Усредненные показатели
Показатели, сколько газа расходуется, могут быть следующими:
| Диаметр проволоки (см) | Сила тока (Ампер) | Средние показатели расхода (литров в минуту) |
| 0,8 — 1 | 60 — 160 | 8 |
| 1,2 | 100 — 250 | 9 — 12 |
| 1,4 | 120 — 320 | 12 — 15 |
| 1,6 | 240 — 130 | 15 — 18 |
| 2 см | 280 — 450 | 18 — 20 |
Можно ли уменьшить расход?
Как отмечалось выше, во время рабочего процесса большое значение имеют внешние факторы. Поэтому желательно минимизировать их негативное влияние. Для этого достаточно соорудить закрытое помещение, защищенное от ветра и сквозняков. Не стоит забывать и о безопасности работы сварщика, обеспечив помещению хорошую вентиляцию.
В закрытом помещении заполненного баллона хватит на большее количество времени
Специальное сокращение расхода обычно не приводит к желаемому результату, поскольку, в таком случае, уменьшаются защитные функции, и качество сварочных швов становится хуже. Для сокращения потребления можно использовать многокомпонентную газовую смесь, например «Микспро 3212», которая, кроме того, обеспечит значительный рост качественных показателей сварки. Однако, цена у подобной смеси будет выше, чем у обычного углекислого газа. Поэтому, окончательный выбор необходимо делать, опираясь на технические требования и бюджет.
— качественный газ для сварки
Если вас действительно интересует, на сколько хватает баллонов углекислоты, и вы не хотите платить за воздух, тогда необходимо обращаться только к проверенным и надежным поставщикам. Много полезной информации по данному вопросу можно найти в статье: углекислота: где заправить – вопрос не праздный.
Причины расхода защитного газа
В процессе выполнения сварочных работ можно выделить несколько основных показателей, влияющих на то, сколько сварочной смеси расходуется:
- какой силы ток;
- проволоку какого диаметра используют;
- какой толщины будет металл, который сваривают.
Найти показатели этих значений можно у многих производителей, если изучить паспортные данные о конкретно взятом сварочном газе. Это позволит в значительной степени упростить процесс выполнения расчетов.
К примеру, показатели среднего значения, сколько смеси аргона используется в процессе сварочных работ, выполняемых методом TIG, составляют 6 литров в минуту при использовании силы тока в 100 А. Если силу тока увеличивают до показателей в 300 А, то и нормы потребления будут расти до 10 литров в минуту.
Соблюдение такой тенденции происходит и в случае с методом MIG — если диаметр проволоки увеличить с 1 до 1,6 мм, это приведет тому, что количество потребляемого газа вырастет от 9 до 18 литров за минуту.
Также важную роль играет тот факт, какие условия созданы для проведения сварочных работ.
На сколько хватает баллонов углекислоты разного объема
Как известно, стандартный 40-литровый баллон содержит 24 кг СО2, который при испарении образует около 12 000 дм³ газовой фазы. Учитывая приведенные выше данные, можно определить, на сколько хватает баллона углекислоты при непрерывном рабочем процессе.
Не менее важную роль играет качество смеси и ее соответствие для работы с конкретным металлом. Так, например, при использовании 1-миллиметровой проволоки и средней силе тока в 100 А, 40 литров газа хватит приблизительно на 24 часа. Соответственно, баллона объемом 10 л должно хватить на 6 часов непрерывной эксплуатации.
Согласно справочным материалам, на 1 кг наплавленного металла расходуется 1,1 кг СО2 и 1,35 кг сварочной проволоки. Благодаря этим данным определяется следующая пропорция: СО2/ проволока = 1:1,2 кг. То есть, на 1,2 кг проволочного материала приходится 1 кг углекислоты в жидкой фазе. Опираясь на полученный коэффициент, можно легко посчитать потребление: 24 кг углекислого газа (емкость 40 л) хватит на 29 кг сварочного металла. Как показывает практика, данные расчеты в большинстве случаев соответствуют действительности.
Формула расчета
Показатели расхода для сварочной смеси при сварке с полуавтоматом можно выполнить с помощью следующей формулы:
- P = Py * T;
- Py — показатели удельного расхода газа, о которых заявил производитель;
- T — количество основного времени, необходимое, чтобы сварить один проход.
