В промышленности и в быту соединение металлических деталей в единую конструкцию производится с помощью сварки. Этот метод считается самым надежным и достаточно дешевым. Относительно не очень сложное оборудование (сварочный аппарат, электроды, средства защиты) позволяет в короткое время и с достаточно надежным качеством создавать и ремонтировать многие металлические конструкции.
Для создания прочного изделия из металла начинающему сварщику необходимо досконально знать особенности и виды стыковых сварных соединений, а также технологию выполняемой работы.
Краткая характеристика
Контактная стыковая сварка — метод сваривания металлических компонентов, основная сущность которого состоит в равномерном прогревании всей области стыка изделий. После нагревания они как модно сильнее стыкуются друг с другом, и в результате получается прочный неразъемный шов.
Сварка встык характеризуется высокой производительностью, это связано с быстрым образованием сварного соединения. При проведении процесса металл расплавляется намного быстрее и равномернее, поэтому соединение появляется достаточно быстро. При желании сварку можно сделать автоматизированной и встроить в конвейер. Поэтому этот вид сваривания часто применяют на серийном производстве, где требуется стыковое сваривание труб и других похожих изделий.
Несмотря на то, что сварные соединения образуются быстро, они получаются прочными и качественными. Они смогут прослужить долгий период в нормальном состоянии. По этой причине сварка встык металла часто применяется при изготовлении автомобилей, самолетов, нефтепроводов.
Определение сварного соединения
Сваркой металлов называют их соединение посредством расплавления кромок изделия и последующей их кристаллизацией в процессе охлаждения. Процесс сварки протекает в сопровождении сложных физических и химических процессов. Эти многочисленные факторы и обязан учитывать сварщик во время выполнения работы. При этом все эти физико-химические процессы сопряжены между собой по времени и пространству.
Во время сварки возникает несколько специфических зон, которые и характеризуют сварное соединение:
- место сплавления (сварочная ванна), где на границе основного металла и шва находятся расплавленные зерна металла и электрода;
- сварной шов, который образуется после охлаждения и кристаллизации сварочной ванны;
- зона термического воздействия определяется участком металла, который не расплавился, но изменил свой состав и структуру в результате нагрева;
- основной металл, который подвержен сварке, но не меняющий при этом своих свойств.
Особенности технологии
Сварка в стык считается разновидностью контактной электросварки. По этой причине технологические процессе и устройство оборудования для этих процессов сильно похожи. Но все же несколько различий имеется, но они совсем незначительные.
Сварочное оборудование, которое используется для контактной и стыковой сварки, имеет в устройстве следующие компоненты:
- силовой сварочный трансформатор с большой мощностью;
- электрод с неподвижным устройством;
- подвижный электрод;
- механический или электромеханический привод, который предназначен для подвижного электрода;
- система управления рабочим процессом.
Стоит отметить! Если для сваривания применяется оборудование с ручным управлением, то оператор должен постоянно производить визуальный контроль процесса. Это может негативно отразиться на качестве сварного соединения. А вот автоматизированные аппараты управляют операциями на всех стадиях вплоть до удаления нагревательного элемента.
Технология стыковой сварки производится в несколько этапов:
- На начальном этапе работ свариваемые изделия закрепляются специальными зажимами. Они также применяются в качестве электродов. Сварочное оборудование устроено с учетом того, что размер площади контакта в таких зажимах должен быть большим в отличие от свариваемой поверхности торцов. По этой причине зажимы должны соответствовать форме поверхности свариваемых изделий.
- Затем подвижный механизм с повышенным усилием при помощи электромеханического привода прижимает край стыка свариваемого элемента к стыку изделия, которое закреплено в зажиме в неподвижном состоянии.
- Как только все изделия будут прочно зафиксированы и прижаты, производится включение сварочного трансформатора, это делается на 2-3 секунды. Этого времени будет достаточно для того, чтобы через электроды и свариваемое изделие прошел электроток с большой силой. Именно он выделяет повышенный объем теплоты в области наименьшего контакта, а именно на стыке свариваемых изделий.
Как варить сварочный шов на потолке
В процессе выполнения строительных и ремонтных работ начинающие мастера сталкиваются с рядом трудностей, при освоении новых навыков.
