What is annealing and why is it needed?
The annealing method is necessary to improve characteristics and change the properties of metals and alloys. Thanks to additional heat treatment, the following goals can be achieved:
- Reduce hardness. This allows you to spend less effort on further processing of the material and use more tools.
- Change the structure. The result is a homogeneous microstructure, which improves physical and mechanical characteristics.
- Using heating, craftsmen reduce the internal stress that arises in the material during the first stages of working with raw materials.
Heat treatment can be complete or incomplete. Sometimes the second option is enough to change the technical characteristics to the required level.
General information about the alloy
A distinctive property of steel is the presence of special alloyed impurities and carbon in the structure. Actually, a hypoeutectoid alloy is determined by its carbon content. Here it is important to distinguish between classical eutectoid and ledeburite steels, which have much in common with the described type of industrial iron. If we consider the structural class of steel, then the hypoeutectoid alloy will be classified as eutectoids, but containing alloyed ferrites and pearlites. The fundamental difference from hypereutectoids is the level of carbon, which is below 0.8%. Exceeding this indicator allows steel to be classified as a full-fledged eutectoid. In some ways, the opposite of hypoeutectoid is hypereutectoid steel, which, in addition to pearlite, also contains secondary carbide impurities. Thus, there are two main factors that make it possible to distinguish hypoeutectoid alloys from the general group of eutectoids. Firstly, it is a relatively low carbon content, and secondly, it is a special set of impurities, the basis of which is ferrite.
Kinds
There are two key annealing methods - 1st and 2nd kind. The first option involves heat treatment, after which the structure of the material does not change. However, it acquires the necessary parameters. When carrying out type 2 processing, the structure of the metal changes dramatically. In this case, it is necessary to properly cool it so as not to degrade the performance.
Isothermal
The principle of isothermal annealing is that the raw material is heated to an austenitic state. Next comes the cooling process. The temperature slowly drops to 680 degrees Celsius. The part is kept at a low temperature until pearlite is obtained. Next, the product is allowed to cool at room conditions. This type of processing is used in the production of alloy steels.
Isothermal heating differs from other types by maintaining the same temperature during cooling. This makes it possible to achieve a uniform and complete change in the structure, which has a positive effect on the technical characteristics of alloys and homogeneous metals.
Isothermal annealing
Diffusion
An extreme type of heating of products. Diffusion annealing is carried out at critical rates. After this processing method, the plasticity of materials increases and hardness decreases. You can use more methods for further work with workpieces, spending less energy.
When temperatures rise above a critical level, strict control is required. If the technology is used with errors or deviations, the workpiece can be burned out. To select the correct temperature regime, a guide has been developed. Diffuse heating allows you to achieve the following changes:
- grain enlargement;
- reduction of excess phases;
- normalization of the product structure.
However, there is one drawback. Due to extreme processing, pores become larger, which negatively affects the integrity of the workpiece.
Recrystallization
Recrystallization annealing is a method by which metallurgists get rid of most of the disadvantages of a metal or alloy. The workpiece is heated above the temperature changing the structure by 200 degrees. This is how metal rods, fittings, wire, and sheet metal are processed.
Full
When metal parts are fully heated, their temperature rises to critical levels. After this, the temperature regime is set in one position, the part is maintained for a certain period of time. Next, the workpiece is cooled according to a special schedule.
Incomplete
The process of incomplete heating differs from complete heating in that the temperature of the metal parts does not reach a critical level. Prolonged cooling is also not required.
The technologies are precisely described by GOSTs, which establish a number of rules regarding their implementation. Failure to comply with the requirements can lead to defective products and destruction of equipment.
Steel hardening
Hardening is heating hypoeutectoid steel 30-50°C above Ac3, and hypereutectoid steel above Ac1, holding at this temperature and accelerated cooling in liquids (water, aqueous solutions of salts or alkalis, oil) in order to maximize hardness and strength.
As a result of hardening, a martensite structure is formed in pre-eutectoid and eutectoid steels, while in hypereutectoid steels, secondary martensite + cementite is formed. Since carbon steels have low austenite stability, high cooling rates are required to obtain martensite, which is provided by water or aqueous solutions of salts and alkalis. For alloy steels, mineral oils are used.
Water as a cooling medium has disadvantages:
— a high cooling rate can lead to the formation of hardening cracks, and the water quickly heats up and loses its cooling ability. Aqueous solutions of NaCl and NaOH have the highest and most uniform ability. The oil provides a low cooling rate, which prevents the formation of hardening cracks. However, it is prone to ignition at temperatures of 165-300°C and has an increased cost.
What equipment is used?
To heat homogeneous metals and alloys, various equipment is used. This includes:
- Shaft furnaces. Suitable for various technological processes involving metal workpieces. Can be heated by gas or electric elements.
- Chamber furnaces. Used to heat small workpieces.
- Ovens with an installed retractable hearth mechanism. Designed for heat treatment of large-sized parts. A beam crane is attached to the top of the structure, with the help of which workpieces are unloaded and new ones are loaded.
- Vacuum ovens. They are used for heat treatment of high-speed steels, refractory metals, titanium, and copper.
Annealing equipment
Alloy normalization
After firing comes the turn of increased heat treatment procedures. There are normalization and heating operations. In both cases we are talking about a thermal effect on the workpiece, at which the temperature can exceed 1000 °C. But the normalization of hypoeutectoid steels itself occurs after the completion of heat treatment. At this stage, cooling begins under calm air conditions, during which exposure occurs until the complete formation of fine-grained austenite. That is, heating is a kind of preparatory operation before bringing the alloy to a normalized state. If we talk about specific structural changes, then most often they are expressed in a decrease in the size of ferrite and pearlite, as well as in an increase in their hardness. The strength properties of particles are increased in comparison with similar characteristics achieved by annealing procedures.
