Reinforcement is a type of rolled steel, which, unlike other products in this group, has a clear purpose - the production of reinforced concrete structures. The fittings are produced in the form of round rods and wires with a smooth or corrugated periodic profile. For the manufacture of these products, clearly defined grades of structural steel are used.
The manufacture of fittings is carried out in accordance with two regulatory documents: GOST 5781-82 and GOST 10884-94
The manufacture of fittings is carried out in accordance with two regulatory documents: GOST 5781-82 and GOST 10884-94. The first of them applies to conventional reinforcement, and the second to reinforcement reinforced by thermal and mechanical stress. According to these documents, fittings are divided into classes. A fairly convenient way to indicate the class of reinforcement using the letters A or At and the yield strength of the material, which is expressed in N/mm2 (MPa). An example of such a designation: A300. Strengthened reinforcement may also have the letter C, which indicates increased weldability, or K, which indicates resistance to corrosion. In addition, there is a class of special fittings Ac300.
Market analysis
Steel reinforcement is one of the types of rolled metal that has found application in monolithic construction of civil and public buildings, dams, bridges, dams and other objects. Steel mesh and rods prevent cracks and tension in reinforced concrete structures. The main producers of rolled reinforcing bars are large metallurgical enterprises, among which are:
- "Evraz"
- West Siberian, Chelyabinsk, Magnitogorsk metallurgical plants;
- "Severstal";
- "Regionmetprom".
While producing a wide range of rolled metal products, they do not fully cover the existing demand for construction reinforcement. This gives the green light to modern mini-factories that have a narrow specialization and are able to offer consumers high-quality products. Competitive prices can be achieved by reducing the financial burden:
- mini-productions do not require large areas (a limited range of products is produced);
- The plant can be located in a place where there are no problems with raw materials and the main consumers are in close proximity (there is no need for large warehouse areas, transportation costs are reduced).
Other advantages of mini-factories:
- less harm to the environment than in the case of large enterprises;
- in case of shutdown of electric arc furnaces due to lack of orders, the subsequent start-up will not require large investments (this makes it possible to produce the required quantity of products in the range required by customers and respond in a timely manner to market changes).
Since the size of the blanks cast in our own full-cycle production facility is almost identical to the parameters of the final product, a small amount of work is done to refine them at the finishing stage.
Differences from large enterprises
The popularity of mini-mills in the valve production sector is explained by a number of advantages that distinguish them from integrated large metallurgical plants:
- Low costs due to small production areas. Reducing the financial burden is also facilitated by the possibility of locating small factories in places where there is a sufficient amount of raw materials. If necessary, production lines can be set up close to the main consumers of fittings, receiving economic benefits by reducing transport costs and eliminating the need to have large warehouses for storing products.
Scheme of production at integrated and mini valve plants - Causes less harm to the environment.
- Flexibility in the use of equipment. Electric arc furnaces make it possible to produce a planned amount of products and then stop them. The subsequent launch of production does not require additional investment. This circumstance allows us to quickly respond to changing market needs.
- Simplification of production due to the fact that the cast blanks are almost identical in basic dimensions to the manufactured fittings, so only minor modifications are required at the finishing stage.
Thanks to the short technological process, the mini-plant allows you to focus on a specific customer, producing in small batches the range of fittings he needs.
Product Features
Reinforcing bars strengthen and improve the properties of concrete. According to production technology, it can be cold-rolled and hot-rolled, and according to the area of application - transverse and longitudinal. The following are used in construction:
- clamps;
- installation, distribution, working fittings.
The clamp connects the rods into a single frame. Working reinforcement minimizes stress from the weight of the block and reduces the influence of external loads, distribution reinforcement distributes the load, assembly reinforcement (piece or in the form of a mesh) is used to assemble the frame and reinforce the slabs.
Reinforcing bars are supplied in rods and coils. Thermally strengthened reinforcement is obtained by hardening. Hot-rolled metal does not require hardening (strength is ensured by the chemical composition). Cold processing is performed by two methods:
- drawing involves repeated pulling through a die (a cone-shaped hole);
- force calibration consists of stretching the material by 6-8% (a special installation is used).
In the first case, strength increases by 60%, in the second - by 20-25%. The fittings are marked with the letters:
- reinforced by hood – “B”;
- thermally durable – “T”;
- corrosion resistant – “K”;
- withstands welding - “C”.
According to their shape, metal products are divided into smooth (no notches on the surface) and periodic profiles (with notches or corrugations that improve adhesion to the material).