На этот раз мы расскажем об азах сварочного ремесла, расскажем по шагам, как правильно варить сварочный шов на потолке, освятим о типах соединений и многое другое.
Наша задача: дать вам базовые знания и навыки, чтобы сделать сварочный шов крепким и надёжным.
Сварка как она есть
Современный метод соединения металлов — холодная сварка.
Несмотря на простоту процесса, многие, порой опытные мастера, не понимают сути происходящего процесса.
Сварка — это метод состыкования поверхностей, в основе которого лежит изменение диффузионных свойств.
Проще говоря, задача сварки: создать шов, который будет стыковать контактные поверхности. Для этого применяют химические и физические методы, но, естественно, далее мы будем говорить в контексте электрической сварки.
Электрическая сварка: общие положения
В процессе сварки, источником которой является электрический ток, меняется агрегатное состояние стыковочных поверхностей, вследствие чего образуется однородный и равномерный шов.
На фото: электрическая сварка. Такой метод применяется для сварки исключительно металлических изделий.
Для увеличения силы тока и напряжения применяются сварочные аппараты, которые могут иметь различную конструкцию и габариты. Их задача создать такое сопротивление на границе метал-электрод, чтобы возникла высокая (около 5000 градусов) температура.
Классический сварочный аппарат представлен корпусом, где располагаются трансформаторы, диоды, транзисторы и прочее, анодом и катодом, вилкой для питания.
Виды сварочных аппаратов
Давайте рассмотрим, какие сварочные аппараты вы можете встретить на рынке. Это имеет принципиальное значение, ведь от этого будет зависеть качество потолочного шва.
- Трансформаторные;
- Выпрямительные;
- Инверторные.
Трансформаторные. В конструкции такого аппарата лежит трансформатор, который уменьшает напряжение, при этом увеличивает силу тока.
Питание осуществляется от сети 220В, при этом на выходе образуется переменный выходной ток, что является основным недостатком таких аппаратов. Для сверки применяются электроды различного диаметра , от чего и будет зависеть сварочный шов.
Выпрямительные. В таком сварочном аппарате используется трансформаторный и диодный блок. Последний делает постоянный ток из переменного.
Несмотря на габариты таких аппаратов, они являются более практичными, так как обеспечивают стабильность тока и достаточную мощность.
Инверторные. Это современный тип сварочного оборудования, в основе которого лежат силовые трансформаторы. Они имеют гораздо меньший размер, чем классические, при этом выдают ток большей силы.
Укомплектованный инвертор имеет вес в пределах 8 кг. В этом случае переменный ток превращается в постоянный, а затем снова снова в переменный.
Следует понимать, что в основе работы этих аппаратов лежит общий принцип работы, поэтому они все могут использоваться для формирования потолочного шва.
Различия кроются в габаритах, практичности использования и прочности соединения.
Технология сварки и электрическая дуга
В основе работы вышеописанных методов сварки лежит электрическая дуга, поэтому её принято называть дуговой.
Катод накладывают на метал, который подлежит сварки, а на анод надевают электрод.
Вследствие замыкания дуги происходит рост сопротивления между электродом и металлом. В результате этого начинает плавится электрод, а также металл. Образуется сварочная ванна, которая представлена жидким металлом.
После запуска аппарата и соблюдения всех нюансов безопасности, электрод нужного диаметра подносят к стыковочным поверхностях.
Одним из способов формируется сварочный шов, после чего ждут, когда металл остынет.
На поверхности шва можно обнаружить налет — шлак.
Виды сварочного шва
Такое защитное обмундирование потребуется для сварки.
После того, как вы определились с типом сварочного аппарата, а также обзавелись необходимой экипировкой для защиты, можно приступать к формированию сварочного шва.
В зависимости от положения сварочных поверхностей выделяют:
- Потолочный шов;
- Горизонтальный шов;
- Вертикальный шов;
- Угловой шов.
В зависимости от положения электрода в момент сварки различают:
- Поступательные. Такие швы образуются, когда электрод перемещается вперед-назад;
- Продольные. Эти швы образуются, когда электрод перемещается равномерно в одном направлении.
- Поперечные. Образуется в том случае, если электрод направляется по сторонам.
На фото представлены основные швы, в зависимости от положения контактных поверхностей.
Также характеристики шва зависят от положения электрода при сварке металла 5 мм и 3 мм.
