In industry and in everyday life, metal parts are connected into a single structure using welding. This method is considered the most reliable and quite cheap. Relatively not very complex equipment (welding machine, electrodes, protective equipment) allows you to create and repair many metal structures in a short time and with fairly reliable quality.
To create a durable metal product, a novice welder needs to thoroughly know the features and types of butt welded joints, as well as the technology of the work being performed.
a brief description of
Resistance butt welding is a method of welding metal components, the main essence of which is uniform heating of the entire area where the products meet. After heating, they fit together as fashionably more tightly, and the result is a strong, permanent seam.
Butt welding is characterized by high productivity, this is due to the rapid formation of a welded joint. During the process, the metal melts much faster and more evenly, so the connection appears quite quickly. If desired, welding can be automated and integrated into the conveyor. Therefore, this type of welding is often used in mass production, where butt welding of pipes and other similar products is required.
Despite the fact that welded joints are formed quickly, they are durable and of high quality. They will be able to serve for a long period in good condition. For this reason, metal butt welding is often used in the manufacture of cars, aircraft, and oil pipelines.
Definition of a weld joint
Welding of metals is the joining of metals by melting the edges of the product and their subsequent crystallization during the cooling process. The welding process is accompanied by complex physical and chemical processes. These numerous factors are what the welder must take into account when performing the work. Moreover, all these physical and chemical processes are interconnected in time and space.
During welding, several specific zones arise that characterize the welded joint:
- fusion site (welding pool), where molten grains of metal and electrode are located at the boundary of the base metal and the weld;
- a weld that is formed after cooling and crystallization of the weld pool;
- the thermally affected zone is determined by a section of metal that has not melted, but has changed its composition and structure as a result of heating;
- a base metal that can be welded without changing its properties.
Features of the technology
Butt welding is considered a type of resistance electric welding. For this reason, the technological processes and equipment design for these processes are very similar. But there are still a few differences, but they are very minor.
Welding equipment, which is used for resistance and butt welding, has the following components in the device:
- power welding transformer with high power;
- electrode with a fixed device;
- movable electrode;
- a mechanical or electromechanical drive, which is designed for a movable electrode;
- workflow management system.
It is worth noting! If manually operated equipment is used for welding, the operator must constantly visually monitor the process. This may negatively affect the quality of the welded joint. But automated devices control operations at all stages, right down to removing the heating element.
Butt welding technology is carried out in several stages:
- At the initial stage of work, the welded products are secured with special clamps. They are also used as electrodes. Welding equipment is designed taking into account the fact that the size of the contact area in such clamps should be large, in contrast to the welded surface of the ends. For this reason, the clamps must match the shape of the surface of the workpiece being welded.
- Then the moving mechanism with increased force, using an electromechanical drive, presses the edge of the joint of the element being welded to the joint of the product, which is fixed in the clamp in a stationary state.
- As soon as all the products are firmly fixed and pressed, the welding transformer is turned on, this is done for 2-3 seconds. This time will be enough for an electric current with great strength to pass through the electrodes and the workpiece being welded. It is he who releases an increased amount of heat in the area of least contact, namely at the junction of the products being welded.
How to weld a weld on a ceiling
In the process of performing construction and repair work, beginning craftsmen face a number of difficulties when mastering new skills.
This time we will talk about the basics of welding, tell you step by step how to properly weld a weld on a ceiling, talk about the types of joints and much more.
Our task: to give you the basic knowledge and skills to make a welding seam strong and reliable.
Welding as it is
The modern method of joining metals is cold welding.
Despite the simplicity of the process, many, sometimes experienced craftsmen, do not understand the essence of the process.
Welding is a method of joining surfaces, which is based on a change in diffusion properties.
Simply put, the task of welding is to create a seam that will join the contact surfaces. For this, chemical and physical methods are used, but, naturally, further we will talk in the context of electric welding.