В приведенной ниже таблице указаны нормы потребления газа, на которые оказывают влияние такие показатели: какая в диаметре проволока и какие средние показатели имеет силы тока.
Так как 40-литровый баллон содержит сварочную смесь в количестве 6 000 литров, нетрудно произвести вычисления, сколько времени можно пользоваться одним резервуаром, если процесс сварки происходит непрерывно.
К примеру, расход CO2 при полуавтоматической сварке, когда используется проволока 1 мм в диаметре, составляет от 10 до 11 часов при условии, что процесс происходит непрерывно.
Показатели таких расчетов довольно грубые, ведь здесь не учитывают, сколько газа потребляется при выполнении подготовительных и финишных операций за один проход. Это поможет в определении приблизительной картины. Если потребуются более точные показания, для их проведения может потребоваться расходомер.
Режимы полуавтоматической сварки в среде защитных газов
В зависимости от толщины свариваемых металлов подбираются оптимальные режимы сварки в углекислом газе, настраивается сварочное оборудование. В таблице 1 приведены параметры ,влияющие на выбор режимов сварки.
Анализируя данные таблицы, следует отметить важные моменты:
- Глубина провара будет увеличиваться при увеличении сварочного тока.
- Напряжение дуги находится в прямой зависимости от длины дуги. При ее увеличении увеличивается и напряжение, а следовательно, ширина и глубина провара;
- Скорость подачи проволоки должна обеспечивать стабильное горение дуги при заданных параметрах напряжения;
- Вылет электрода обеспечивает устойчивость процесса горения дуги, при его увеличении ухудшаются свойства дуги и ,соответственно, качество сварного шва. На малом вылете процесс сварки плохо наблюдаем через сварочную маску, при этом контактный наконечник часто подгорает.
- Вылет подбирается в зависимости от диаметра используемой электродной проволоки.
Теперь, когда мы разобрались с режимами сварки полуавтоматом, приступим к подготовке и дальнейшей работе
Советы по сокращению расхода
Расход защитного газа при полуавтоматической сварке можно сократить. В этом помогут следующие советы. Уровень сварочных работ зависит от того, насколько качественным и надежным будет шов. Для этих целей и понадобится использование защитного газа. Поэтому в занижении расхода сварочной смеси искусственным путем нет никакого смысла. Иначе это может вызвать ситуацию, когда образуются поры и возникнут побочные эффекты другого плана.
Для экономии очень важным является качество газовой смеси. Например, если постоянно использовать состав «Микспро 3212», в котором много разных компонентов, можно сократить потребление как минимум вдвое. В сравнении с ситуацией, когда используется бинарный защитный газ. Его основа состоит из аргоновой и углекислотной смесей. Применение смеси «Микспро» приводит к тому, что получается наиболее качественный шов.
Сварочные работы полуавтоматом в защитной среде углекислоты
Сварка полуавтоматом в углекислоте относится к качественным и вместе с тем сравнительно недорогим способам соединения металлических заготовок Полуавтоматическая сварка в среде углекислого газа чаще всего используется в тех случаях, когда возникает потребность в надёжном сочленении металлических частей изделий различной толщины. Кроме того, этот вид сварочных процедур востребован в ситуациях, когда тщательная зачистка соединяемых деталей невозможна по тем или иным причинам.
Преимущества и минусы
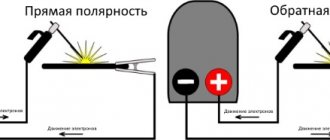
Согласно ГОСТ сварка полуавтоматом в углекислоте предполагает использование постоянного тока прямой полярности, поскольку при обратном показателе стабильность дуги получить не удаётся. Прямой ток подходит и для случая, когда сварка осуществляется методом наплавления металла, обеспечивая при этом большую эффективность процедуры.
Несмотря на то, что по своим защитным свойствам углекислый газ заметно уступает другим газам (аргону, в частности) – он, тем не менее, прекрасно подходит для обработки большинства типовых промышленных металлов.
Объясняется это не только низкой стоимостью углерода, позволяющей рассматривать этот вариант сварки как бюджетный, но и более безопасными условиями хранения и непосредственного использования материала.
