connecting metal elements begins;
- Be sure to set the electrode feed speed. It depends on the type of metals being welded, their thickness and a number of other factors.
Rules for using welding torches
The first step is to clean the welded areas to ensure a better connection and select the appropriate filler wire. Next, the current strength and wire feed speed are pre-regulated on the welding machine. Afterwards the speed of the gas mixture is adjusted. This parameter is selected empirically or by selecting the built-in program. Now you can proceed directly to welding.
The torch and filler wire are directed to the beginning of the weld. As the weld pool forms, the torch moves forward. When making vertical seams, choose the direction from bottom to top. This will make it easier to control the process, and the surface after hardening will be less deformed. In this case, the gas supply should be approximately 30% higher compared to the horizontal process.
How to use a gas torch during welding?
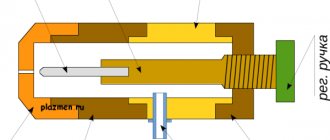
Drawing of a welding torch.
Torches are excellent companions in automatic or semi-automatic welding processes. As you remember, with these methods the welding wire is fed automatically, without the help of hands.
Thus, with the help of these technologies it is possible to reach the most difficult to reach welding areas with minimal effort. An additional advantage is that virtually no slag or other debris remains. The seam is formed quickly and of very high quality.
This method also has disadvantages. These include the very expensive cost of both basic equipment and consumables. The entire structure is quite heavy and difficult to move.
Steps in action:
- First of all, the most thorough cleaning of the surfaces of the workpieces being joined: not an ounce of rust or any contamination. We clean it thoroughly - not with a cloth, but with a metal brush and attachments on a grinding machine.
- We degrease the same surfaces for subsequent tight fit of metal to metal.
- Activation of the gas torch with simultaneous activation of the electrode wire feed system to start the main welding process.
- Setting the optimal wire feed speed, which is determined by the nature of the metal and other input factors.
Before work, you need to check the integrity and functioning of the injector. This is easy to do: connect the oxygen hose to the nipple and raise the pressure in the device to the operating level.
When oxygen passes through the injection system, a vacuum must form in the combustible gas channel. You can check it with your finger: it will stick to the nipple hole. If so, connect and secure both hoses. After this, the mixture is ignited and the flame size is adjusted.
As soon as the welding is completed, the valve of the acetylene cylinder is closed. The oxygen tap is turned off only second. This shutdown procedure must be followed without fail. Otherwise, the flame may hit the acetylene hose directly, causing an explosion.
If you do everything correctly, all the risks are justified: the seam turns out reliable and durable.
https://youtu.be/Rz1zG_fjkAU
Important nuances
Working with gas requires a highly qualified welder, knowledge and compliance with safety rules. There are many nuances in the use of gas burners, here are the most important of them:
1. To start work, flammable gas is started first and only then oxygen. To extinguish the burner, it is the other way around: first, the oxygen is shut off, and then the flammable gas.
2. Gas burners are 2-stroke and 4-stroke. In the first case, to activate, you need to press and hold the start key. If you let go, the work stops. The operating principle of a 4-stroke torch is different: a short press of the button turns on the gas supply and activates the welding process; when pressed again, the gas stops flowing.
3. The diameter of the wire in the semi-automatic torch must exactly match the diameter of its guide inside the nozzle.
Injector burners
The design of the welding torch involves the use of acetylene, hydrogen or methane as fuel, and it is very easy to use. The operating principle is as follows: oxygen from the cylinder enters through a special valve, passing through the injector cone, and enters the mixing chamber. A flammable gas is pumped through the injector and intensively mixed with oxygen. After this, the formed mixture is sent through the tip tube into the mouthpiece. Thanks largely to oxygen, the pressure of the gas escaping from the mouthpiece nozzle becomes significantly less than atmospheric pressure.
However, for high-quality combustion and obtaining a normal temperature, it must be at least 3.5 atmospheres. It is worth noting that the injection burner has one very serious drawback: the composition of the combustible mixture remains variable, which does not allow for high-quality and constant combustion.
Despite the fact that this product operates at low pressures, it is used much more often than designs designed for high pressure. The structure of this product is somewhat more complicated, since it contains a special cooling unit for the welding torch. The fact is that low pressure causes quite strong heating of the nozzle and other elements. The main thing here is to prevent the chamber where the flammable mixture is formed from overheating and exploding.
Right choice
Any work using gas is classified as dangerous. Therefore, it is very important to be careful when choosing gas welding equipment. Never neglect safety rules and choose equipment only from trusted manufacturers.
has won special respect among professional welders, thanks to the characteristics and quality of its products. Only durable materials that meet all modern requirements are used in production. On the website you can order welding torches and all related components at prices from the manufacturer. Delivery is possible not only for residents of the capital, but also for all regions of Russia.
The company's product catalog includes torches for semi-automatic machines, as well as for argon-arc welding, that meet the highest safety parameters. Qualified managers know all the nuances of working with welding equipment and are always ready to make sure that your purchase is as useful as possible.
Burner design
There are many manufacturers of welding equipment, but the torch design is the same for everyone. They differ in materials, sizes, critical temperature and power, and mechanisms for supplying a protective medium (gas, flux).
Considering the design of the burner, it is worth noting that the main elements are:
- nozzle;
- holder;
- tip;
- insulating sleeve;
- base with handle.
Burner design
Burner tips and nozzles are made from different materials and therefore have different service life. Copper is widely used, but the duration of work also depends on its quality. To increase service life, the nozzles are made of tungsten. But at the same time the price increases. The average operating time of such tips and nozzles is 200 hours.
Due to the frequent change of consumables, these elements are made quick-changeable so that the welder can replace them with his own hands in a short time.
The handle is made of heat-resistant insulating material that protects the welder from electric current. There is a button on the handle that turns on the supply of protective gas before igniting the arc.
The handle is connected to the welding machine through a supply hose, which contains the following:
- power cable;
- twisted wire feed channel;
- channel for supplying protective materials;
- cooling circuit;
- connector for connecting to the device and feed mechanisms.
The standardized hose length starts from 2.5 m and reaches 7 m. The length depends on the location and type of work performed. To reach the weld at a height without lifting the apparatus, the sleeve must be of maximum length.
But it is worth remembering that the excess, folded on the floor in rings, when voltage passes through them, works like inductive coils and gets very hot. As a result, a short circuit may occur.
Torch for semi-automatic welding machine
The main difference between this burner and the manual version is the ability to cool it. Usually used in places that are rare and difficult to access.
The best tips for such torches are made from tungsten and copper. There are other options for insulating lugs: bronze, copper and graphite alloys.
In what cases is argon welding used?
This type of welding is becoming more widespread than other methods of welding metals due to the use of a special gas called argon in its process. It allows you to isolate the metals being connected from reaction with the atmosphere, which prevents them from oxidizing and losing their previous properties. An experienced specialist knows that argon welding allows you to weld any material, depending on the type of metals that are to be joined.
This type of welding can be used both for metals of the same type, and for seemingly unconnected ones. This feature is most widely used in large-scale production. It is well suited in conditions where a perfectly even seam and connection is required, for example, alloy steel and non-ferrous metal. Thus, the argon welding machine welds pipes, repairs any metal parts of machines, ruptures and various metal parts that cannot be joined by another welding method due to their oxidation by air.
Argon welding is used for non-ferrous metals, copper, cast iron, aluminum and stainless steel. Depending on the characteristic features of each material, different types of electrodes, welding methods and the level of current supplied to the device are used.