Definition of rolling mill
A rolling mill is a complex of machines and units designed for plastic deformation of metal in rolls (rolling itself), its further processing (straightening, cutting, etc.) and transportation. In addition, the rolling shops are equipped with heating furnaces and wells, annealing and normalizing furnaces, devices for surface cleaning, tinning and galvanizing of strips, machines for grinding and cutting roll gauges, etc. All this, as well as cranes and other equipment are not included in the concept of “rolling mill”, but they are necessary to ensure the operation of the rolling shop and the production of finished products of the required quality.
Rolling mill equipment is divided into two groups: equipment included in the working stand lines, and other equipment for transporting and finishing metal.
Place and purpose of the rolling shop at a metallurgical plant
A modern metallurgical plant with a full metallurgical cycle combines three main industries: blast furnace, steelmaking and rolling. The latter usually includes several independent workshops that produce various products according to the range.
Cast iron produced in blast furnaces is processed in converters, open-hearth or electric furnaces into steel. The supply of liquid iron, which ensures uninterrupted operation of steelmaking shops, is contained in heated storage facilities (mixers).
The ingots obtained in the steelmaking shops enter the stripper department, where they are removed from the molds and sent to the rolling shops.
The technological process for the production of rolled products consists of two stages: rolling the ingot into a semi-product and rolling the semi-product into a finished product.
In Fig. 42 shows a plan for the location of the main workshops of a metallurgical plant with a full cycle.
Rolled metal production
| The technology for manufacturing rolled metal products is quite complex and knowledge-intensive - depending on the types of products obtained, various production methods can be used on modern automated equipment, the main advantages of which are high productivity, the ability to obtain high-quality products that fully comply with all modern requirements and standards. |
is represented by many different types of goods, the most popular of which are corrugated sheets, galvanized sheets and I-beams. Profiled sheet products are used in construction work; they can be used for roofing, when installing permanent and temporary fences, and in the construction of pavilions. Sheet metal products are widely used as blanks in mechanical engineering, as well as for producing products by die cutting or stamping. I-beams are used in the construction of large objects and serve as the basis for supporting structures.
For the production of each type of metal products, specialized equipment is used, for example, for the production of I-beams, high-tech production facilities are used; the production stages include preliminary preparation (cutting metal on thermal cutting machines), followed by the transfer of blanks to the pre-processing and assembly workshop. A special assembly mill assembles the I-beam using industrial welding lines. For an I-beam, various grades of steel are selected, including low-alloy and carbon. As a rule, the hot rolling process is used or the beam is manufactured using special technology.
For current prices for the rolled metal products you are interested in, please contact our managers by phone below.
| Sales department No. 1: +7 | Sales department No. 2: +7 |
To produce reinforcement, modern enterprises use drawing, deformation and rolling methods. The choice of manufacturing method is determined by the parameters of the resulting reinforcement, the main of which are the diameter and profile, as well as the features of surface treatment of the workpieces - the reinforcement can have a smooth surface for use in installation work, and rolled products with a corrugated surface are also produced for strengthening reinforced concrete structures. The latter type of reinforcement is widely used in construction work, and is a necessary condition for ensuring the proper strength and rigidity of concrete. Domestic production of reinforcement uses cold drawing and hot rolling methods.
Rolled sheet metal has recently been produced by a large number of enterprises. Sheet production is carried out on double- or single-cell sheet mills, depending on the required thickness of the resulting profile. Single-stand mills are used in large enterprises; they have many disadvantages, as a result of which their use is gradually being reduced. The optimal choice in modern conditions is the use of combined crimping mills. Sheet rolling is carried out in two stages, while achieving optimal quality of rolled sheets, with the possibility of using the necessary devices for removing scale from the surface of the resulting sheet, for convenient straightening and cutting of the profile. This type of equipment is perfect for small industries and allows you to obtain products that are competitive in cost. The result is a steel sheet whose price is affordable for the average consumer, while achieving full compliance with quality standards for this group of products.
Channels and other similar rolled products are made from low-alloy steel in order to achieve cost reduction, while the resulting products have less ductility while increasing strength, which is largely determined by the area of use of this type of rolled product - the channel serves as an excellent support material, since it has increased load resistance.
For the production of channels, hot rolling technology is used on section machines at high pressure. It is important to comply with all technological requirements to obtain high-quality rolled metal. Large metallurgical plants are mainly involved in the production of long profile products; the main consumers of these products are construction companies.
