Суть процесса гибки
Гибка металла – это промышленный процесс, при котором листовому металлу придают определенную форму. В результате такой технологичной обработки из плоской металлической заготовки (то есть листа) производят объемный элемент или деталь. Предмет, изготовленный данным методом, – объемное изделие без швов или каких-либо иных типов соединения. Сам процесс изменения конфигурации металлического листа происходит за счет:
- механического воздействия на структуру металла;
- воздействия высокой температуры.
Этот процесс можно охарактеризовать как растяжение внешнего слоя материала при одновременном сжатии внутреннего. Таким образом заготовке можно придать необходимую форму с конкретными параметрами.
Дефекты и трудности при гибке
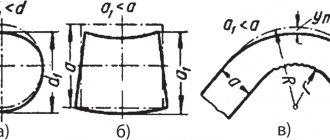
Гибка малопластичных сталей (в частности, содержащих более 0,5% С) усложняется, главным образом, из-за явления пружинения – несоответствия конфигурации готовой детали требованиям чертежа. Пружинение – основная проблема при разработке технологического процесса гибки.
Суть явления состоит в упругом последействии материала после снятия рабочей нагрузки. В результате форма заготовки искажается (в некоторых случаях фактический угол пружинения может доходить до 12…150, что впоследствии резко сказывается на точности сопряжения гнутой детали со смежной).
Пружинение ликвидируют или уменьшают использованием следующих технологических приёмов:
Пружинение при гибке
- Компенсацией угла пружинения соответствующим изменением параметров рабочей части пуансона и матрицы. Метод эффективен, если точно известна марка металла/сплава или его прочностные характеристики, в частности, предел временного сопротивления. В особо ответственных ситуациях потребуется проведение технологических проб на загиб. Если, например, угол пружинения составляет 120, то рабочую кромку пуансона увеличивают на такой же угол.
- Изменением рабочего профиля матрицы, в результате чего гибка металлов по всей длине зоны деформирования должна постоянно происходить при контакте с активным рабочим инструментом. Для этого в матрице выполняют технологические поднутрения или выемки, если это возможно.
- Повышением пластичности металла, для чего его перед штамповкой подвергают отжигу. Для высокоуглеродистых сталей температуру отжига обычно устанавливают в пределах 570…6000С, а для низкоуглеродистых 180…2000С.
- Проведением гибки в горячем состоянии, когда пластические характеристики металла заведомо лучше. Правда, при этом в технологический процесс вводится дополнительная операция очистки поверхности детали, а рабочую поверхность матрицы после каждого хода пуансона необходимо очищать от частиц окалины.
Где используется?
Сегодня точная гибка металла используется достаточно широко. Такой метод зарекомендовал себя как более эффективный, чем штамповка. В основном такой способ обработки применяется в условиях производства большого количества продукции – например, труб и фитингов, различной профильной продукции. Также эта технология применяется при строительных (для металла и листового проката) и разного рода монтажных работах (частично гнутый металл). Еще многие мастера кустарных изделий (например, декоративной ковки) используют такой вид обработки для своих работ.
Основные преимущества
Главным преимуществом этого метода обработки листового металла является высокая точность линейных замеров готового изделия. Не менее важно и то, что изделия, выполненные этим методом формовки металла, получаются бесшовными. Это значительно повышает надежность и механическую устойчивость изделий. Кроме того, такая обработка значительно улучшает структуру самого металла, делая его более прочным и устойчивым к воздействию коррозии. Но данное применимо при условии, что для гибки не используются листы хрупких марок металлических сплавов. Стоит отметить, что сама процедура изготовления металлических изделий данным методом более эффективна. Это происходит потому, что можно достичь сравнительно высокой интенсивности производства. А за счет минимизации затрат на человеческий труд (если имеется в виду промышленное изготовление) этот метод обработки листового металла существенно снижает стоимость готового продукта.
Преимущества гибки металла на станках с ЧПУ
Все чаще и чаще использование оборудования, работающего под управлением компьютера, становится нормой, нежели исключение. Такие станки можно увидеть практически на любом производстве, причем, вне зависимости от его масштабов. Использование специализированного ПО, позволяет не только поднять скорость обработки деталей, но и приводит к заметной экономии металла, повышению точности обработки заготовок.