Electric welding: general provisions
During the welding process, the source of which is electric current, the aggregate state of the joining surfaces changes, as a result of which a homogeneous and uniform seam is formed.
In the photo: electric welding. This method is used for welding exclusively metal products.
To increase the current and voltage, welding machines are used, which can have different designs and dimensions. Their task is to create such resistance at the metal-electrode interface that a high (about 5000 degrees) temperature occurs.
A classic welding machine is represented by a housing where transformers, diodes, transistors, etc. are located, an anode and a cathode, and a power plug.
Types of welding machines
Let's look at what welding machines you can find on the market. This is of fundamental importance, because the quality of the ceiling seam will depend on it.
- Transformer;
- Rectifiers;
- Inverter.
Transformer. The design of such a device contains a transformer that reduces the voltage while increasing the current.
The power is supplied from a 220V network, and an alternating output current is generated at the output, which is the main disadvantage of such devices. For verification, electrodes of various diameters are used, which will determine the welding seam.
Rectifiers. This welding machine uses a transformer and diode unit. The latter makes direct current from alternating current.
Despite the dimensions of such devices, they are more practical, as they provide current stability and sufficient power.
Inverter. This is a modern type of welding equipment based on power transformers. They are much smaller in size than classic ones, while delivering a higher current.
The completed inverter weighs around 8 kg. In this case, alternating current turns into direct current, and then again into alternating current.
It should be understood that the operation of these devices is based on a general operating principle, so they can all be used to form a ceiling seam.
The differences lie in size, practicality of use and connection strength.
Welding technology and electric arc
The operation of the above welding methods is based on an electric arc, which is why it is commonly called arc welding.
The cathode is placed on the metal to be welded, and an electrode is placed on the anode.
Due to the closure of the arc, the resistance between the electrode and the metal increases. As a result, the electrode begins to melt, as well as the metal. A weld pool is formed, which is represented by liquid metal.
After starting the device and observing all safety nuances, an electrode of the required diameter is brought to the joining surfaces.
One of the methods is to form a weld and then wait for the metal to cool.
On the surface of the seam you can find a coating - slag.
Types of welding seam
Such protective clothing will be required for welding.
Once you have decided on the type of welding machine, and also acquired the necessary equipment for protection, you can begin to form the welding seam.
Depending on the position of the welding surfaces, there are:
- Ceiling seam;
- Horizontal seam;
- Vertical seam;
- Corner seam.
Depending on the position of the electrode at the time of welding, there are:
- Progressive. Such seams are formed when the electrode moves back and forth;
- Longitudinal. These seams are formed when the electrode moves uniformly in one direction.
- Transverse. Formed when the electrode is directed to the sides.
The photo shows the main seams, depending on the position of the contact surfaces.
Also, the characteristics of the seam depend on the position of the electrode when welding 5 mm and 3 mm metal.
The electrode can be deflected forward and backward, as a result of which the point of application of energy changes.
Methods for joining surfaces
If you are wondering how to properly weld a weld on a ceiling, then you should know the options for joining surfaces:
- Overlapping - this type of connection involves the overlapping of materials on top of each other.
- Corner joint - the joining surfaces are located at an angle to each other.
- T-shaped - in this case, the joining element is attached to the side surface of another element.
- End contact - with such contact, the lateral surfaces of the materials are adjacent to each other.
- Butt is the main type of connection in which the end surfaces are compared.
The photo shows various methods of joining surfaces.
Attention! We have studied the basics of welding, which will be required in order to properly weld a weld on the ceiling. Naturally, the type of jointing of seams and the equipment used is an individual question.
Ceiling Seam Technology: Key Basics
In the photo: diagram of the ceiling seam. We have already emphasized that the ceiling seam is located on the lower surface of the metal structure.
Now, with the basic skills you've learned above, you can begin to discuss one of the most difficult types of joints - the ceiling joint.
It is important to understand that in this case the welder is located below the working surface, and therefore drops of hot metal, slag and shavings may fall on clothing.