Электрод может быть отклонен углом вперёд и назад, в следствие чего меняется точка приложения энергии.
Способы стыкования поверхностей
Если вы задаетесь вопросом, как правильно варить сварочный шов на потолке, то вы должны знать варианты стыковки поверхностей:
- Нахлестное — данный тип соединения предусматривает наложение материалов друг на друга.
- Угловое соединение — стыкующиеся поверхности располагаются под углом друг к другу.
- Тавровое — в данном случае стыкующиеся элемент крепится к боковой поверхности другого элемента.
- Торцовое — при таком контакте боковые поверхности материалов прилежат друг к другу.
- Стыковое — основной тип соединения, при котором происходит сопоставление торцовых поверхностей.
На фото представлены различные способы стыкования поверхностей.
Внимание! Мы с вами изучили азы сварки, которые потребуются для того, чтобы правильно варить сварочный шов на потолке. Естественно, тип стыкования швов и используемое оборудование — вопрос индивидуальный.
Технология потолочного шва: ключевые основы
На фото: схема потолочного шва. Мы уже делали акцент, что потолочный шов располагается на нижней поверхности металлической конструкции.
Теперь, благодаря базовым навыкам, которые вы усвоили выше, можно приступить к обсуждению одного из самых сложных типов соединения — потолочного шва.
Важно понимать, что в этом случае сварщик располагается ниже рабочей поверхности, в связи с чем на одежду могут попадать капли раскаленного металла, шлак и стружка.
Также важный момент: сварочная ванна располагается в противоположном направлении, поэтому достичь надёжной фиксации можно при правильной техники исполнения.
Такой шов применяется для сварки днища автомобиля, во время монтажа перекрытий и металлоконструкций, в судостроении и прочее.
Техника исполнения потолочного шва
Для выполнения такого шва можно использовать трансформаторные и инверторные сварочные аппараты. В плане практичности и качества выполнения мы рекомендуем использовать инверторный тип, но ввиду того, что это оборудование не доступно для начинающих сварщиков, можно применять полуавтоматику, но об о все вскоре.
Пример потолочного шва: выглядит очень хорошо. В данном случае применяли инвертор.
Ещё один вариант готового потолочного шва, который был выполнен полуавтоматом.
Так выглядит завершенный потолочный шов
Опытные мастера утверждают, что в процессе формирования потолочного шва жидкий металл удерживается лишь поверхностным натяжением, поэтому важно использовать определённую технику.
Видео урок: как сделать правильный сварочный шов на потолке
Методы формирования шва:
- Полумесячный тип. В этом случае необходимо совершать Z-подобные движения, чтобы жидкий металл не концентрировался в одном месте и не остывал.
- Лестничный тип. Электрод размещается под углом от 90 до 120 градусов к сварочной поверхности. Электрод подносят к металлу и дожидаются, когда образуется сварочная ванна. Сразу нужно отодвинуть электрод на 5-10 мм, после чего процедура повторяется.
- Обратно-поступательный тип. Наиболее сложный метод сварки, доступный профессионалом. В этом случае необходимо постоянно возвращаться к затвердевшему металлу.
Инструкция сварки в потолочном положении
Во-первых, вы должны знать, что такое корневой шов.
Это наиболее удалённая точка, которая подлежит сварки. Чаще всего именно это место хуже всего проваривается.
Для этого нужно использовать тонкие электроды с диаметром 3 мм, при этом сила тока должна быть низкой или средней. Эту процедуру можно выполнить, как полуавтоматом, так и инвертором.
На фото: так выглядят сварочные электроды. Они могут быть различного диаметром.
Внимание, если доступна обратная сторона материала, то необходимо сформировать валик без последующей обработки. Корень шва проваривают возвратно-поступательными движениями.
Во-вторых, теперь нужно взять электрод с диаметром 4 мм. Необходимо применить технику исполнения по типу лестница. Не допускайте образование валиков на кромка. Сила тока ближе к максимальной.
В-третьих, производим дальнейшую наплавку, при этом ширина незаполненной канавки должна составлять не более 2-3 мм.
Сварка инвертором или полуавтоматом
В данном случае мы описали общую схему формирования потолочного шва. Наиболее оптимальным решением будет применить инвертор.
