Basic methods of cutting metal with gas
Spear cutting - this operation is used to process stainless steel, cast iron and low-carbon steel of large diameters.
The essence of cutting is that the spear is heated to the melting temperature and pressed against the workpiece being cut. The method is common in the field of mechanical engineering and metallurgy. Oxygen-flux cutting is used to work with high-alloy chromium and chromium-nickel alloys. This method is characterized by the fact that powdered flux is introduced into the gas (oxygen) stream; it serves as an additional source of heat.
Air arc cutting is based on melting metal using an electric arc. When using this method, gas is supplied along the entire electrode.
Propane cutting is performed when it is necessary to cut titanium, low-alloy and low-carbon steel alloys. Equipment of this type cannot cut metal thicker than 300 mm.
| Material thickness, cm | Penetration, sec. | Cutting width, cm | Propane consumption, m3 | Oxygen consumption, m3 |
| 0,4 | From 5 to 8 | 0,25 | 0,035 | 0,289 |
| 1,0 | From 8 to 13 | 0,3 | 0,041 | 0,415 |
| 2,0 | From 13 to 18 | 0,4 | 0,051 | 0,623 |
| 4,0 | From 22 to 28 | 0,45 | 0,071 | 1,037 |
| 6,0 | From 25 to 30 | 0,5 | 0,071 | 1,461 |
Safety precautions when gas cutting metal
Safety precautions when gas cutting metal determine that it is better to work in the air or in a room with an ideal ventilation system, earthen or concrete floor. The floor covering within a radius of 5 meters must be cleared of items that are easily flammable: shavings, rags, paper, leaves and plants. It is best to place the workpiece on a metal table of a convenient height. There should be no stains left by flammable substances on the floor or table.
Before starting work, you need to make sure that you have on hand:
- protective equipment (leather gloves, safety glasses, sturdy shoes);
- fire-resistant clothing (synthetics, torn edges, loose fit are not allowed);
- tools (special pencil, square, ruler);
- a special lighter (matches are not suitable).
The greatest harm to a worker occurs if the mixture explodes due to improper handling of the cylinders or burner. Explosions of cylinders filled with oxygen are considered the most dangerous. If you handle the burner incorrectly, you may get burned. The eyes are negatively affected by visible and infrared rays, sparks, and slag splashes. If you do not use safety glasses, there is a possibility of losing your vision for some time.
How to calculate the cost of a service per meter
When calculating the cost, the following are taken into consideration: metal thickness, maximum part size, cut width, edge, configuration features, source material - ferrous or non-ferrous metal, and whether cutting at an angle is provided. As a rule, the calculation formula takes into account a straight cut, but if it is carried out along a circle/sector, then a multiplying factor of 2.0 is used. Cost of one hole = 0.25 cost of cutting 1 linear meter. metal
Features of the technology
The choice of gas for cutting depends on the properties of the metal workpiece. In addition to technical oxygen, acetylene, coke oven and petroleum gas, methane, propane, butane and mixtures of them can be used.
Oxygen is used when cutting metal with gas if the material has certain characteristics:
- high thermal conductivity;
- melting point above the ignition temperature in oxygen;
- the melting point of refractory oxides is lower than the melting point of the metal;
- the formation of liquid slag during the cutting process;
- releasing a large amount of heat.
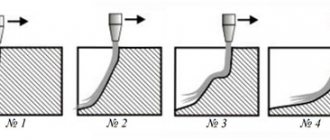
To cut a metal workpiece, it must first be heated. Then the material is burned, the combustion products are removed by a gas stream.
Cutting can be:
- superficial - formation of slots and channels;
- spear - the formation of holes or openings;
- dividing - in the form of a through cut.
Different burners are selected for different jobs. There are several types that are designed to perform different jobs.
Any burner consists of:
- handles;
- valve;
- valve (not on all models);
- tip (extension tube);
- mouthpiece (nozzle).
Mixing of gas with air can occur in the tip or mouthpiece. In models with a valve, gas and oxygen are mixed in the head, which increases the level of safety. The use of models without a valve allows the use of gas with different pressures. Gas cutters for cutting thick metal are equipped with several mouthpieces.
Gas consumption when cutting metal
| Working range, mm | NX cutting nozzle | Oxygen (pressure, bar) | Combustible gas (pressure, bar) | Oxygen (consumption, m3/h) | Combustible gas (consumption, m3/h) |
| 3-5 | 000 NX | 1,0-2,0 | 0,5 | 1,5-2,0 | 0,20 |
| 5-10 | 00 NX | 1,5-2,0 | 0,5 | 2,0-3,0 | 0,30 |
| 10-15 | 0 NX | 2,0-3,0 | 0,5 | 3,0-3,5 | 0,35 |
| 15-25 | 1 NX | 2,5-3,5 | 0,5 | 3,5-4,5 | 0,40 |
| 25-50 | 2 NX | 3,5-4,0 | 0,5 | 4,0-4,8 | 0,40 |
| 50-75 | 3 NX | 3,0-4,5 | 0,5 | 5,0-6,5 | 0,40 |
| 75-150 | 4 NX | 3,5-5,5 | 0,5 | 6,5-9,5 | 0,50 |
| 150-200 | 5 NX | 4,5-5,5 | 0,5 | 10,0-14,0 | 0,60 |
| 200-300 | 6 NX | 5,5-6,5 | 0,5 | 15,0-19,0 | 0,70 |
Types of gases for metal cutting
To begin with, let’s define that we call nitrogen and oxygen and air gas; air is also a gas.