Another important point: the weld pool is located in the opposite direction, so reliable fixation can be achieved with the correct execution technique.
This weld is used for welding the underbody of a car, during the installation of floors and metal structures, in shipbuilding, etc.
Ceiling seam technique
To make such a seam, you can use transformer and inverter welding machines. In terms of practicality and workmanship, we recommend using an inverter type, but due to the fact that this equipment is not available to novice welders, you can use semi-automatic equipment, but more on that soon.
Example of a ceiling seam: looks very good. In this case, an inverter was used.
Another version of the finished ceiling seam, which was made semi-automatically.
This is what a completed ceiling seam looks like
Experienced craftsmen claim that in the process of forming a ceiling seam, liquid metal is held only by surface tension, so it is important to use a certain technique.
Video lesson: how to make the correct welding seam on the ceiling
Seam formation methods:
- Half month type. In this case, it is necessary to perform Z-like movements so that the liquid metal does not concentrate in one place and cool down.
- Ladder type. The electrode is placed at an angle of 90 to 120 degrees to the welding surface. The electrode is brought to the metal and wait until a weld pool is formed. You immediately need to move the electrode 5-10 mm, after which the procedure is repeated.
- Reciprocating type. The most complex welding method available to a professional. In this case, it is necessary to constantly return to the hardened metal.
Instructions for welding in the ceiling position
First, you should know what a root stitch is.
This is the most distant point that needs to be welded. Most often, it is this place that is the worst to cook.
To do this, you need to use thin electrodes with a diameter of 3 mm, and the current intensity should be low or medium. This procedure can be performed either semi-automatically or with an inverter.
In the photo: this is what welding electrodes look like. They can be of different diameters.
Attention, if the reverse side of the material is accessible, then it is necessary to form a roller without further processing. The root of the seam is welded using back-and-forth movements.
Secondly, now you need to take an electrode with a diameter of 4 mm. It is necessary to use a staircase-type technique. Do not allow beads to form on the edge. The current strength is closer to maximum.
Thirdly, we carry out further surfacing, and the width of the unfilled groove should be no more than 2-3 mm.
Welding with an inverter or semi-automatic
In this case, we described the general scheme for forming a ceiling seam. The most optimal solution would be to use an inverter.
In the photo: wire for semi-automatic welding.
This device is very compact and makes a very high-quality seam, thanks to a wide range of operating modes.
As for transformer-type devices, use semi-automatic welding.
In this case, the electrode is supplied automatically, so a large amount of work can be performed.
The main advantage of this method is that gas is supplied to the weld zone, protecting the seam from oxidation.
Video lesson: learning how to weld a ceiling seam using a semi-automatic machine
Recommendations from professionals
Especially for you, we present the best practices of experts that will help you correctly weld a weld on the ceiling.
- Only the manual method is suitable for joining surfaces.
- Coated electrodes are ideal for forming a seam, which will protect it from oxidation.
- You should not use electrodes with a diameter of more than 4 mm.
- The optimal weld thickness is equal to two electrode diameters.
- The formation of the seam should be done towards itself, this way you can control the quality of the ceiling seam.
- If the welding surfaces have a thickness of more than 1 cm, then welding is carried out in two stages.
- Experts recommend protecting surfaces before starting welding and treating the seam after completion.
Photo selection of high-quality welds
This seam was made manually using a semi-automatic machine. The seam thickness is perfect.
A very beautiful welding seam, made by a professional using an inverter.
A good welding seam: we used electrodes with a diameter of 4 mm and a conventional transformer apparatus.
High-quality seam made using argon welding. One of the most powerful fixation methods.
High-quality, uniform and uniform ceiling seam. Can be seen as a perfect example.
Conclusion
In this article we have presented the key techniques and developments that are used today.
If you are prepared to carefully follow the instructions, you will ensure a high-quality ceiling seam.
potolkipro.com
Types of butt welding
Butt welding of plates and other metal products can be carried out in several ways - flash and resistance. Each method has characteristic features and nuances that must be observed when carrying out welding work.
Reflow welding
Flash butt welding is a popular technology used in various industries. Its essence lies in the fact that a certain amount of voltage, which is supplied to the area of the transformer windings, stops as soon as the two welded products come into contact. In simple terms, the voltage increases and at the moment of its highest point its supply immediately stops. But at the same time, a sufficient amount of thermal energy is retained to melt the metal base.
There are small irregularities on the surface of the joints of the two products; they ensure good contact between the products. But still, if you want to get an excellent result, then it is better to squeeze the end parts and completely align them. This will improve the contact area. These conditions will ensure rapid heating and melting of the metal; it will literally boil in just a few seconds.
Flash welding is characterized by the fact that when it is carried out, additional irregularities may appear in which vapor mixtures from molten metals can concentrate. But these pairs benefit the welding process; they have a protective effect, namely, they protect the welding zone from the negative effects of oxygen.
Important! Flash butt welding is performed using force or pressure. It must be applied when the joints of the products being welded have already melted a little.
At the moment when two products are compressed, excess liquid metal overflows. It is at this time that the connection of two elements occurs. The result is a durable and high-quality seam. When examined, virtually no visible or hidden defects are detected. The fact is that the decomposition products, the oxide film, are removed along with the excess molten metal mass.
Contact flash welding does not require preliminary preparation or special treatment of metal surfaces. For carrying out there is no need to prepare the end parts of the products, this significantly saves time. If it is necessary to weld elements that have different sections, then opposite bevels can be made in advance. This will greatly improve the contact between the workpieces and increase their contact area.
Resistance welding
Resistance butt welding differs significantly from the flash welding process. During this technology, the products are pressed with sponges to the surface of the electrodes. This is what allows you to get good contact, and the sponges perfectly hold the elements and prevent them from slipping.
Then the elements are pressed against each other with force, and then an electric current is applied. It is he who begins to gradually heat up the metal structure. The metal must be heated to the extent that it acquires plastic properties. Under strong pressure, the products are connected to each other. The excess molten metal mass comes out, and the oxide film is removed along with it.
Note! Resistance welding is carried out with constant pressure, its supply should not stop until the metal structure has completely cooled down and a strong connection has been formed. If you follow all the rules and principles, the seam will come out smooth, without flaws or defects with good wear resistance.
Resistance butt welding of machines and other products requires preliminary preparation and processing of the welded products. They need to be cleaned well. In addition, it is worth considering that parts that are welded using the resistance welding process have less resistance to oxidation, so this method is rarely used. Also, welding is only suitable for parts with a small cross-section.
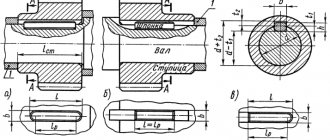
Geometric dimensions of the weld
A crystallized piece of molten metal formed at the junction of two metal parts or structures is a classic welding seam, which has certain geometric dimensions both in cross-section and in length. They depend on the type of connection, the welding method, the geometry of the cutting of the end edges of the products being joined and some other factors. These elements of welded parts are divided into two types: butt and corner. They should not be confused with the types of welding joints that are classified as butt, fillet, tee, and lap joints.
In all such structures there are working seams, which are subject to the main loads of the connection. The strength of the entire structure as a whole depends on the correct calculation of these connection elements. The quality of welding is influenced by many factors, including geometric characteristics such as width, length, concavity, convexity and other features of joining parts. For parts connected at right angles, the main geometric parameter is the size of the weld leg, on which the welding strength depends.
Advantages
Butt welding of wire and other metal elements has many positive features that have made this technology popular and in demand.
Among the main advantages are the following qualities:
- There is no need to pre-clean, process or prepare the edges to be welded.
- No pre-heat treatment required. This greatly simplifies the task and speeds up the process. But still, preparation and heat treatment are not performed using the reflow method; in other cases, these measures are required.
- The connections are smooth and of high quality. If you follow important rules and principles of technology when welding, then the welded products can last for several decades.
- Simple and easy to carry out. The butt welding process can be carried out by an average specialist and a welder without experience. To implement the technology you do not need to have deep knowledge and skills.
- After welding, the metal composition has high chemical homogeneity. This has a positive effect on the strength characteristics of the seam.
- The welding process can be fully automated.
- Fast execution.
Vertical welding using an inverter
After analyzing how to properly weld a vertical seam using electric welding, you can learn how to weld a vertical seam using an inverter. The second method is manual, but it works on a slightly different principle, using a welding wire electrode (consumable). With this method of work, you should carefully monitor how the end of the device is guided. If you choose the wrong position of the holders or the angle of inclination, you will end up with a defect.
The parts should be connected in separate sections (points), constantly removing the electrode and putting it back so that the material splashes over the surface. This way the seam comes out better than with a conventional machine, since the arc will be in continuous contact with the surface while the point is being formed.
Inverter Source i1.rozetka.ua
Flaws
It is important to consider that butt welding of angles and other metal products has negative qualities. Compared to the advantages, there are not so many of them, but still you should not forget about them.
Among the main disadvantages are:
- When welding is carried out, quite high costs of electrical energy are observed. During melting of the material, it is necessary to constantly supply current with high voltage levels;
- increased requirements for the parameters of welded metal products;
- the equipment used is expensive. For this reason, this technology is not carried out at home.
Butt welding of plastic pipes
Butt welding of polypropylene pipes allows durable plastic products with different diameters and sizes. This technology differs from welding metal products; this is due to the fact that the plastic material is not capable of passing electric current through itself. It is for this reason that the end parts are heated by special heating elements.
Butt welding of plastic pipes has several important features:
- When carrying out work, it is worth considering that plastic material is not capable of passing current. For this reason, it is recommended to use special devices with a contact heating element;
- The connected products are pressed tightly against each other. For this reason, the diameter of the pipes must be precisely sized;
- To ensure uniform heating of the surface, a nozzle must be used. This element must repeat the diameter and shape of the pipe;
- When exposed to heat, the nozzle contracts slightly. Under pressure, a high-quality and durable connection is formed.
Small PVC pipes with a diameter of no more than 10 cm can be welded at home. An old electric iron can be used for these purposes. However, the work requires experience and certain skills. Experts also point out that to obtain a high-quality and durable seam, it is worth using special welding equipment for butt welding technology.
Procedure for welding thick-walled metal
The weld can be made in one pass, in which case it is called a single-layer weld. For large thicknesses, welding is carried out in several passes, as a result of which the beads are sequentially superimposed on each other. This type of seam is called multilayer. When welding joints made of thick-walled materials over 20 mm, when there is a danger of stress, deformation, and steel prone to hardening with poor weldability occurring after welding, the groove is filled using special “slide” or “cascade” techniques.
When welding “slide”, the first roller of a short length of 200-300 mm is directed, then the second, overlapping the first and having 2 times the length. The third layer overlaps the second and is 200-300 mm longer than it. Welding is carried out in this way until the groove is completely filled. Welding from the resulting “slide” is carried out in the same way further. This achieves slower cooling of the metal in the welding zone, which prevents the formation of cracks.
Welding in one pass is simpler and more economical, but the weld metal is obtained with lower mechanical properties due to the increased overheating zone and the columnar structure of the metal. With multi-pass or multi-layer welding, a heat treatment effect is obtained: the applied bead anneals the previous one, resulting in a fine-grained structure.
The welding joint consists of the following elements:
- The weld itself is the area where the parts meet.
- Fusion zone.
- The heat-affected zone of a welding machine is an area of metal where thermal changes are noticeable as a result of the effects of welding.
- Base metal - the remaining area of metal parts that are connected by welding.