К другим преимуществам полуавтоматической сварки в среде углекислого газа следует отнести:
- высокое качество полученных соединений (с минимумом брака), сочетающееся с низкой стоимостью расходного материала и высокой производительностью работ;
- возможность сваривать заготовки в подвешенном состоянии (без подкладки);
- допустимость сплавления изделий небольшой толщины;
- более эффективное в сравнении с аргонодуговой сваркой использование энергии сварочной дуги.
Все перечисленные достоинства углекислого газа должны учитываться наряду с проблемными местами, связанными с послойным способом формирования шва и его пористостью при некачественном сплавлении. У такой сварки низкая оперативность.
У такой сварки низкая оперативность. Она объясняется тем, что работа в среде углекислого газа требует длительной подготовки оборудования к запуску.
Углекислым газом категорически запрещается пользоваться в плохо проветриваемых или замкнутых помещениях, поскольку его пары в воздухе могут привести к асфиксии (удушью).
Области применения
Дуговая обработка металлов в углекислоте и используемый при этом сварочный полуавтомат преимущественно востребованы, когда нужно получить простые соединения заготовок. Технология сварки в углекислом газе находит широкое применение в следующих областях:
- при сооружении капитальных объектов (мостов, эстакад и подобных им сооружений, монтируемых на основе каркасных металлоконструкций);
- в заводских условиях и в цехах, профиль работы которых связан с изготовлением металлических изделий или их ремонтом (на станциях техобслуживания, в частности);
- при строительстве сварных ферменных сооружений сельхоз назначения;
- в дачном и частном хозяйствах (при изготовлении заборов, ворот, калиток, капитальных теплиц).
Иными словами, сравнительно простой и надёжный метод сварки в газе, а также сам углекислотный полуавтомат востребованы везде, где нужно качественно и быстро обработать металлические изделия самого различного профиля.
Расход углекислоты
Несмотря на то, что количество расходуемого при сварке углекислого газа нормируется с учётом множества различных факторов – все они могут быть сведены к нескольким пунктам.
Эта величина зависит от скорости перемещения проволоки в полуавтомате, которая в свою очередь определяется параметрами самого расходного материала. На расход оказывает влияние качество используемого флюса и давление, под которым газ подаётся к месту его непосредственного применения. В зависимости от этих факторов величина расхода может варьироваться в пределах от 3-х до 60 литров в минуту.
Приблизительный расчёт расходного показателя может быть проведён самостоятельно с учётом ряда обстоятельств. Во-первых, следует принимать во внимание, что расход углекислоты только на этапе подготовительных работ составит не менее 10% от общего показателя.
Во-вторых, необходимо знать удельное значение расходования для углекислого газа (объём, приходящийся на подготовку одного шва). Помимо этих факторов при расчетах должны быть учтены как толщина плавильной проволоки, так и соответствующий параметр обрабатываемых металлических заготовок. Добавим к этому, что в стандартный баллон вмещается порядка 25 килограмм, и что из каждого кило газа после химической реакции образуется примерно 500 литров газа (указано в ГОСТ 8050-64).
На основе исходных данных после суммирования получается, что одного баллона с углекислым газом вполне хватает для работы без остановок в течение приблизительно 15-ти часов.
Нередко при работе с полуавтоматом сварщику приходится использовать специальную порошковую проволоку, содержимое которой заменяет углекислый газ. В этом случае соответствующие расчёты проводятся по совсем другим методикам.
Расчетные данные можно посмотреть в таблице.
| Толщина, мм | Диаметр проволоки, мм | Величина тока, А | Напряжение, В | Скорость подачи проволоки, м/ч | Расход газа |
| 1,5 | 0,8 | 120 | 19 | 150 | 6 |
| 1,7 | 1 | 150 | 20 | 200 | 7 |
| 2 | 1,2 | 170 | 21 | 250 | 10 |
| 3 | 1,4 | 200 | 22 | 490 | 12 |
| 4-5 | 1,6 | 250 | 25 | 680 | 14 |
| 6 и более | 1,6 | 300 | 30 | 700 | 16 |
Особенности работы
Процесс сваривания полуавтоматом в среде защитного углекислого газа можно отнести к сравнительно простым операциям. Он не требует особых навыков и каких-то чрезмерных усилий. Сварщик должен внимательно следить за тем, чтобы так называемый «вылет» проволоки, определяющий режим сварки, был в норме.
Каждый сварочный аппарат, работающий в полуавтоматическом режиме, отличается по величине этого показателя, что также должно учитываться исполнителем.