When cutting with a laser (either CO2 or fiber), gas is supplied through the nozzle along with the laser in order to remove combustion products from the cutting zone or to help the laser process the material.
Nitrogen
If we are talking about nitrogen or oxygen, then there are many ways to store and supply gas to the machine, the most basic is a gas cylinder, we screw a reducer onto the cylinder to regulate the pressure and from the reducer we run a hose to the machine.
Air
A compressor is an AIR supply device. That is, only air. Air can be used to cut small thicknesses, on average up to 2-3mm. A filtration system is needed to ensure that the air that goes through the compressor to the machine is clean, without water or oil. If the filtration system is bad, then small particles of water and oil fly out of the compressor along with the air, they settle on the protective glass of the laser head and the glass quickly fails. Also, the entire air path of the machine and head is polluted.
But that’s not all, in some machines air is also used to operate pneumatic systems, so it is worth distinguishing between the air supply to the cutting machine and for the operation of pneumatics. Most often, the necessary cleaners are already installed inside the machine; nothing additional is needed.
Gas cutting of metal with propane and oxygen. Technology.
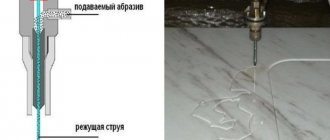
Nowadays, in many places (in production and construction, in particular), the technology used for gas cutting of metal differs to some extent from that described in the text above. For example, in order to work correctly with so-called “light metals”, you need to understand that temperatures starting from a thousand degrees Celsius (increasing, of course) can simply destroy the metal with which you are trying to perform tests. or other actions (evaporate or melt).
In such cases, the cutting process itself must be carried out with heating, which occurs with cutting at the same time. A special heating mixture is supplied through the two side ones, and in the center, in turn, a nozzle, thin in its properties, is mounted to supply oxygen under high pressure.
A variety of “tables” can be used as equipment, which are autonomous by definition - tables, by the way, are the names of types of gas equipment intended for cutting metal in a fully automatic mode. The participation of the operator, in this case, is not necessary. Propane consumption will differ significantly, in this case, it will not be the same as “manual work”.
More on this topic on our website:
- Metal cutting with a laser - the price of a laser system and which one is better to buy When manufacturing all kinds of metal structures and products, there is a need to use functional and precise equipment. Equipment is needed to ensure high-quality processing of sheet materials,…
- Diamond wire for cutting metal - cutting metal with wire In the production of metal products and structures, a very wide range of all kinds of equipment is used. The basis of this technological set is made up of metal cutting machines, which allow…
- Mechanical metal cutting - circular saw, band saw, metal slitting unit The advent of modern and high-precision technologies, fortunately, has not become the reason for the complete disappearance of mechanical methods of metal cutting. There are probably quite logical explanations for this, which means...
- Let's look at metal-cutting equipment - a disk-type metal cutting machine. The quality of finished metal structures and products is determined, first of all, by the quality of the production process itself. To get a decent result, you need to use professional metal-cutting equipment. Be it a machine...
Share a link to this material with your friends on social networks (click on the icons):
Equipment collection and adjustment
Assembly of the purchased equipment is carried out in the following sequence:
- The fitting is first checked for defects. If present, the surface is processed with a regular file. Otherwise, a reducer installed on a fitting with a defect may “poison”, that is, gradually let gas through;
- then the gearboxes are installed: blue - for the oxygen cylinder, red - for the propane cylinder. In this case, you should make sure that the rubber gaskets are in good condition, and that there are no traces of grease or oil on the valves;
- hoses in accordance with the direction of the thread (left-handed or right-handed) are installed on the gearboxes and cutter using clamps included in the equipment delivery set. Before installing them, you should make sure that there is no damage to their surface;
- Kickback valves are mounted on the corresponding cutter fittings.
Gas cutter assembly diagram
After assembling the equipment, it must be configured and checked for serviceability. The procedure is as follows:
- The supply of acetylene is checked by opening the corresponding valve one turn of the hand. In this case, the pressure should not exceed 1 atmosphere. The optimal pressure that is recommended to be set using a control valve is 0.34-0.54 atmospheres;
- after this, you should purge the hose by opening the valve on the cutter until you hear gas escaping under pressure;
- The oxygen pressure is adjusted in the same way. For it, the recommended level is 1.7-2.7 atmospheres;
- after this, the hose is purged by sequentially opening the rear and then the front of the two valves that regulate the amount of oxygen supplied.
All necessary instructions for assembling and configuring the equipment are included in the delivery package. They must be carefully studied and observed when working with the cutter, which is quite simple to learn.
Cutting metal with an oxygen-propane cutter: pros and cons, technology, features
Gas cutting seems to be a simpler process than gas welding work, and therefore even a person who does not have special skills can cope with it. For this reason, almost any of us can master working with a cutting torch.
The main thing here is to understand the essence of gas cutting technology. In modern conditions, propane cutters are increasingly used.
Working with them requires the use of both propane and oxygen, since the combination of such substances provides the maximum combustion temperature.