Что такое отжиг и зачем он нужен?
Метод отжига необходим для улучшения характеристик, изменения свойств металлов и сплавов. Благодаря дополнительной термообработке можно достичь следующих целей:
- Снизить показатель твердости. Это позволяет тратить меньше усилий на дальнейшую обработку материала, использовать больше инструментов.
- Изменить структуру. Получается однородная микроструктура, которая улучшает физические, механические характеристики.
- С помощью нагрева мастера снижают внутреннее напряжение, возникающее в материале на первых этапах работы с сырьём.
Термическая обработка может быть полной или неполной. Иногда второго варианта достаточно для изменения технических характеристик до нужно уровня.
Общие сведения о сплаве
Отличительным свойством стали является наличие в структуре специальных легированных примесей и углерода. Собственно, по содержанию углерода и определяют доэвтектоидный сплав. Здесь важно различать и классическую эвтектоидную, а также ледебуритную стали, которые имеют много общего с описываемой разновидностью технического железа. Если рассматривать структурный класс стали, то доэвтектоидный сплав будет относиться к эвтектоидам, но содержащим в составе легированные ферриты и перлиты. Принципиальным отличием от заэвтектоиднов является уровень углерода, находящийся ниже 0,8%. Превышение этого показателя позволяет относить сталь к полноценным эвтектоидам. В некотором роде противоположностью доэвтектоида является заэвтектоидная сталь, в которой помимо перлита также содержатся вторичные примеси карбидов. Таким образом, существует два основных фактора, позволяющих выделять доэвтектоидные сплавы из общей группы эвтектоидов. Во-первых, это относительно небольшое содержание углерода, а во-вторых, это особый набор примесей, основу которых составляет феррит.
Виды
Выделяется два ключевых метода отжига — 1-го и 2-го рода. Первый вариант подразумевает обработку теплом, после которой не изменяется структура материала. Однако он обретает нужные параметры. При проведении обработки 2-го рода структура металла изменяется кардинально. При этом нужно правильно провести охлаждение, чтобы не ухудшить характеристики.
Изотермический
Принцип изотермического отжига заключается в том, что сырье нагревается до аустенитного состояния. Далее происходит процесс охлаждения. Температура медленно опускается до 680 градусов по Цельсию. Деталь выдерживается при низкой температуре до тех пор, пока не получится перлит. Далее изделию дают остыть при комнатных условиях. Этот вид обработки применяется при производстве легированных сталей.
Изотермический нагрев отличается от других видов удержанием одной температуры при охлаждении. Это позволяет добиться равномерного и полноценного изменения структуры, что положительно влияет на технические характеристики сплавов, однородных металлов.
Изотермический отжиг
Диффузионный
Экстремальный вид разогрева изделий. Диффузионный отжиг проводится при критических показателях. После такого способа обработки у материалов увеличивается пластичность, снижается твердость. Можно применять больше методов для дальнейшей работы с заготовками, затрачивать меньше энергии.
При повышении температур свыше критической отметки нужен строгий контроль. Если технология применяется с ошибками или отклонениями, можно пережечь заготовку. Чтобы выбрать правильный температурный режим, был разработан справочник. Диффузный разогрев позволяет добиться следующих изменений:
- увеличения зёрен;
- уменьшения избыточных фаз;
- нормализации структуры изделия.
Однако есть один минус. Из-за экстремальной обработки увеличиваются поры, что негативно сказывается на целостности заготовки.
Рекристаллизационный
Рекристаллизационный отжиг — метод, с помощью которого металлурги избавляются от большинства минусов металла, сплава. Заготовки разогревается свыше температуры изменения структуры на 200 градусов. Так обрабатываются металлические прутья, арматура, проволока, листовой прокат.
Полный
При выполнении полного разогрева металлических деталей их температура повышается до критических отметок. После этого температурный режим устанавливается в одном положении, деталь выдерживается определённый промежуток времени. Далее заготовка охлаждается по специальному графику.
Неполный
Процесс неполного нагрева отличается от полного тем, что температура металлических деталей не доходит до критического уровня. Длительное охлаждение также не требуется.
Технологии точно описаны ГОСТами, которые устанавливают ряд правил относительно их проведения. Нарушение требований может привести к браку изделий, разрушению оборудования.