Fiberglass reinforcement
Short description
Fiberglass reinforcement is made in the form of a bundle of glass fibers, which are connected into a single rod. All components are very strong and continuous. They are bonded using synthetic resins, which provide strength characteristics to the finished product. They will protect the fibers from mechanical damage during their manufacture and operational process, as well as from the influence of negative factors from the environment.
The finished product is not subject to corrosion and is also stable in water. It does not conduct electricity, is durable and has high elastic qualities and low thermal conductivity. The reinforcement is not destroyed under the influence of low temperatures and noticeable changes. In addition, the material is radio transparent and is not affected by electromagnetic fields. At the customer's request, a product can be manufactured with any length, and when evenly placed in concrete structures, it will be 9 times lighter than its steel counterpart.
Application area
Fiberglass reinforcement is used in civil, industrial and road construction. The material is intended to impart rigidity to a concrete structure, and also when creating concrete floors and foundations. It can be used for reinforcement as rods and meshes, for strengthening banks, in various port facilities, and also for laying drainage, reclamation and sewerage systems. Thermal insulation is secured using reinforcement, which is converted into dowels. The building material is used to give rigidity to the facing or load-bearing layer when creating brick and stone multi-layer walls.
Relevance
The construction market has taken a leading position among a wide variety of industries. The popularity of construction services will shape the prospects for the production niche of materials to provide them. The production of fiberglass reinforcement, if properly organized, will qualify for the status of a highly profitable, stable business. The merits of a business idea largely lie in the novelty of the product and unusual characteristics that can interest builders.
For the production process, non-bulky equipment is used, the price of which is comparative with other equipment that is aimed at producing similar products, and is low. It does not require special settings, and its use is not difficult to operate. The production line is small and takes up little space, and several people are enough to operate it. Such factors will affect the cost of production, reducing this indicator. Fiberglass reinforcement is much higher in all respects than that of metal products. Its price is 30% less and at the same time it has high strength indicators, as well as resistance to the influence of a negative external environment.
Another main advantage of the business idea was the ease of working with composite-type material, which became the reason for saving on logistics and processing before operation. Transportation of material can be carried out in rolled form. Its relatively light weight and compactness will allow you to load a lot of fittings into the machine. When providing customers with a choice among several similar materials, they usually choose fiberglass composite reinforcement because it is convenient to use.
When building certain structures, there is no need to carry out welding work, since the reinforcement is secured with plastic clamps. Such construction solutions are relevant for private developers who lack construction experience and proper qualifications. They are also used by professional builders who understand how to simplify the production process, and also minimize physical stress and reduce working time.
Sales Features
Fiberglass reinforcement is in demand among individual developers and large construction companies. When targeting customers, i.e. physical individuals, it is possible to create a regional sales market via the Internet and retail outlets, which is in demand when ensuring small production volumes. Wholesale sales to small construction markets and companies can be organized at the regional or all-Russian level. When planning long-term cooperation, it will be necessary to expand production by concluding contracts for the regular supply of building materials with large companies.
Technologies used
There are two types of mini-enterprises:
- “conversion” plants do not have their own smelting equipment; cast billets are used as raw materials;
- Full-cycle plants are equipped with melting and rolling equipment; the raw material is steel scrap.
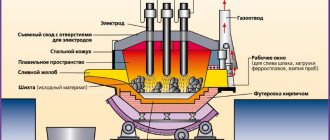
The second type of production is the most in demand. In general terms, the product manufacturing process is as follows:
- in the steelmaking shop, the scrap is melted in an electric furnace (induction or arc);
- the molten metal is fed into a through crystallizer, into which a temporary bottom (seed) is introduced at the preparatory stage;
- the ingot is cooled by water circulating through channels laid in the walls;
- the blanks harden near the walls and bottom, are removed and cooled until the core completely hardens;
- the metal continues to flow into the mold until the end of casting;
- The blanks are cut to a given length and sent to a rolling mill, where they are made into reinforcement.
If the production is not equipped with a steel-smelting furnace, then the billets are heated to 1200°C before they enter the rolling mill (a heating furnace is used).
Technology of production of construction fittings
Let us consider in more detail the types of fittings according to the method of their installation and the technology of their production.
Piece fittings are rods and consist of round rods. Piece fittings can also be rigid (consist of profile rolled steel: channels, angles, rails, pipes). Piece reinforcement is assembled by welding at the site where concreting will take place. It is combined into a reinforced frame or reinforced structure consisting of several individual elements. It is best to use piece reinforcement when the volume of work is small, or when you need to fit a rod into place in a small concrete structure.
The reinforcing mesh consists of mutually intersecting rods connected at the intersections by welding or knitting. Reinforcing mesh is used mainly for reinforcing slabs.