Thus, summing up, we can conclude that this production of rolled metal products is highly promising, due to the growing demand for various profile materials. Modern manufacturers of metal products have recently paid attention to the use of automated production to achieve maximum product quality and also to reduce their own manufacturing costs.
Classification of rolling mills
Rolling mills can be classified according to various criteria: purpose, number and location of rolls, location of working stands, operating mode.
Classification of rolling mills by purpose
Blooming is a crimping machine for processing steel ingots with a cross-section of more than 125×125 mm. Slabing is a universal crimping mill for processing large steel ingots into slabs more than 700 mm wide and more than 75 mm thick. Blooming slabging is a universal crimping mill for processing steel ingots into blooms and slabs, characterized by a high lift of the top roll (up to 1200 mm), in order to implement a rib pass when squeezing the side edges of the slabs. Continuous billet mill , characterized by a sequential arrangement of stands, is designed for continuous rolling of billets of square and rectangular sections from blooms from 50×50 to 150×150 mm. The pipe billet mill is designed for rolling blooms into solid round billets with a diameter of 70–350 mm, necessary for the production of seamless pipes, as well as square billets with a thickness of 75–125 mm. The rail and beam (section) mill with rolls with a diameter of 500-950 mm is designed for the production of round profiles with a diameter of 80-300 mm, I-beams up to No. 60, channels up to No. 40, rails up to No. 18 and other profiles. Large-section mill with rolls with a diameter of 500-750 mm - for the production of square and round profiles with a size of 80-200 mm, I-beams of channels up to No. 30, etc. Medium-section mill with rolls with a diameter of 300-500 mm - for the production of square and round profiles with a size of 30-100 mm, channels up to No. 12; They are also used for rolling profiles of simple cross-sections made of other metals and alloys. Small-section mill with rolls with a diameter of 250-350 mm - for the production of round profiles with a diameter of up to 20 mm, square profiles with a side of up to 18 mm, strips with a thickness of up to 25 mm and angles up to No. 5. Wire mill - for rolling wire rod with a diameter of 5 to 10 mm . Strip (strip) mill - for the production of strip steel with a thickness of up to 1.5-12 mm and a width of up to 400 mm. A universal beam mill is a mill with one pair of horizontal and one pair of vertical rolls located in the same plane. Plate mill - for the production of sheets up to 40-50 mm thick and up to 3000-4500 mm wide. Hot rolling sheet mills for the production of sheets with a thickness of 1.5–12 mm and a width of 1000–2350 mm (roll weight up to 10 tons). Sheet cold rolling mills - for the production of sheets with a thickness of 0.5-2.5 mm. Pipe rolling mill - for performing all basic technological operations in the production of solid-rolled (seamless) pipes (consists of a system of machines). Piercing (pipe rolling) mill - for the production of liners from solid blanks or ingots. Pilgrim (pipe rolling) mill - for hot rolling on a cylindrical mandrel of a thick-walled sleeve into a thin-walled pipe in rolls with a periodic gauge. Reducing (pipe rolling) mill - to reduce the diameter of pipes due to an increase in length without changing the thickness of the pipe wall. Expansion (pipe rolling) mill - to increase the diameter of the pipe while reducing the thickness of its wall. Rolling (pipe rolling) mill - to reduce the difference in pipe wall thickness, eliminate local thickening and smooth out the outer and inner surfaces. Calibration (pipe rolling) mill - for the final calibration of pipes according to the outer diameter (without a mandrel) and eliminating ellipseness resulting from the rolling mill. Strip rolling mill - for cold rolling of strips up to 250 mm wide. Foil rolling mill - for cold rolling of foil up to several microns thick (from steel and non-ferrous metals). Flattening mill - for cold rolling of a special narrow strip of round wire. Temper mill - for cold rolling of sheets and strips into rolls with small reductions in order to harden the rolled surface. Wheel rolling mill - for the production of solid-rolled railway wheels and disks. Ring rolling mill - for hot rolling of rolling bearing rings and other ring-shaped workpieces. Ball rolling mill - for transverse rolling of balls and other short bodies of rotation in screw gauges. Helical cross rolling mill is a three-roll mill for cross rolling of periodic profiles. Gear rolling mill is a special mill for hot rolling of spur, chevron cylindrical and bevel gears with a module of 4-10.