Работа по обработке заготовок на гибочных станках под управлением ЧПУ выглядит следующим образом:
- при помощи носителей информации или через ЛВС в систему управления вводится управляющая программа.
- в ней закодированы необходимые для работы оборудования сигналы, на основании которых будет выполняться обработка заготовки. То есть, исполнительные механизмы, получая соответствующие команды, приводят в движение рабочий орган (пуансон) вдавливающий заготовку в матрицу.
Использование систем управления позволяет добиться определенных преимуществ, перед другими способами обработки металла:
- Качество готового изделия, оно обеспечивается, в том числе и том, что при работе ЧПУ полностью исключается влияние человеческого фактора.
- Размеры и форма получаемого изделия полностью соответствуют требованиям рабочей документации.
Кроме названных параметров нельзя не упомянуть и то, что работа по изготовлению продукцию может выполняться в режиме 7/24 без привлечения дополнительных человеческих ресурсов.
Гибка металла: инструменты и их применение
Стоит выделить два типа оборудования:
- Промышленное, то есть оборудование, которое используется на производстве.
- Ручное, то есть такое, что возможно использовать в небольших мастерских, чаще всего домашнего типа.
На производстве используются специальные листогибочные аппараты. Обычно сам технологический процесс предполагает использование аппаратов для резки заготовок из металлического листа (более эффективно использовать лазерную резку). После подготовки плоской заготовки следует непосредственно сама обработка на листогибочном оборудовании. Ручные станки менее эффективны, результат часто бывает не очень качественный, и повозиться с одним изделием нужно будет намного дольше, чем на автоматизированном устройстве. Но в проведении гибки листового металла в домашних условиях их еще используют. Обычно на них домашние мастера осуществляют мелкие работы по починке или созданию декоративных кованых изделий. Как специализированные аппараты, так и ручные станки позволяют эффективно работать с листовым металлом разной толщины. Есть только одно отличие – степень оказания усилий во время процесса. Но при работе с любым из видов оборудования есть свои особенности:
- При работе с ручным станком для обработки и сгибания листового металла основное требование – это точность, аккуратность и сила. Необходимо собственными усилиями обеспечить производство изделия с определенными параметрами.
- Работая на автоматизированном листогибочном аппарате, нужно учитывать особенности работы со специальным программным обеспечением.
Разновидности и конструкция гибочных станков
Гибку листового металла производят на специализированном оборудовании – листогибах. По принципу действия, станки для гибки металла, можно условно разделить на несколько видов:
Универсальный гибочный станок
Универсальный. При работе этого станка, лист укладывают в закрепленную матрицу и при содействии пуансона ему придают требуемую форму. Пуансоны выполняют в нескольких исполнения, которые отличаются друг от друга формой и размерами, например, углом. На матрице, как правило, выполняют паз в форме угла.
Универсальные прессы легко перенастраиваются и способны решить множество технологических задач.
Поворотный. Этот станок состоит из траверсы, так называют гибочную балку, гибочной балки и заднего упора. Прижимная балка необходима для фиксации листа металла к станине. Сгибание листа осуществляет гибочная балка. По сути, она и есть главный рабочий элемент этого станка.
Ротационный гибочный станок
Поворотно-гибочный станок
Ротационный. В конструкцию такого оборудования может входить несколько валов (валков). Они вращаются вокруг своей оси. Кроме того рабочие валки могут перемещаться в вертикальной плоскости. Лист металла помещают в пространство между валами и перемещая их по вертикали регулируют будущий радиус гибки. После того, как лист пройдет между вращающимися валами он получит требуемую форму.
Станок для гибки металла может работать от мускульной силы человека, гидравлического, пневматического, электрического (электромеханического) или механического привода.
Фальцегибочный станок
Фальцепрокатный станок
Для работы с металлом небольшой толщины применяют фальцегибочные или фальцепрокатные станки. Их широко применяют при работе с кровельным листом, создании вентиляционных коробов и пр.