The reinforcement frames include longitudinal reinforcement and lattices connecting them. They are also called flat frames. Another type of reinforcement frames are spatial frames, assembled from several flat frames or flat meshes at once. Reinforcing cages are most often used for reinforcing beams, columns, etc. For the manufacture of reinforcing cages, round, hot-rolled, cold-rolled, and periodic steel are used.
Rod reinforcement is produced by rolling steel at metallurgical plants. Wire steel is produced by cold drawing of rolled rods through a system that consists of successively smaller holes. As a result of such repeated broaching, the diameter of the rod decreases and its length decreases. increases. This technology for the production of reinforcement changes the structure of steel, which significantly increases its tensile strength. Depending on how the rod reinforcement is strengthened, it is divided into several types. It can be thermally strengthened, namely, subjected to heat treatment, or drawn-strengthened, namely, subjected to cold drawing.
It should also be noted that, in addition to metal, non-metallic fittings are also produced.
The reinforcement is divided by profile into round, smooth and periodic profile. Smooth does not have any corrugation on it, unlike periodic profile reinforcement. Periodic profile reinforcement consists of rods with uniform corrugation for better adhesion to concrete.
The reinforcement can be either transverse or longitudinal. Transverse reinforcement is a reinforcement that prevents the formation of inclined cracks from shear stresses near the supports. And it also connects the concrete of the compressed zone with the reinforcement in the tension zone.
Video of how to do it - rolling corrugated:
Longitudinal reinforcement is used to prevent vertical cracks from forming in the tensile zone of reinforced concrete structures. Longitudinal reinforcement takes on some load, working together with concrete.
Norms and rules for tying reinforcement
Let's figure out why such norms are needed and what consequences may occur if these norms and rules are not followed. And how to knit reinforcement so that the resulting reinforced concrete product receives the design strength.
Backlash, free movement (even within limited limits) of reinforcing mesh after filling the form with concrete mixture will cause stress in the structure of the reinforced concrete product. Which will sooner or later affect its strength. Therefore, the reinforcement elements must be securely fixed to each other.
For this purpose it is used
- Welding of elements
- Wire knitting
- Fastening with plastic clamps.
Knit or cook?
Sometimes the choice: knitting reinforcement or welding is not entirely legal, since welding is advisable to use in the manufacture of frames that strengthen the foundations of structures such as dams, multi-story buildings and large cottages with recesses for glaciers, underground garages, etc. Only in these cases is it justified hiring a welder is an additional expense that increases costs. At the same time, the reinforcement itself must be designed specifically for welding work - otherwise, any other metal at the welding sites becomes more brittle, which may subsequently affect the quality of the reinforced concrete product as a whole. In this case, they are guided by GOST 14098-2014 “Welded connections of reinforcement and embedded products of reinforced concrete structures”, and steel is taken with the marking “C”. For example - A400C.
Plastic clamps themselves are expensive and cannot withstand freezing temperatures, so they are used mainly in the summer and in private construction with small volumes of reinforcement knitting.
Knitting reinforcement for a strip foundation
When laying strip foundations, which in most cases are used in private construction, the main method of fastening horizontal longitudinal and transverse, as well as vertical bars of the reinforcement frame is crocheting. Less often - with plastic clamps. In this case, the working horizontal rods, which carry the main load in the foundation, are laid along the foundation strip, rods called “clamps” are laid across, and vertical rods, almost equal to the height of the foundation strip, are attached, as the name implies, strictly vertically, and must have a cross section of at least 8 mm. They usually knit the top and bottom of the reinforcement frame first, and then start tying the vertical components with one of them.
When a right angle is formed (the junction of foundation elements under two walls located at an angle to each other), the structural elements are strengthened with additional diagonal reinforcement rods with a cross-section of at least 10 mm. Knitting of reinforcement at corner transitions is carried out with large overlaps of reinforcement (L-shaped or T-shaped reinforcement is done, since a simple sequential ligament will cause distortion of the structure and its internal stress).
Corner reinforcement with diagonal bars
The hook is very convenient when tying reinforcement directly into the formwork - in this case, the structure will not be subject to additional deformation and will become a reliable component in the reinforced concrete product as a whole.
The strip foundation scheme can be represented as a concrete structure dug into the ground by vertical walls, its outline repeating the outline of the walls of the future house. In addition, parts of the foundation on which the internal partitions will rest are also poured with concrete on reinforcement.
Tying reinforcement for a monolithic slab
In private construction, when the arrangement of basements, cellars and other utility rooms under the house is not required, a simple method of creating a foundation is used - a monolithic support slab. To create it, a well-leveled sand and gravel cushion is made, on which a volumetric reinforcement frame is knitted.