Закалка стали
Закалка — это нагрев доэвтектоидной стали на 30-50°С выше Ас3, а заэвтектоидной выше Ас1, выдержка при этой температуре и ускоренное охлаждение в жидкостях (в воде, в водных растворах солей или щелочей, масле) с целью максимального повышения твёрдости и прочности.
В результате закалки у доэтектоидных и эвтектоидных сталей образуется структура мартенсит, а у заэвтектоидных мартенсит + цементит вторичный. Так как углеродистые стали обладают низкой устойчивостью аустенита, то для получения мартенсита необходимы высокие скорости охлаждения, что обеспечивается водой или водными растворами солей и щелочей. Для легированных сталей применяют минеральные масла.
Вода в качестве охлаждающей среды имеет недостатки:
— высокая скорость охлаждения может привести к образованию закалочных трещин, а так же вода быстро нагревается и теряет охлаждающую способность. Наиболее высокой и равномерной способностью обладают водные растворы NaCl и NaOH. Масло обеспечивает невысокую скорость охлаждения, что предотвращает образование закалочных трещин. Однако, оно склонно к воспламенению при температуре 165-300°С и имеет повышенную стоимость.
Какое оборудование используется?
Для разогрева однородных металлов, сплавов, используется разное оборудование. К нему относятся:
- Шахтные печи. Подходят для разных технологических процессов, связанных с металлическими заготовками. Могут разогреваться газом или электрическими элементами.
- Камерные печи. Используются для нагрева заготовок небольшого размера.
- Печи с установленным механизмом выдвигающегося пода. Предназначены для термической обработки крупногабаритных деталей. Сверху на конструкции закрепляется кран балка, с помощью которой заготовки выгружаются, загружаются новые.
- Вакуумные печи. Используются при термообработке быстрорежущих сталей, тугоплавких металлов, титана, меди.
Оборудование для отжига
Нормализация сплава
После обжига наступает черед процедур повышенной термической обработки. Выделяют операции нормализации и нагрева. В обоих случаях речь идет о термическом воздействии на заготовку, при которой температура может превышать 1000 °С. Но сама по себе нормализация доэвтектоидных сталей происходит уже после завершения термической обработки. На этом этапе начинается охлаждение в условиях спокойного воздуха, при котором происходит выдержка до полного формирования мелкозернистого аустенита. То есть нагрев является своего рода подготовительной операцией перед приведением сплава в нормализованное состояние. Если говорить о конкретных структурных изменениях, то чаще всего они выражаются в уменьшении размеров феррита и перлита, а также в повышении их твердости. Прочностные качества частиц повышаются в показателях по сравнению с аналогичными характеристиками, достигаемыми процедурами отжигов.
После нормализации может последовать еще одна процедура нагрева с долгой выдержкой. Затем заготовка охлаждается, причем этот этап может выполняться разными способами. Конечная доэвтектоидная сталь получается или на воздухе или в печи с медленным охлаждением. Как показывает практика, наиболее качественный сплав формируется с помощью проведения полной технологии нормализации.
Особенности отжига различных видов стали
При нагреве разных видов стали нужно учитывать содержание углерода в их составе. Отжиг стали требует знания состава материала. Показатель твердости зависит от температуры нагрева, выдержки, охлаждения.
На предприятиях устанавливается по две промышленных печи. В одной заготовка разогревается до критических температур или выше. Другая нужна для выдержки или медленного охлаждения. Проще работать со сталями, которые имеют менее 0.08% углерода в своём составе. Для изменения их характеристик достаточно провести неполный нагрев. Температура нагрева металла при этом не доходит до критической. Скорость охлаждения устанавливается зависимо от вида металла. Полный отжиг доэвтектоидной стали проводится редко. Обработка углеродистых и легированных сталей сложнее, энергозатратнее.
Отжиг стали — технологический процесс, который проводят при производстве разных видов металлов, сплавов. С его помощью изменяют характеристики заготовок, убирают определённые минусы, меняют структуру. Однако важно точно рассчитывать температуру нагрева, промежуток охлаждения, состав материала.
Принципы
Суть нормализации состоит в нагреве стали до температуры, превышающей верхние критические значения температуры на 30 — 50°С , выдержке и охлаждении.
Температуру подбирают на основе типа материала. Так, заэвтектоидные варианты следует нормализовать в температурном интервале между точками Ас1 и Ас3, в то время как для доэвтектоидной стали используют температуры более Ас3. В результате все материалы первого типа приобретают одинаковую твердость ввиду того, что в раствор переходит одинаковое количество углерода, и фиксируется одинаковое количество аустенита. Получается состоящая из мартенсита и цемента структура.