На фото: проволока для полуавтоматической сварки.
Такой аппарат очень компактный и делает очень качественный шов, благодаря широкому диапазону рабочих режимов.
Что касается аппаратов трансформаторного типа, применяйте полуавтоматическую сварку.
В этом случае подача электрода производится автоматически, поэтому можно выполнять большой объем работ.
Главное преимущество этого метода — в зону сварочного шва подаётся газ, защищающий шов от окисления.
Видео урок: учимся варить потолочный шов полуавтоматом
Рекомендации профессионалов
Специально для вас мы приводим лучшее наработки экспертов, которые помогут правильно варить сварочный шов на потолке.
- Для стыкования поверхностей подходит лишь ручной способ.
- Для образования шва идеально подойдут покрытые электроды, которые будут защищать его от окисления.
- Не стоит применять электроды с диаметром более 4 мм.
- Оптимальная толщина шва равна двум диаметрам электрода.
- Образование шва должно производится к себе, так можно проконтролировать качество исполнения потолочного шва.
- Если сварочные поверхности имеют толщину более 1 см, то сварка производится в два этапа.
- Эксперты рекомендуют защищать поверхности перед началом сварки, а также производить обработку шва по окончании.
Фотоподборка качественных сварных швов
Этот шов был выполнен вручную при помощи полуавтоматического аппарата. Толщина шва идеальная.
Очень красивый сварочный шов, выполненный профессионалом при помощи инвертора.
Неплохой сварочный шов: использовали электроды с диаметром 4 мм и обычный трансформаторный аппарат.
Качественно выполненный шов при помощи аргонной сварки. Один из наиболее мощных методов фиксации.
Качественный, равномерный и однородный потолочный шов. Можно рассматривать как идеальный пример.
Заключение
В этой статье мы привели ключевые методики и наработки, которые используются на сегодняшний день.
Если вы готовы тщательно соблюдать инструкцию, то вы обеспечите качественный потолочный шов.
potolkipro.com
Виды стыковой сварки
Сварка пластин и других металлических изделий встык может проводиться несколькими способами — оплавлением и сопротивлением. Каждый метод имеет характерные особенности и нюансы, которые обязательно нужно соблюдать при проведении сварочных работ.
Сварка оплавлением
Стыковая сварка оплавлением является популярной технологией, которую используют в разных сферах промышленности. Ее суть состоит в том, что определенный объем напряжения, который подается на область обмоток трансформатора, прекращается, как только два свариваемых изделия соприкоснутся. Если говорить простыми словами, напряжение повышается и в момент наивысшей точки сразу же прекращается его подача. Но при этом сохраняется достаточный объем тепловой энергии для расплавления металлической основы.
На поверхности стыков двух изделий имеются небольшие неровности, именно они обеспечивают хороший контакт между изделиями. Но все же если вы хотите получить отличный результат, то лучше торцевые части сдавить и полностью их выровнять. Это улучшит площадь соприкосновения. Данные условия обеспечат быстрое разогревание и расплавление металла, он в прямом смысле закипит всего за несколько секунд.
Сварка оплавлением характеризуется тем, что при ее проведении могут появляться дополнительные неровности, в которых могут концентрироваться паровые смеси от расплавленных металлов. Но данные пары приносят пользу сварочному процессу, они оказывают защитное воздействие, а именно защищают сварочную зону от негативного воздействия кислорода.
Важно! Контактная стыковая сварка оплавлением проводится с использованием усилия или давления. Его прикладывать необходимо тогда, когда стыки свариваемых изделий уже немного расплавились.
В момент, когда происходит сжатие двух изделий, лишний жидкий металл выходит за пределы. Как раз в это время происходит соединение двух элементов. В результате получается прочный и качественный шов, При его осмотре практически не обнаруживается видимых и скрытых дефектов. Дело в том, что продукты разложения, оксидная пленка удаляются вместе с излишками расплавленной металлической массы.
Контактная сварка оплавлением не требует предварительно подготовки и особой обработки металлических поверхностей. Для проведения не нужно подготавливать торцевые части изделий, это существенно экономит время. Если необходимо сварить элементы, которые имеют разное сечение, то заранее можно сделать противоположные скосы. Это намного улучшит контакт между заготовками, увеличит их площадь соприкосновения.
Сварка сопротивлением
Стыковая сварка сопротивлением существенно отличается от сварочного процесса оплавлением. Во время проведения этой технологии изделия прижимаются губками к поверхности электродов. Именно это позволяет получить хороший контакт, а губки отлично удерживают элементы, предотвращают их скольжение.
Затем элементы с усилием прижимают друг к другу, и после подается электрический ток. Именно он начинает постепенно разогревать металлическую структуру. Разогревание металла должно проводиться до той степени, когда он приобретает пластичные свойства. Под сильным давлением изделия соединяются друг с другом. Лишняя расплавленная металлическая масса выходит, вместе с ней удаляется оксидная пленка.
Обратите внимание! Сварка сопротивлением проводится с постоянным давлением, его подача не должна прекращаться пока металлическая структура полностью не остынет и не образуется прочное соединение. Если соблюдать все правила и принципы, то шов выйдет ровным, без изъянов, дефектов с хорошей износостойкостью.
Контактная стыковая сварка сопротивлением машины и других изделий требует предварительно подготовки и обработки свариваемых изделий. Их необходимо хорошо зачистить. Кроме этого стоит учитывать, что детали, которые сваренные при помощи сварочного процесса сопротивлением имеют меньшую устойчивость к окислению, поэтому этот метод редко применяется. Также сварка подходит только для деталей с небольшим сечением.
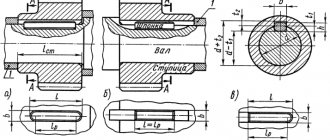
Геометрические размеры сварного шва
Закристаллизовавшийся отрезок расплавленного металла, образовавшийся в месте соединения двух металлических деталей или конструкций – это классический сварочный шов, который имеет определенные геометрические размеры как в сечении, так и по длине. Они зависят от типа соединения, метода выполнения сварки, геометрии разделки торцевых кромок соединяемых изделий и некоторых других факторов. Эти элементы сваренных деталей делятся на два вида: стыковые и угловые. Их не следует путать с типами сварочных соединений, которые классифицируются как стыковые, угловые, тавровые и внахлест.
Во всех таких конструкциях присутствуют рабочие швы, на которые действуют основные нагрузки соединения. От правильного расчета этих элементов соединения зависит прочность всей конструкции в целом. На качество сварки влияет множество факторов, в том числе и геометрические характеристики, такие как ширина, длина, вогнутость, выпуклость и другие особенности стыковки деталей. Для соединенных под прямым углом деталей, основным геометрическим параметром является размер катета сварного шва, от которого зависит прочность сварки.
Преимущества
Стыковая сварка проволоки и других металлических элементов имеет много положительных особенностей, которые сделали данную технологию популярной и востребованной.
Среди главных преимуществ можно выделить следующие качества:
- Не нужно проводить предварительную очистку, обработку и подготовку свариваемых кромок.
- Не требуется предварительная термообработка. Это значительно упрощает задачу и ускоряет процесс. Но все же подготовка и термообработка не выполняется при методе оплавления, в остальных случаях данные меры обязательны.
- Соединения получаются ровными и качественными. Если при проведении сварки соблюдать важные правила и принципы технологии, то сваренные изделия смогут прослужить несколько десятков лет.
- Простое и легкое проведение. Стыковой сварочный процесс сможет провести средний специалист и сварщик без опыта. Для выполнения технологии не нужно обладать глубокими знаниями и навыками.
- После сваривания состав металла имеет высокую химическую однородность. Это положительно отражается на прочностных характеристиках шва.
- Сварочный процесс поддается полному автоматизированию.
- Быстрое выполнение.
Вертикальная сварка с помощью инвертора
После разбора, как правильно варить вертикальный шов электросваркой, можно узнать, как варить вертикальный шов инвертором. Второй способ ручной, но он работает немного по другому принципу, с использованием электрода из сварочной проволоки (плавящийся). При таком методе работы следует внимательно следить за тем, как ведётся конец устройства. Если неправильно выбрать положение держатели или угол наклона, то получится брак.
Соединение деталей следует производить отдельными участками (точками) постоянно убирая электрод и прикладывая его обратно, чтобы материал брызгами растекался по поверхности. Таким образом шов выходит лучше, чем с помощью обычного аппарата, так как дуга будет непрерывно контактировать с поверхность во время образования точки.
Инвертор Источник i1.rozetka.ua
Недостатки
Важно учитывать, что стыковая сварка уголка и других металлических изделий имеет негативные качества. По сравнению с преимуществами их не так много, но все же не стоит про них забывать.
Среди основных недостатков можно выделить:
- при проведении сваривания наблюдаются достаточно большие затраты на электрическую энергию. Во время плавления материала необходимо постоянно подавать ток с высокими показателями напряжения;
- повышенные требования к параметрам свариваемых изделий из металла;
- используемое оборудование имеет высокую стоимость. По этой причине данная технология не проводится в домашних условиях.
Стыковая сварка пластиковых труб
Сварка полипропиленовых труб встык позволяет прочно пластиковые изделия с разным диаметром и размером. Данная технология имеет отличия от сваривания металлических изделий, это связано с тем, что пластиковый материал не способен пропускать через себя электрический ток. Именно по этой причине торцевые части нагреваются специальными нагревательными элементами.
Стыковая сварка труб из пластика имеет несколько важных особенностей:
- при проведении работ стоит учитывать, что пластиковый материал не способен пропускать ток. По этой причине рекомендуется применять специальные приборы с контактным нагревательным элементом;
- соединяемые изделия сильно прижимаются друг к другу. По этой причине размер диаметра труб должен точно соответствовать;
- для равномерного прогревания поверхности обязательно должна использоваться насадка. Этот элемент должен повторять диаметр и форму трубы;
- при воздействии тепла насадка слегка сжимается. Под давлением образуется качественное и прочное соединение.
Небольшие ПВХ-трубы с диаметром не больше 10 см можно сваривать в домашних условиях. Для этих целей может применяться старый электроутюг. Однако для работ необходим опыт и наличие определенных навыков. Также специалисты указывают, что для получения качественного и прочного шва стоит использовать специальное сварное оборудование для стыковой сварочной технологии.
Порядок сварки толстостенного металла
Сварной шов может выполняться за один проход, в этом случае он называется однослойным. При большой толщине сварку производят в несколько проходов, в результате которых валики последовательно накладываются друг на друга. Такой шов называют многослойным. При сварке соединений из толстостенных материалов свыше 20 мм когда есть опасность возникновения после сварочных напряжения, деформаций, сталей склонных к закалке с плохой свариваемостью, разделку заполняют с применением специальных приёмов «горкой» или «каскадным».
При сварке “горкой” направляют первый валик небольшой длины 200-300 мм, затем второй, перекрывающий первый и имеющий в 2 раза большую длину. Третий слой перекрывает второй и длиннее его на 200-300 мм. Так производят сварку до полного заполнения разделки. От получившийся “горки” сварку производят таким же способом далее. Так достигаться более медленное охлаждение металла в зоне сварке, что препятствует образованию трещин.
Сварка за одни проход проще и экономичней, но металл шва при этом получается с более низкими механическими свойствами из за увеличенной зоны перегрева и столбчатой структурой металла. При многопроходной или многослойной сварке получается эффект термообработки накладываемый валик отжигает предыдущий, в результате структура получается мелкозернистой.
Сварочное соединение состоит из следующих элементов:
- Непосредственно сварной шов – зона стыка деталей.
- Зона сплавления.
- Зона термического влияния сварочного аппарата – это участок металла, где заметны термические изменения в результате воздействия сварки.
- Основной металл – остальная площадь металлических деталей, которые соединили с помощью сварки.
При выполнении сварки в несколько слоев, выделяют также корневой шов – это самый первый сварочный слой, расположенный глубже других. При его выполнении воздействие должно быть максимальным и по возможности – непрерывным.
Виды сварочной проволоки
Сварка пластин и других металлических изделий должна осуществляться с использованием специальной сварочной проволоки. От нее зависит качество и прочностные характеристики соединения.
Выделяют несколько разновидностей проволоки:
- Медная. Ее обычно применяют при сваривании изделий из низкоуглеродистых сталей.
- Нержавеющая. Подходит для изделий из хромированных и других легированных сталей.
- Алюминиевая. Ее часто используют при работе с силуминами и дюралюминием.
Стоит отметить! Особое внимание должно уделяться выбору поперечного сечения. Оно подбирается в соответствии с площадью контакта свариваемых компонентов.