The pitch between the horizontal rods for such a slab is chosen from 20 to 40 cm, the thickness of the slab, and therefore the vertical size of the support rods, is from 20 to 30 cm. The method of tying the reinforcement for the supporting monolithic slab also depends on the diameter of the reinforcement rod: dead knots, simple when a single overlap is made, or in a combined way.
Tables
There are bars overlap tables that regulate various aspects of working with reinforcement. That is, according to the methods of its connection, depending on the grades of concrete (binding, welding), the loads experienced by reinforced concrete products, the length of direct anchorage, the cross-section of the reinforcing bar, etc. In addition, modern tables provide calculations for the use of double-sided crescent-shaped reinforcement in cross-section , manufactured according to European standards (instead of the Russian one with an annular section), which is cheaper than the traditional one. Considering that the weight of reinforcement and concrete usually has a ratio of approximately 1:1, the use of reinforcement of new standards turns out to be 20-30% more profitable.
Lap length for compressed concrete zone:
| Reinforcement section A400, mm | Length of overlap depending on concrete grade, mm | |||
| B20 (M250) | B25 (M350) | B30 (M400) | B35 (M450) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 335 | 295 |
| 16 | 570 | 490 | 445 | 395 |
| 18 | 340 | 550 | 500 | 445 |
| 22 | 795 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
For the stretched area:
| Reinforcement section A400, mm | Length of overlap depending on concrete grade, mm | |||
| B20 (M250) | B25 (M350) | B30 (M400) | B35 (M450) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 775 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1140 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
Equipment for the production of building reinforcement
To save on installation and commissioning work, as well as on personnel training, you should choose a supplier who offers these services in conjunction with the equipment. For a full cycle of work you will need:
- steelmaking furnaces;
- pouring ladle and support stand;
- crystallizer;
- ingot cooling device;
- drive for storing hard seeds;
- pulling-straightening machine;
- hydraulic shears for cutting workpieces;
- lifting equipment for transporting billets to the rolling mill;
- gas oven;
- semi-continuous small-section rolling mill;
- additional equipment (coil former, etc.).
From the moment the construction permit is issued, the period for putting the mini-plant into operation is 8-12 months.
Raw materials
Mini-productions can only work with several categories of metal scrap - these are:
- pig iron (90-96% iron);
- scrap HMS1 (heavy melting), shredder (high bulk density) or steel lump (category 3A);
- reduced iron PVZh/GVZh.
In addition to scrap, coke, ferroalloys, ground quartzite, fluorspar, lump lime, boric acid, quartz sand, lining, and other consumables are needed.
Legal registration
To engage in the production of construction fittings from unalloyed and alloyed steel, you must register a business by contacting the tax office at your place of residence. Since rolled metal requires serious investments, and to sell it you will have to enter into deals with wholesale suppliers and buyers, it is advisable to open an LLC - the status of a legal entity inspires more confidence among customers and banks than an individual entrepreneur. For registration you will need:
- title document confirming the rights to own real estate at the legal address;
- copies of statutory documents and their originals;
- receipt of payment of state duty (RUB 4,000).
Important! If the plant’s income for the reporting period does not exceed 150 million, and the staff is less than 100 people, then a simplified taxation system will be optimal (15% of profit or 6% of income). Otherwise (if the income is higher, the staff is larger) you will have to choose OSNO.
OKVED code 25.1 – production of building metal structures. For wholesale trade, OKVED 46.74 is indicated. In your activities you will have to be guided by GOST:
- 34028-2016 – rolled reinforcement for reinforced concrete structures;
- 5781-82 – hot-rolled steel for reinforcement of reinforced concrete structures.
In accordance with Russian legislation, construction reinforcement is not subject to mandatory certification (PP No. 982 dated December 1, 2009), but a certificate can be issued on a voluntary basis. This will increase the degree of confidence in the product.
Financial calculations
The production of building reinforcement from steel requires significant investments at the start - their exact size is difficult to calculate. Costs depend on whether a full-cycle plant is organized or whether it is limited to processing finished workpieces. Factors such as the location of the plant, planned production volumes, and the number of staffing units matter.
Starting investments
The acquisition of industrial land, the construction of workshops, and the purchase of a set of equipment will cost approximately 400 million rubles. (the exact amount depends on the location of the site and the pricing policy of the equipment manufacturer).
To produce 1 ton of reinforcement, 1057 kg of charge must be loaded into the furnace. If you plan to produce 1,000 tons of products, the costs of raw materials will be as follows:
| Raw materials | Cost, rub. |
| Scrap for melting | 450 000 |
| Ferroalloys | 50 000 |
| Coke, fluorspar, lime | 40 000 |
| Ground quartzite and other consumables | 10 000 |
Total: 550,000 rub.