Classification of rolling mills by number and location of rolls
Double-roll mill (duo) - the working stand has two horizontally located working rolls. Double two-roll mill - a pairwise arrangement of four horizontal work rolls in two vertical planes. Two-roll mill with oblique rolls - one drive roll and one upper idle roll. Double-roll mill with top idle roll - one drive roll and one top idle roll. Three-roll mill (trio) with horizontal rolls - the working stand has three horizontally arranged working rolls. A three-roll mill with rolls at an angle is a section mill, the rolling rolls of which are located in the same vertical plane at an angle of 120° to each other. Four-roll mill (quarto) - the working stand has four horizontal rolls located one above the other, of which the middle two with a cantilever arrangement are working, the other two are support. Multi-roll mills (six-, twelve-, and twenty-roll) for cold rolling of thin strips and strips in coils. These stands have high rigidity and low roll deflection. The universal stands include horizontal and vertical rolls, which provide compression of the metal on four sides: in thickness - with horizontal rolls and in width - with vertical ones. Universal stands are used for rolling slabs, thick sheets, wide-flange beams 600-1000 mm high with parallel flanges. Cages of a special design are used for rolling tires, wheels, balls, rings, screws, gears, etc.
Classification of rolling mills according to the location of the working stands
A single-stand mill consists of one stand, a multi-stand mill consists of several working stands. Linear mill is a multi-stand mill, the axes of the stands are located in one line; The stands are usually driven by one common motor. Multi-line - a multi-stand mill, the axes of which are located in two or more lines, placed parallel to one another. A double mill (tandem) consists of two working stands arranged sequentially in two lines. A continuous mill is a multi-stand mill, the stands of which are located sequentially in the direction of movement of the rolled metal; in the stands, the metal is rolled in only one direction. A semi-continuous mill is a multi-stand mill, in one or more working stands of which rolling can be carried out in both directions (counting as the metal flows in the workshop), and in other stands continuous rolling of metal in one direction is ensured. Sequential mill - the stands are arranged sequentially; the strip being rolled makes only one pass in each stand. Zigzag mill is a multi-stand mill, the stands of which are located along several parallel rolling lines; metal from one rolling line is transferred to another along oblique roller tables, i.e., zigzag movement of the metal is ensured. A chess mill is a multi-stand mill, similar to a zigzag mill, but with metal transferred by slappers perpendicular to the rolling axis.
Modern rolling production
Rolling mills are classified according to their purpose, number and location of working stands and rolls in the working stands. Depending on the purpose, i.e. Depending on the type of products manufactured, they can be divided into the following three groups:
- hot rolling mills (crimping, billet, rail and beam, section, wire, strip, sheet, broadband);
- cold rolling mills (sheet, sheet metal and thin and thin strip rolling mills);
- special-purpose mills (wheel rolling, bandage rolling, fork rolling, for rolling strips and profiles of variable cross-section, balls, gears, screws, bent profiles, etc.).
Rice. 1. Sheet rolling mill
Let us remember that crimping and billet mills are used for preliminary rolling of ingots poured into molds, and are not used when working with continuously cast billets.
The main parameter of crimping, billet and section mills is the diameter of the rolls or gears of the gear stand (in mm). If there are several working stands in the mill, the mill parameter is the diameter of the rolls of the finishing (last) stand. Thus, the name “small section mill 250” means that the diameter of the work rolls or gears of the finishing stand is 250 mm, and its purpose is the production of small sections.
The main parameter of sheet mills is the length of the barrel (working surface) of the roll (in mm), which determines the largest width of sheets or strips rolled on the mill. In this case, the name “thick sheet mill 3000” means that the length of the roll barrel is 3000 mm, while thick sheets up to 2700-2800 mm wide are rolled on the mill.
Rice. 2. Rolling rolls: with a smooth barrel (a) and calibrated (b): 1 – barrel; 2 – neck; 3 – driving or transfer ends
Based on the number and location of working stands, rolling mills are divided into the following five groups: single-stand, linear multi-stand, sequential, semi-continuous and continuous.
Single stand mills are the simplest type of rolling mill. The mill equipment includes one working stand and a work roll drive line, which consists of spindles, a gear stand, a gearbox, couplings and a main electric motor. The equipment included in the roll drive line is mainly repeated on rolling mills with a more complex arrangement of working stands.
The simplest are linear multi-stand rolling mills, in which the working stands are arranged in one or more lines. In this case, each line is driven by one electric motor. Single-stand mills can be reversible, when the work rolls can alternately rotate in one direction and the other, or non-reversible, when the work rolls rotate only in one direction. Linear multi-stand mills are used mainly as billet, section, rail and beam, wire and sheet mills.