Второй компонент способствует повышению износостойкости и твердости материала. Нагрев высокоуглеродистой стали более Ас3 ведет к увеличению внутренних напряжений вследствие роста зерен аустенита и повышению его количества за счет возрастания концентрации углерода в нем, приводящей к снижению температуры мартенситного превращения. Из-за этого сокращаются твердость и прочность.
Что касается доэвтектоидной стали, при нагреве более Ас3 она получает повышенную вязкость. Это обусловлено тем, что в низкоуглеродистой стали при этом образуется мелкозернистый аустенит, который после охлаждения переходит в мелкокристаллический мартенсит. Температуры между Ас1 и Ас3 не используют для обработки таких материалов, так как структура доэвтектоидной стали в данном случае получает феррит, снижающий ее твердость после нормализации и механические свойства после отпуска.
Оптимальные температуры нагрева при различных видах термообработки
Время выдержки определяет степень гомогенизации структуры. Нормативным показателем считают час выдержки на 25 мм толщины.
Так, существует прямая зависимость между данными величинами. То есть с повышением интенсивности охлаждения формируется больше перлита, расстояние между пластинами и их толщина сокращаются. Это увеличивает твердость и прочность нормализованной стали. Следовательно, низкая интенсивность охлаждения способствует образованию материала меньшей прочности и твердости.
К тому же при обработке предметов с большими перепадами сечения стремятся снизить термические напряжения во избежание коробления, причем и при нагреве, и при охлаждении. Так, перед началом работ их нагревают в соляной ванне.
При снижении температуры обрабатываемого изделия до нижней критической точки допустимо ускорение охлаждения путем помещения его в масло или воду.
Таким образом, нормализация сокращает внутренние напряжения, измельчает крупнозернистую структуру поковок, отливок, сварных швов путем перекристаллизации. То есть изменяется микроструктура стали.
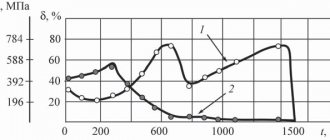
Влияние температуры на структуру сплава
Вмешательство температуры в процесс формирования структуры стали начинается с момента превращения ферритно-цементитной массы в аустенит. Иными словами, перлит переходит в состояние функциональной смеси, которая отчасти и становится базой для образования высокопрочной стали. На следующем этапе термического воздействия закаленная сталь избавляется от избыточного феррита. Как уже отмечалось, не всегда от него избавляются полностью, как в случае неполного отжига. Но классический доэвтектоидный сплав все же предполагает устранение данного компонента аустенита. На следующей стадии происходит уже оптимизация имеющегося состава с расчетом на формирование оптимизированной структуры. То есть происходит уменьшение частиц сплава с обретением повышенных прочностных свойств.
Изотермическое превращение с переохлажденной смесью аустенитов может выполняться в разных режимах и уровень температуры – лишь один из параметров, которым управляет технолог. Также варьируются пиковые интервалы термического воздействия, скорость охлаждения и т. д. В зависимости от выбранного режима нормализации получается закаленная сталь с теми или иными технико-физическими характеристиками. Именно на данном этапе также есть возможность задать и особые эксплуатационные свойства. Ярким примером является сплав с мягкой структурой, получаемый с целью эффективной дальнейшей обработки. Но чаще всего производители все же ориентируются на нужды конечного потребителя и его требования к основным технико-эксплуатационным качествам металла.
Сферы применения
Несмотря на некоторое понижение прочностных свойств, обусловленное принадлежностью металла к классу ферритовых сталей, этот материал распространен в разных областях. Например, в машиностроении применяются детали, выполненные из доэвтектоидных сталей. Другое дело, что используются высокие марки сплавов, в изготовлении которых применялись передовые технологии обжига и нормализации. Также структура доэвтектоидной стали с пониженным содержанием феррита вполне позволяет использовать металл в производстве строительных конструкций. Более того, доступная стоимость некоторых марок стали такого типа позволяет рассчитывать на существенную экономию. Иногда в изготовлении стройматериалов и стальных модулей вовсе не требуется повышенная прочность, но необходима износостойкость и упругость. В таких случаях как раз и оправдано применение доэвтектоидных сплавов.