Идеальный сварочный шов в защитном газе
Сварка в защитных газах требует внимательного отношения к используемым компонентам и специальных тестов.
современные способы сварки в защитных газах и газовых смесях
Для аустенитных хром-никеливых сталей могут быть выделены следующие различия:
- Аустенитные стали с/без молибдена
- Аустенитные стали с пониженным содержанием углерода для предотвращения межкристаллической коррозии
- Спокойные аустенитные стали с повышенным сопротивлением к межкристаллической коррозии
- Полностью аустенитные стали, имеющие очень высокую устойчивость к коррозии, что является результатом полной аустенитной структуры и
- Аустенитно- железные (дуплексные) стали. Эти стали, из-за своей двухфазовой структуры получают хорошую устойчивость к стрессовой точечной коррозии и трещинам, что обеспечивает им повышеннуют жесткость и прочность.
Аустенитные стали варятся, в основном, очень хорошо. Необходимо отметить, что побежалость рабочих поверхностей возникает в результате взаимодействия высокой температуры и кислорода, содержащегося в воздухе. В связи с тем, что побежалость серьезно ослабляет устойчивость хром-никелевой стали к коррозии, необходимо избегать ее, применяя аккуратную формовку, травление и обработку пескоструем. Наилучшие результаты достигаются при использовании двух приемов. Например, сначала формовку или пескоструй, а затем травление.
Нержавеющие стали отличаются от нелегированных не только пониженной коррозийностью, но и довольно низкой теплопроводностью и повышенным тепловым расширением, что может приводить к серьезным деформациям. К тому же, при сварке расплав гораздо более вязкий.
Защитные газы для всех типов газовой сварки стандартизированы, как для защитных газов, так и для защиты корневых швов. Характеристики обычно не точные, получаются на основе областей концентрации. Определение только EN не дает точного описания защитной газовой смеси. Таким образом одного наименования будет не достаточно при заказе.
www.se123.ru
Свойства шва
Контроль сварных стыковых соединений позволяет полностью проверить качество шва и своевременно обнаружить различные дефекты. На производстве данные работы выполняются при помощи специального оборудования, которое позволяет получить точные результаты.
Швы, которые получают при проведении стыковой сварочной технологии, обладают следующими свойствами:
- высокие декоративные качества. Иногда может образовываться широкий вал, который дополнительно обрабатывается. Это позволяет получить ровную и гладкую поверхность;
- надежное и прочное соединение. Соединение способно выдержать разное воздействие, включая переменную нагрузку;
- в области расположения шва металлическая структура не теряет свои свойства. Это связано с тем, что при сваривании происходит локальное нагревание металла.
Области применения
Стыковая сварочная технология применяется в следующих областях:
- В строительстве для сооружения монолитных арматурных конструкций.
- В области металлургической промышленности для соединения листового или проволочного проката.
- В железнодорожном строительстве для изготовления бесстыковых рельс.
- В сфере автомобильной промышленности при изготовлении разнообразных деталей.
- В инструментальном производстве.
- Для сваривания пластиковых и металлических труб.
Обратите внимание! Сварка стальных труб встык часто применяется при прокладке нефтепроводов и газопроводов. Именно эта технология позволяет быстро и прочно сваривать изделия с диаметром 142 см.
Стыковая сварочная технология востребованный метод, который нашел применение во многих областях производства. При помощи него изготавливаются разнообразные металлические и пластиковые конструкции особо значения. Но все же чтобы его проводить необходимо дорогостоящее оборудование — стыковая сварочная машина. Данные приборы могут позволить только крупные предприятия и производства, поэтому в домашних условиях этот метод не проводится.
Коротко о главном
Существует 4 основных способа создания швов: потолочный, горизонтальный, вертикальный, и нижний.
Последний самый простой, а первый более тяжёлый и применяется только в случае, если все остальные невозможно выполнить.
Также есть несколько видов траекторий, самые популярные это треугольником и ёлкой.
Необходимо следить за длиной дуги, чтобы она не превышала 2-3 мм, иначе получится брак.
Шлак после сварки необходимо зачищать. Можно это сделать тремя способами обработки: термическая, механическая и химическая. Лучше всего работает совмещение последних двух.
Оценок 0