After normalization, another heating procedure with a long exposure may follow. The workpiece is then cooled, and this step can be performed in different ways. The final hypoeutectoid steel is produced either in air or in a slow-cooling furnace. As practice shows, the highest quality alloy is formed using complete normalization technology.
Features of annealing various types of steel
When heating different types of steel, it is necessary to take into account the carbon content in their composition. Annealing steel requires knowledge of the composition of the material. The hardness indicator depends on the heating, holding, and cooling temperatures.
The enterprises install two industrial furnaces.
In one, the workpiece is heated to critical temperatures or higher. The other is needed for holding or slow cooling. It is easier to work with steels that have less than 0.08% carbon in their composition. To change their characteristics, it is enough to carry out incomplete heating. The heating temperature of the metal does not reach the critical temperature. The cooling rate is set depending on the type of metal. Full annealing of hypoeutectoid steel is rarely carried out. Processing carbon and alloy steels is more difficult and energy-consuming. Steel annealing is a technological process that is carried out in the production of different types of metals and alloys. With its help, the characteristics of workpieces are changed, certain disadvantages are removed, and the structure is changed. However, it is important to accurately calculate the heating temperature, cooling interval, and material composition.
Principles
The essence of normalization is heating the steel to a temperature exceeding the upper critical temperature values by 30 - 50 ° C, holding and cooling.
The temperature is selected based on the type of material. Thus, hypereutectoid options should be normalized in the temperature range between points Ac1 and Ac3, while for hypoeutectoid steel temperatures above Ac3 are used. As a result, all materials of the first type acquire the same hardness due to the fact that the same amount of carbon passes into the solution and the same amount of austenite is fixed. The result is a structure consisting of martensite and cement.
The second component helps to increase the wear resistance and hardness of the material. Heating high-carbon steel above Ac3 leads to an increase in internal stresses due to the growth of austenite grains and an increase in its quantity due to an increase in the concentration of carbon in it, leading to a decrease in the martensitic transformation temperature. Because of this, hardness and strength are reduced.
As for hypoeutectoid steel, when heated above Ac3 it gains increased viscosity. This is due to the fact that in low-carbon steel, fine-grained austenite is formed, which, after cooling, turns into fine-crystalline martensite. Temperatures between Ac1 and Ac3 are not used for processing such materials, since the structure of hypoeutectoid steel in this case receives ferrite, which reduces its hardness after normalization and mechanical properties after tempering.
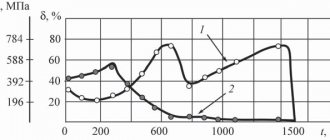
Optimal heating temperatures for various types of heat treatment
The holding time determines the degree of homogenization of the structure. The standard indicator is considered to be an hour of exposure per 25 mm of thickness.
So, there is a direct relationship between these quantities. That is, with increasing cooling intensity, more pearlite is formed, the distance between the plates and their thickness are reduced. This increases the hardness and strength of normalized steel. Consequently, low cooling intensity contributes to the formation of a material of lower strength and hardness.
In addition, when processing objects with large differences in cross-section, they strive to reduce thermal stresses in order to avoid warping, both during heating and cooling. So, before starting work, they are heated in a salt bath.
When the temperature of the workpiece decreases to the lower critical point, it is permissible to accelerate the cooling by placing it in oil or water.
Thus, normalization reduces internal stresses and refines the coarse-grained structure of forgings, castings, and welds through recrystallization. That is, the microstructure of steel changes.
Effect of temperature on the structure of the alloy
The intervention of temperature in the process of formation of the steel structure begins from the moment of transformation of the ferrite-cementite mass into austenite. In other words, perlite becomes a functional mixture, which partly becomes the basis for the formation of high-strength steel. In the next stage of thermal treatment, the hardened steel gets rid of excess ferrite. As already noted, it is not always completely eliminated, as in the case of incomplete annealing. But the classic hypoeutectoid alloy still involves the elimination of this austenite component. At the next stage, the existing composition is optimized with the expectation of forming an optimized structure. That is, the alloy particles decrease with the acquisition of increased strength properties.
Isothermal transformation with a supercooled mixture of austenites can be performed in different modes, and the temperature level is only one of the parameters controlled by the technologist. Peak intervals of thermal exposure, cooling rates, etc. also vary. Depending on the selected normalization mode, hardened steel with certain technical and physical characteristics is obtained. It is at this stage that it is also possible to set special operational properties. A striking example is an alloy with a soft structure, obtained for the purpose of efficient further processing. But most often, manufacturers still focus on the needs of the end consumer and his requirements for the basic technical and operational qualities of the metal.
Areas of application
Despite a slight decrease in strength properties due to the metal belonging to the class of ferritic steels, this material is widespread in different areas. For example, in mechanical engineering, parts made of hypoeutectoid steels are used. Another thing is that high grades of alloys are used, in the manufacture of which advanced firing and normalization technologies were used. Also, the structure of hypoeutectoid steel with a reduced ferrite content makes it possible to use the metal in the production of building structures. Moreover, the affordable cost of some grades of steel of this type allows you to count on significant savings. Sometimes in the manufacture of building materials and steel modules, increased strength is not required at all, but wear resistance and elasticity are required. In such cases, the use of hypoeutectoid alloys is justified.