Кроме того, сварщику необходимо побеспокоиться о том, чтобы специальная горелка, входящая в комплект сварочного оборудования, равномерно перемещалась вдоль формируемого шва.
Разработан целый ряд рекомендаций, которые должны соблюдаться при обращении с углекислотой в режиме полуавтоматического сваривания, основные из них такие.
Прежде всего, перед началом процесса обработки металлов следует убедиться в исправности инструмента, а также в том, что углекислота подаётся в горелку под требуемым давлением (0,02 кПа).
Величина этого показателя для углекислого газа (как и давление аргона при соответствующей сварке) может регулироваться посредством встроенного в неё редуктора.
Горелка во время работы должна располагаться под определённым углом к линии ведения шва (как правило, этот показатель берётся равным примерно 65-75 градусов). При этом направление его формирования должно быть справа налево, что обеспечивает лучший обзор образующихся при сварке металлических кромок.
При невозможности добиться требуемого качества сварного шва необходимо попытаться изменить режим работы аппарата (отрегулировать параметры питающего тока и напряжения дуги или поменять скорость подачи присадочной проволоки).
Оптимальный выбор
Сварка полуавтоматом с применением углекислоты, несмотря на существенный расход газа и его опасность, является одним из оптимальных подходов к формированию действительно качественного соединения. При этом её использование в процессе работ обеспечивает надежную защиту сварочной ванны от воздействия содержащегося в воздухе кислорода.
Этот тип сплавления металлических заготовок может быть отнесён к самым дешёвым вариантам реализации принципа электродуговой сварки, ни в чём не уступающим по качеству другим известным методам.
Похожие статьи
svaring.com
От чего зависит расход
Для начала разберемся, от чего вообще зависит расход газа или расход сварочной смеси из нескольких газов. Прежде всего, вы должны учесть металл, с которым будете работать, диаметр присадочной проволоки и силу сварочного тока. От сочетания трех этих компонентов как раз и складывается расход.
Далее мы дадим несколько рекомендаций, какой должен быть расход газа при полуавтоматической сварке, учитывая диаметр присадочной проволоки и силу сварочного тока. Учтите, что это довольно усредненные значения, от них можно отступать.
Итак, если вы используете проволоку диаметром от 0,8 до 1 миллиметра и установили силу тока от 60 до 160 Ампер, то средний расход должен быть около 8 литров в минуту.
Если вы используете проволоку диаметром 1,2 миллиметра и установили силу тока от 100 до 250 Ампер, то средний расход должен быть около 9-12 литров в минуту.
Если вы используете проволоку диаметром 1,4 миллиметра и установили силу тока от 120 до 320 Ампер, то средний расход должен быть около 12-15 литров в минуту.
Если вы используете проволоку диаметром 1,6 миллиметра и установили силу тока от 240 до 380 Ампер, то средний расход должен быть около 15-18 литров в минуту.
Если вы используете проволоку диаметром 2 миллиметра и установили силу тока от 280 до 450 Ампер, то средний расход должен быть около 18-20 литров в минуту.
Это средний расход газа при сварке полуавтоматом. Ведь помимо прямых факторов увеличения расхода (таких как диаметр проволоки и толщина металла), есть еще и косвенные. К примеру, если вы варите на улице или просто не в закрытом боксе, то расход может существенно увеличиться, ведь газ будет быстро улетучиваться. Особенно расход неприятно удивит вас, если на улице дует ветер.
Также важно качество самого газа и то, насколько хорошо он взаимодействует с металлом. Ведь если на производство поставляют некачественный разбавленный газ, вы просто не сможете сохранить показатели расхода в норме. Перерасход будет в любом случае.
Какой расход углекислоты при сварке полуавтоматом
В итоге подобрал кое какую инфу и хочу ею с вами поделиться.
А поделиться я хочу информацией про то какой выбрать баллон под углекислоту для полуавтомата в гараж.
И так. Если вы не занимаетесь профессионально ремонтом авто. То есть у вас не СТО а вы просто по тиху ремонтируете в своём гараже своё авто (ну может эпизодически авто друзей) То на мой взгляд идеальным вариантом болона под углекислоту для полуавтомата будет следующий баллон:
20-ти литровый углекислотный баллон (ГОСТ 949-73)
40-ка литровый баллон большой и тяжелый. Его даже просто переместить по гаражу одному проблематично. Возить на заправку такой баллон тоже геморно. И тд.