A
b
V
Rice. 3. Calibration - the procedure for rolling a successive series of transition sections of rolled profiles
(a – rolling of rails; b – various options for rolling channel bars; c – various options for rolling angles)
Sequential mills are characterized by the arrangement of working stands, standing one after another in such a way that the rolled strip passes through each stand once. Therefore, the number of stands in such a mill should be equal to the maximum number of passes required to obtain the finished profile. On serial mills, the work stands are usually arranged in several parallel rows to reduce the length of the workshop and make better use of its space. Moreover, on such mills, the distance from stand to stand in the rolling direction increases due to an increase in the length of the rolled strip (since the cross-section decreases, the rolled metal is extended in length). Accordingly, the rotation speed of the rolls increases. Sequential mills are used mainly as varietal mills.
Rice. 4. Simple (a) and shaped (b) gauges
Semi-continuous mills consist of two groups of working stands: continuous and linear, or sequential. In a continuous group of stands, the rolled strip can be simultaneously in two, three or more stands, i.e. roll continuously. And in the second group, the strip is rolled either on a linear or sequential mill. Semi-continuous mills are used as section mills, wire mills and strip mills.
The most modern mills are continuous mills. Compared to other types of mills, continuous mills are characterized by higher rolling speeds (and therefore productivity). In this case, the drive of the rollers of the working stands can be either individual or group. These mills are used as billet mills, broadband mills, medium- and small-section mills, wire mills, etc.
Rolls are the main working tool of a rolling mill; they directly deform the metal. The costs associated with the operation of the rolls account for 5-15% of the total costs of a rolling mill.
{youtube}gb5ofEl__Sc&list=PLAEe6a6oMFf2oGqeIOgxBbyClQVKrhjau|100%|480|0{/youtube}
Rolling rolls are classified according to their purpose, the shape of the roll barrel, design, and material. According to their purpose, rolls can be sectioned and sheet, turning, split, leveling, etc., rolls for hot and cold rolling, crimping, roughing, pre-finishing and finishing rolls.
According to the shape of the barrel, the rolls can be smooth or cylindrical and with calibers. According to the design, rollers are distinguished between solid-cast, solid-forged and composite. According to the material, the rolls are made of steel, cast iron and hard alloys. The working diameter of the rolls is chosen so that they grip the metal without forced pushing, and also based on the conditions of strength and rigidity, especially for thin-sheet mills.
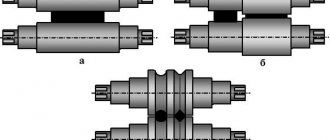
Fig.5. Options for arrangement of rolls in working stands:
a – two-roll stand; b – three-roll varietal and sheet; c – four-roll stand; d – six-roll stand; d – twelve-roll stand; e – twenty-roll stand; g – universal beam cage; h – universal slab stand
According to the location and number of rolls in the working stands and their design, rolling mills are divided into several groups: two-, three-, four- and multi-roll, universal with a special design (Fig. 5).
Double-roll stands (duo-) are the most common, and there are reversible and non-reversible. In reversible stands, the rolls have a variable direction of rotation. The rolled metal passes between the rollers forward and backward the required number of times, and the rollers accordingly change the direction of rotation and are reversed. Reversible twin-roll stands are used in crimping, plate, section and sheet mills.
In non-reversible twin-roll stands, the rolls have constant rotation in one direction. The rolled metal passes between the rolls of such a stand only once and in one direction. Irreversible stands are used in linear multi-stand, sequential, semi-continuous and continuous rolling mills for the production of billets, long products, wire rods, and sheets.
In three-roll stands, the roll axes are located in the same vertical plane and have a constant direction of rotation. Three-roll stands are widely used in the production of long products. The rolled metal moves in one direction between the lower and middle rolls and in the opposite direction - between the middle and upper. To lift the metal to the upper level and its task, lifting and swinging tables are installed between the upper and middle rolls in front of or behind the stand.
When producing sheets, three-roll stands are also used, but with a middle roll of smaller diameter than the lower and upper ones. The middle roll is non-driven and during the rolling process it is pressed either against the upper or the lower roll.
Just as in the production of long products, lifting and swinging tables are installed in front of and behind the stand. Since three-roll stands have low productivity and low rigidity of the roll system, they have practically not been used recently.
In four-roll stands, as in three-roll stands, the rolls are also located in the same vertical plane, one above the other. In these stands, two rolls are working, and the other two are supporting. The work rolls have a smaller diameter and are located in the middle of the stand, the support rolls have a larger diameter and are located at the top and bottom. Backup rolls are designed to reduce the deflection of the work rolls and to increase the rigidity of the roll system. The drive rolls in quarto (four-roll) stands are work rolls. Mills with four-roll stands are widely used for hot and cold rolling of thick and thin sheets, wide strips and strips.