When welding in several layers, the root seam is also isolated - this is the very first welding layer, located deeper than the others. When performing it, the impact should be maximum and, if possible, continuous.
Types of welding wire
Welding of plates and other metal products must be carried out using special welding wire. The quality and strength characteristics of the connection depend on it.
There are several types of wire:
- Copper . It is usually used when welding products made of low-carbon steels.
- Stainless . Suitable for products made of chrome and other alloy steels.
- Aluminum . It is often used when working with silumin and duralumin.
It is worth noting! Particular attention must be paid to the choice of cross section. It is selected in accordance with the contact area of the components being welded.
Perfect welding seam in shielding gas
Gas shielded welding requires careful attention to the components used and special tests.
modern methods of welding in shielding gases and gas mixtures
For austenitic chromium-nickel steels, the following differences can be distinguished:
- Austenitic steels with/without molybdenum
- Austenitic steels with reduced carbon content to prevent intercrystalline corrosion
- Calm austenitic steels with increased resistance to intercrystalline corrosion
- Fully austenitic steels that have very high corrosion resistance resulting from a complete austenitic structure and
- Austenitic-iron (duplex) steels. These steels, due to their two-phase structure, have good resistance to stress pitting and cracks, which provides them with increased rigidity and strength.
Austenitic steels generally cook very well. It should be noted that tarnishing of working surfaces occurs as a result of the interaction of high temperature and oxygen contained in the air. Because discoloration seriously weakens the corrosion resistance of chrome-nickel steel, it must be avoided by careful forming, pickling and sandblasting. The best results are achieved using two techniques. For example, molding or sandblasting first and then etching.
Stainless steels differ from unalloyed steels not only in their reduced corrosion, but also in their rather low thermal conductivity and increased thermal expansion, which can lead to serious deformations. In addition, during welding the melt is much more viscous.
Shielding gases for all types of gas welding are standardized, both for shielding gases and for protecting root welds. Characteristics are usually not precise and are obtained based on areas of concentration. The EN definition alone does not accurately describe the protective gas mixture. Thus, one name will not be enough when ordering.
www.se123.ru
Seam properties
Inspection of welded butt joints allows you to fully check the quality of the seam and timely detect various defects. In production, these works are performed using special equipment that allows you to obtain accurate results.
The seams produced by butt welding technology have the following properties:
- high decorative qualities. Sometimes a wide shaft may form, which is further processed. This allows you to get a flat and smooth surface;
- reliable and durable connection. The connection can withstand various impacts, including variable load;
- in the area where the seam is located, the metal structure does not lose its properties. This is due to the fact that during welding, local heating of the metal occurs.
Areas of use
Butt welding technology is used in the following areas:
- In construction for the construction of monolithic reinforcement structures.
- In the field of metallurgical industry for joining rolled sheets or wires.
- In railway construction for the production of weldless rails.
- In the automotive industry in the manufacture of various parts.
- In tool production.
- For welding plastic and metal pipes.
Note! Butt welding of steel pipes is often used when laying oil and gas pipelines. It is this technology that allows you to quickly and firmly weld products with a diameter of 142 cm.
Butt welding technology is a popular method that has found application in many areas of production. It is used to produce a variety of metal and plastic structures of particular importance. But still, to carry it out you need expensive equipment - a butt welding machine. These devices can only be used by large enterprises and production facilities, so this method is not carried out at home.
Briefly about the main thing
There are 4 main ways to create seams: ceiling, horizontal, vertical, and bottom.
The last one is the simplest, and the first one is more difficult and is used only if all the others cannot be completed.
There are also several types of trajectories, the most popular are triangle and Christmas tree.
It is necessary to monitor the length of the arc so that it does not exceed 2-3 mm, otherwise a defect will result.
The slag must be cleaned after welding. This can be done in three processing methods: thermal, mechanical and chemical. A combination of the last two works best.
Ratings 0