Технологические особенности процесса
Кроме того, что для проведения этих работ (например, гибки труб, технология изготовления которых предусматривает использование гидравлического пресса) необходимы специальные штампы. Благодаря этим штампам размещенный в прессе лист приобретает необходимую форму за счет воздействия на заготовку высокого давления. Для того чтобы структура заготовки стала достаточно прочной и более плотной, заготовки предварительно нагревают до конкретной температуры. Технология проведения – проста, но это позволяет делать прочные изделия приемлемого качества, эффективно используя время. Готовые гнутые изделия из металла имеют возможность стать подходящей альтернативой другим видам металлопроката. Относительно характеристик и конкретных параметров (например, устойчивости к воздействию коррозии) гнутые изделия намного лучше аналогов. Поэтому такая металлопродукция составляет разумную конкуренцию сварным изделиям, которые не гарантируют прочности и устойчивости создаваемой конструкции. Особенных отличий в использовании автоматического или ручного листогибочного оборудования нет. Принцип работы обоих типов станков одинаковый, отличаются только усилия и скорость изготовления конкретных деталей.
Принцип работы различных листогибочных станков
Технологическое оборудование, применяемое на современном производстве по созданию металлических конструкций, позволяет получать из листового материала готовые детали с разными габаритами и формами.
Гибка прокаткой в роликах
Ручные листогибы
Эти конструкции имеют ряд особенностей, в частности, у них существуют ограничения на глубину закладки заготовки, максимальной толщины металла, его шириной, точнее длиной гибки. Чем тоньше металл, тем длина гибки больше. Чаще всего, их применяют для гибки тонколистового металла.
Гибка ручным листогибом
Работа ручной установки строится следующим образом: Верхней балкой лист прижимается к рабочему столу. Необходимый угол гиба получают путем подъема нижней, поворотной балки. Используя это станок необходимо иметь в виду то, что толщина листа, который может быть обработан, не должна превышать 2 мм.
Ручные листогибы обладают небольшой массой, и это позволяет их использовать и в стационарных условиях, и непосредственно на рабочем месте, например, на строительной площадке.
Гидравлические листогибы
Эти станки используют в качестве источника энергии жидкость. Насос, встроенный в систему, он создает избыточное давление, под действием которого плунжер, передвигает подвижную поперечную балку. Лист, подлежащий обработке, прижимают к рабочему столу, и движение поперечной балки выполняет, правку и гибку листа.
Листогибы этого класса используют для обработки заготовок по всей длине рабочего стола, кроме того, с их помощью выполняют глубокую вытяжку металла. Гидравлические цилиндры отличаются точностью позиционирования и высокой эффективностью работы. Их применение позволяет контролировать величину перемещения, скорость и движение частей гидравлической системы.
Гидравлический листогиб
Станки с гидравлическим приводом применят для производства доборных комплектующих, воздуховодных коробов, деталей кровельного покрытия. С помощью этого оборудования изготавливают рекламные конструкции, выполняют внешнюю и внутреннюю отделку зданий и сооружений. Использование гидравлического оборудования позволяет обрабатывать листы с большей толщиной, например, до 4 – 8 мм. Разумеется, эта величина зависит от марки обрабатываемого материала.
Электромеханические листогибы
Конструкция этого оборудования состоит из станины, поворотной балки для загиба листа. Кроме поворотной балки, на станке устанавливают балку собранную из профильных сенментов, которая прижимает лист. Для безопасности оператора на станке этого типа реализовано педальное управление.
Электромеханические листогибы
Листогибы этого типа позволяют выполнять гибку металла с большой длиной. Их используют для обработки разных материалов, в том числе оцинковку, холоднокатаную сталь толщиной 2,5 мм.
Станки этого типа задействуют на производстве отливов, подоконников, конструкций для вентиляционных систем.
Особенности гибки металла в условиях домашней мастерской
При проведении ремонта или строительства, и если нужно использовать металл или изделия из него, часто возникает необходимость деталь согнуть. Гибка металла в домашних условиях – это процесс достаточно трудоемкий, но мастеру вполне подвластный. Без использования специального ручного листогибочного станка в этом случае все равно не обойтись. Часто такое нехитрое оборудование делают из подручных средств и инструментов. В список обязательных составляющих такого ручного гибочного станка входят такие детали:
- Струбцина.
- Основание и щечки.
- Кронштейн.
- Сварной прижим.
- Оси.
- Угол Пуансона.