Using four-roll stands, rolling is carried out on continuous multi-stand and single-stand mills. Four-roll non-reversing stands are used on continuous mills. Reversible four-roll stands are used in single-stand hot and cold rolling mills.
Multi-roll stands include six-, twelve- and twenty-roll stands.
Six-roll stands have two working drive rolls and four support rolls. These stands are characterized by increased rigidity of the stand itself and less deflection of the support rolls. Thanks to this, the stands are used for cold rolling of thin strips and narrow strips in coils with precise thickness tolerances. However, since the advantages of these stands compared to four-roll stands are small, and their design is more complex, they have not received significant distribution.
Twelve- and twenty-roll stands are widely used in rolling production. This complication of working stand designs is justified by a number of advantages, which are expressed in the rigid design of the roll system and the entire working stand. This allows them to be used for the production of thin and extremely thin tape. The diameters of the work rolls in such multi-roll stands range from 3 to 50 mm. They are non-driven and are supported by a series of large diameter drive rolls, which in turn are supported by a series of support rolls.
Universal stands have horizontal and vertical rolls located in the same vertical plane. The metal is compressed using horizontal and vertical rollers simultaneously.
Such stands are used in universal beam stands, where the vertical rolls are non-driven. These stands are used only for rolling wide-flange I-beams (beam height up to 1000 mm, flange width up to 400 mm), as well as for rolling other profiles (rails, universal sheets, etc.).
In addition, universal (conventional) stands are used as reversible two-roll (in slabs) or four-roll (in roughing broadband mills) stands. In these stands, the vertical planes in which either horizontal or vertical rolls are located are located at a certain close distance from each other.
In these stands, the rolled metal is compressed using both horizontal and vertical rolls. In this case, vertical rolls are located on the front or rear side of the working stand, the task of which is to obtain even and smooth side edges of the rolled metal.
The specially designed cages have a wide variety of roll arrangements. This group includes wheel-rolling, bandage-rolling, fork-rolling, ring-rolling, ball-rolling mills, as well as mills for rolling profiles of variable and periodic sections, gears and other products.
In addition to the rolling mill itself, the technological lines for rolling include a large amount of auxiliary equipment, which is divided into two main groups: transport, which performs operations of moving metal, feeding it to the working stands and turning it, and processing, the work of which is associated with finishing operations rental
The transport group of units and mechanisms includes roller tables, refrigerators, manipulators, tilters, rotating and lifting mechanisms. The processing group of units and mechanisms includes scissors, saws, straightening mechanisms and presses, winders, unwinders, etc.
An important role is played by roller tables - systems of rollers mounted on a frame. The rollers are driven by electric motors, and when they rotate, the metal laid on the roller table receives longitudinal movement due to friction forces. Roller conveyors provide metal supply to the rolling mill, its transfer into rolls, reception from rolls and movement to scissors, saws, levelers and other devices and mechanisms.
Refrigerators are the connecting link between the rolling mill and the units for finishing rolled products. The refrigerator receives the rolled metal, cools it, transfers it to the outfeed roller table, and transports the metal to the finishing units.
The most common rack-and-pinion coolers provide cooling of strips using movable gear racks that perform a rocking-forward motion. An important advantage of these refrigerators is the ability to straighten rolled metal during the cooling process. When moving through the refrigerator, the metal is cooled to 80-120 ° C and transferred to an outfeed roller conveyor leading to scissors for cold cutting to cut lengths.
Rolled products prepared in this way, as a rule, are supplied to units for heat treatment to improve its properties: hardening to impart hardness, or vice versa - to an annealing unit for softening (for example, for subsequent rolling of the sheet into a thin cold-rolled sheet), and then to units for surface finishing - mechanical or chemical (etching) method.
Fig.6. Rail Head Hardening Machine
In the future, thin-sheet rolled products can also be given special properties using special units. Mostly it is galvanized to protect against corrosion by passing it through a bath of molten zinc in continuous hot-dip galvanizing units (CAG), and it is also given additional protective and aesthetic properties by applying polymer coatings or by painting.
It is important to note that at all stages of production, quality control plays an important role, carried out both by cutting samples from metal for subsequent assessment of its properties using standard methods, and using non-destructive testing methods - ultrasonic, electrical inductive, X-ray and gamma flaw detection.