All expense items:
| Expenditures | Amount, rub. |
| Registration | 4,000 (you will not have to pay a state fee when registering through government services) |
| Acquisition of industrial land, construction and arrangement of premises, purchase of equipment | 400 million |
| Purchase of raw materials | 550 000 |
| Marketing and advertising | 30 000 |
| Unexpected expenses | 30 000 |
Total: 400,614,000 rub.
Monthly expenses
The following amount will be required monthly for labor costs:
| Job title | Quantity | Salary, rubles | Payroll, rubles |
| Director | 1 | 50 000 | 50 000 |
| Accountant | 1 | 35 000 | 35 000 |
| Standardizer | 1 | 30 000 | 30 000 |
| Engineers | 2 | 35 000 | 70 000 |
| Timekeeper | 1 | 25 000 | 25 000 |
| Workers | 20 | 20 000 | 400 000 |
| Sales and Sales Managers | 2 | 25 000 | 50 000 |
| Warehouse Manager | 1 | 25 000 | 25 000 |
| Security guard | 2 | 20 000 | 40 000 |
Total: 725,000 rub.
Total monthly expenses of the mini-plant:
| Cost item | Amount, rubles |
| Payroll | 725 000 |
| Utilities, oxygen, compressed air | 300 000 |
| Purchase of a month's supply of raw materials | 550 000 |
| Advertising support | 10 000 |
| Administrative expenses | 20 000 |
| Repairs, depreciation, unforeseen expenses | 30 000 |
Total: 1,635,000 rub.
Profit calculation
An approximate calculation of profit can be made using the example of reinforcement with a diameter of 4 mm, 1 ton of which costs about 12,000 rubles. With a production volume of 1,000 tons and the sale of the entire batch, the revenue will be 12,000,000 rubles. If total income is chosen as the object of taxation, you will have to pay 6% of the amount received (RUB 720,000). After this, 11,280,000 rubles will remain. Net profit, minus expenses for advertising, raw materials, labor and utilities, will be 9,645,000 rubles. Provided the enterprise operates stable in this mode (1 thousand tons/month), investments in its opening will pay off after 3 years. If the plant expands its customer base and increases production volumes, the period will be reduced.
The average profitability of the production of construction reinforcement from steel is lower than that of factories producing fiberglass products. Nevertheless, rolled metal still remains the sales leader - this is facilitated by the good performance characteristics of the material (full preservation of the original properties in the event of a fire, the ability to give any bend directly on the construction site). By choosing the right business strategy aimed at reducing costs, expanding market share, and introducing innovative developments, the valve production business has a good chance of becoming profitable even in highly competitive conditions.
Composition and GOST
Non-metallic fittings have been produced since the mid-20th century.
It attracts builders because during installation the welding operation is eliminated - the reinforcing elements are connected to each other with clamps .
Often the material goes into production after processing, which reduces the cost of the product.
The basis for the manufacture of the product is glass roving. It is obtained from aluminoborsilicate glass by melting and drawing into threads.
Roving is a bundle of threads impregnated with lubricant.
as additional consumables :
- epoxy resin;
- special braided thread for winding reinforcement;
- ethyl alcohol, acetone;
- Dicyandiamide.
In Russia there is a regulatory framework for the production of such fittings.
The document sets out the requirements for the material, and the appendices contain test rules; All standards for the production of composite polymer reinforcement are regulated by GOST 31938-2012.
Regulatory acts contain test methods to determine operational properties:
- 32486-2013 – durability;
- 32487-2013 – resistance to aggressive environments;
- 32492-2013 – mechanical characteristics (ultimate loads on compression-tension, bending), adhesion strength to concrete.
Comparison of metal and composite
The table shows the comparative characteristics of fiberglass and steel reinforcement:
| Indicators | Type of fittings | |
| Fiberglass | Steel class A III | |
| Tensile strength, MPa | 800-1300 | 390-490 |
| Elasticity, MPa | 55000 (elastic) | 210000 (elastic-plastic) |
| Elongation, % | 2,2 | 25 |
| Density (specific weight), kg/m3 | 1900 | 7850 |
| Weight for equal strength replacement, kg | 4 AKS – 0.015 | 6 A III – 0.222 |
| 16 AKS – 0.33 | 20 A III – 2.470 | |
| Lifetime | ≥ 80 years | According to GOST |
Polymer products are cheaper than steel products. Unlike the latter, she:
- does not corrode in sea water;
- not afraid of acids;
- does not conduct electric current and heat.