Найти необходимые детали для изготовления подобного оборудования не сложно. После изготовления подобного станка стоит позаботиться об установке (лучше установить инструмент достаточно надежно). Удобнее всего этот станок установить на специально отведенный для него стол. Но все это выполнимо, останется только понять, как с ним работать. Лучше попрактиковаться или попросить показать кого-то специфику процесса гибки на ручном листогибочном станке. Кстати, сами ручные станки могут отличаться по конструкции, что влияет на особенности их прямого использования. Непосредственно сам процесс обработки металла нельзя представить без использования киянки, плоскогубцев, молотка и подобного ручного инструмента. Но такое нехитрое оборудование поможет справиться только с листами сравнительно небольшой толщины. При работе с более толстыми листами стоит приобрести специальные гидравлические вальцы или ручные роликовые прессы. В домашних условиях не получится сделать работы высокой сложности. Также проблематично будет обработать достаточно толстые металлические листы. Но изготовить уголки, комплектующие для водоотвода и даже трубы технически возможно. Однако такая операция займет много времени, что существенно растянет сами ремонтные или строительные работы.
Гибка металла и ее основные способы
Гибка листа
Следует понимать, что операции гиба металла не ограничиваются работой с листовым металлом. При создании металлоконструкций разного назначения возникает потребность в использовании гнутых труб или профиля.
Радиусная гибка листа
Радиусная гибка листового металла выполняется на вышеописанном оборудовании. При ее исполнении важно подобрать правильный линейный размер заготовки. Проектировщик должен помнить о том, что длина заготовки, должна быть чуть больше, чем длина готовой детали. Это связано со спецификой гибочной операции. Дело в том, что при изменении положения одной части листа относительно другой, внутренние слои металла сжимаются, а наружные вытягиваются. То есть перед тем как выполнять радиусную гибку металла необходимо тщательно просчитать геометрические параметры заготовки.
Для расчета радиуса гиба достаточно использовать табличные данные, которые можно найти практически в любом инженерном справочнике.
Гибка труб
Трубы тоже можно изгибать в соответствии с требованиями рабочей документации. Существует несколько методов – ручной и механизированный. Кстати, в повседневной жизни гнутые трубы можно встретить на ограждениях и перилах, установленных в жилых домах и помещениях другого назначения.
Гибка гидравлических труб
Чаще всего трубы зашибают по радиусу. Этот процесс позволяет формировать частичный или полный изгиб трубы. Причем, он не будет зависеть от формы и размера сечения. Процесс деформирования труб выглядит примерно следующим образом – при изгибании полого профиля на заготовку воздействует несколько сил, одна оказывает влияние на поверхность внутренней стенки, а вторая на внешнюю сторону профиля.
Процесс гибки круглых труб
При выполнении изгиба трубы существует опасность того, что при взаимодействии этих сил профиль трубы может деформироваться. В результате этого может произойти потеря соосности. Более того, при несоблюдении ряда технологических правил, труба может быть разорвана. При неравномерном изгибе возможно образование складок в месте сгиба. Причиной тому воздействие тангенциальных сил, возникающих в процессе деформации трубы.
Во избежание подобных явлений применяют холодную и горячую гибку трубы. Первый метод применяют для обработки труб с небольшим диаметром. Но в таком случае необходимо знать минимально допустимый радиус гиба, который проходит по осевой линии. Надо отметить, что применение местного разогрева трубы создает более комфортные условия для выполнения гиба трубы. Металл после нагрева получает пластичность, достаточную для выполнения заданной деформации. Метод горячей гибки применяют на трубах большого диаметра.
Выход из положения есть!
Но всегда можно найти выход из положения – заказать изготовление необходимого гнутого металлопроката в специальной мастерской. Если вам нужны трубы для домашнего водоотвода или карнизы, а также другие формы металлических гнутых изделий, то выгоднее, быстрее и надежнее заказать их у профессионалов.
Сотрудничество со специалистами гарантирует:
- высокую скорость выполнения каждого отдельного заказа;
- точность и отличное качество готовой продукции;
- использование при гибке металла современного высокоточного оборудования;
- выгодную стоимость услуги.
Заказ изготовления гнутых металлических изделий у специалистов – это существенная экономия ваших времени и сил. А кроме того – получение ожидаемо хорошего результата.