Давайте сравним размеры и вес этих двух баллонов.
Начнём с 40-ка литрового:
Емкость — 40л. Рабочее давление — 14,7 МПа (150 кгс/см2)
Диаметр цилиндрической части — 219 мм. Длина корпуса баллона — 1370 мм. (без башмака ещё накинете сантиметров 5-8)
Вес баллона — 58,5 кг.
К этому весу надо прибавить ещё: Вес газа 40-литровый баллон — 12 куб. м / 24 кг жидкого газа. плюс башмак — 5,2 кг и вентиль – 0,5 кг.
И того: около 88 кг!
Теперь 20-ти литровый баллон:
Рабочее давление — 14,7 МПа (150 кгс/см2)
Диаметр цилиндрической части — 219 мм.
Длина корпуса баллона — 740 мм (+башмак)
Расход – углекислый газ
Расход углекислого газа для замены углеводородных газов составляет 25 – 34 ы3 / м3 объема пор и только 20 – 30 % закачанной двуокиси углерода остается в образце. [1]
Расход углекислого газа в количестве 17 8 ж3 на 1 м3 нефти в пласте или оторочка углекислоты 2 % от объема пор не обеспечивают эффективного вытеснения нефти из пласта. [2]
Расход углекислого газа при полуавтоматической сварке в монтажных условиях определяется с учетом того, что на 1 кг сварочной проволоки требуется 0 75 кг углекислого газа. [3]
Расход углекислого газа , достаточный для защиты зоны сварки от воздуха при сварке на токе 200 – 500 а, составляет около 600 л / час. Если расход газа ниже минимального, то из-за попадания воздуха в зону сварки в металле шва появляются поры. Расход газа сверх указанного мало влияет на состав и свойства шва. [4]
Расход углекислого газа при сварке равен 90 – 100 % от расхода сварочной проволоки. [5]
Расход углекислого газа при указанных в табл. 26 режимах составляет 6 л / мин. Швы, выполненные полуавтоматической сваркой в защитной зоне углекислого газа на тонколистовой стали, обладают необходимой плотностью и отличаются высокими показателями механических свойств. Преимущество этого способа сварки перед ацетилено-кислородной заключается в значительно меньшей зоне разогрева и, следовательно, меньшем короблении свариваемых деталей. [7]
Расход углекислого газа , достаточный для надежной защиты, 900 – 1500 л / час. [8]
Расход углекислого газа на 1 т мелкого литья составляет 5 – 8 кг. [9]
Расход углекислого газа устанавливается таким, чтобы обеспечить полную защиту металла шва от воздействия атмосферного воздуха. Расход газа при сварке тонкостенных изделий приведен выше. [10]
Расход углекислого газа измеряется расходомерами типа РС-3; РС-За; ИРКС-65; ИРКС-13. В случае необходимости такой расходомер может быть заменен конструктивно измененным кислородным редуктором ( фиг. Для этого кислородный манометр низкого давления заменяется ацетиленовым манометром на 6 ати; на выходе редуктора устанавливается дроссельная шайба с отверстием диаметром 0 6 мм. Шайба увеличивает чувствительность манометра на малых расходах газа. [11]
Расход углекислого газа зависит от диаметра электродной проволоки. На расход газа оказывают также влияние скорость наплавки, конфигурация изделия и наличие движения воздуха. [12]
Расход углекислого газа составляет на 1 т мелких отливок ( средняя масса 100 кг) 10 кг; средних ( средняя масса 600 кг) 3 кг. [13]
Измеритель расхода углекислого газа ЗИР может быть показывающим и самопишущим. Он должен быть снабжен интегратором для подсчета количества произведенной углекислоты. Этот расходомер может быть любого типа, но желательно, чтобы он имел вторичный прибор, вынесенный на ГЩА. При пользовании расходомером следует делать поправку на фактические давление и температуру углекислого газа. [14]
С – расход углекислого газа , кг; п – расход сварочной проволоки, кг; К – коэффициент, зависящий от режима сварки и диаметра проволоки. [15]
Величина Кур определяется экспериментально, путем наплавки валика на пластину или расчетным методом по формуле: