Lubricant selection for guides
The best lubricant for guides is the one indicated in the equipment data sheet. If it is lost, you should choose what to lubricate the machine guides with, taking into account:
- their type;
- location in space;
- material of rubbing surfaces;
- operating temperature range.
To lubricate the horizontal sliding guides, anti-slip oils of ISO viscosity class 68 are used, and for vertical sliding guides, viscosity class 220 is used.
Which lubricant is best for rolling guides depends on the speed of operation and the degree of load - the lower the speed and the higher the load, the more viscous and dense the lubricant should be.
When deciding how to lubricate the linear guides of a machine, it is necessary to take into account the features of their design, movement speed, and specific workloads. Heavily loaded mechanisms require the use of high-viscosity extreme pressure lubricants, while high-speed ones require low-viscosity oils with improved anti-friction properties.
Mobil Vactra Oil series oils greatly facilitate the selection of lubricants for guides: they are suitable for any combination of materials of rubbing pairs.
Classification and composition of emulsols
How to make a metal lathe with your own hands
Depending on the base, emulsols are divided into:
- mineral – contain up to 85% petroleum oils. When diluted with water, they form rough, opaque, milky emulsions;
- semi-synthetic – containing petroleum oils up to 50%. Mixing with water, they form translucent microemulsions;
- synthetic - oil-free. When mixed with water, they form transparent solutions that make it easy to control the processing of parts.
The most widely used in the metalworking industry are inexpensive emulsols consisting of mineral oils, emulsifiers, corrosion inhibitors and bactericides.
In order to obtain high-quality reinforced concrete products, additives are introduced into emulsols for lubrication of molds and formwork to prevent the formation of air pores and cavities.
The composition and technical characteristics of a specific brand of emulsol are regulated by the relevant GOST or manufacturer's specifications, quality tests are carried out in accordance with GOST 6243-75, sampling is carried out in accordance with GOST 2517-2012.
How to make your own water-based coolant
You will spend a minimum of time and money on making homemade coolant for a lathe using these recipes: all components are cheap and accessible, and quickly dissolve in warm water.
Anyone, even a novice metalworking specialist, knows that when performing turning work on a machine, it is necessary to use cutting fluids (coolants). The use of such technical fluids (their composition may vary) allows you to solve several important problems simultaneously:
Application of coolant during turning
- cooling of the cutter, which is actively heating up during processing (accordingly, extending its service life);
- improving the surface finish of the workpiece;
- increasing the productivity of the metal cutting process.
Choosing the right type of coolant for your band saw
Do-it-yourself woodworking machine
Oil coolant may contain any combination of fatty oils, sulfide materials, chlorinated materials and EP additives. These additives are added to allow normally incompatible petroleum components to mix with water. This compound does not remain permanent and can separate into different layers to varying degrees, especially when not in use for a long period of time. Oil coolant with the lowest initial cost of additives (components) must be correctly selected taking into account the required viscosity and lubrication characteristics. Any drops of oil coolant that periodically separate from the main flow should be regularly removed to minimize the growth of odor-causing microorganisms, as well as clean painted and welded parts of equipment. Semi-synthetic cutting fluids are fluids based on a synthetic product that typically contain some oil to add lubricity (lubricating function) and corrosion protection. They share some of the advantages and disadvantages of both oil coolant and full synthetic coolant. As with oil-based coolants, semi-synthetic coolants are susceptible to stratification (stratification), causing bad odor (microorganism growth) and reducing the life of the coolant pump. Due to the petroleum content (depending on the additive used), the cutting parts of the band saw must be thoroughly cleaned before they are welded or painted for repairs. Synthetic coolants do not segregate in the coolant tank during long periods of inactivity. Once they are mixed, they form reliable compounds and their concentrate is no longer noticeable in the mixture. Synthetic cutting fluids are heavy-duty, oil-free concentrates. They usually contain EP additives and corrosion inhibitors. Synthetic cutting fluids are tolerant of mixing in water with a high mineral content. Unmixed synthetic cutting fluids are non-toxic and environmentally friendly. As with any type of coolant, once it becomes mixed with metal shavings and flows into the coolant tank, it must be stored (or disposed of) as hazardous waste according to local regulations. However, due to the long useful life of synthetic cutting fluids, disposal costs are likely to be very economical. A quality synthetic cutting fluid concentrate has a higher initial cost than oil cutting fluid. This is to ensure today's best performance in a wide range of cut materials and to reduce time-consuming problem lines. Manufacturing businesses find this more cost effective in the long run.
DIY making
Wooden grape press. how to make a grape press with your own hands: device, choice of material and step-by-step manufacturing process. making your own wine juicer
There are different types of liquids, especially watery ones. You could list the types and compositions of liquids for a long time, but it’s unlikely to fit into one article. In our article we will demonstrate only one example of an oil-based cooler.
In our example, we will consider a recipe for an emulsion based on liquid soap. In addition, we will need unrefined sunflower oil, kerosene and soda ash, as well as some household chemicals.
Most of the listed substances are found in every home, with the exception of kerosene.
Recipe
- Pour liquid soap into a faceted glass, mix with sunflower oil, kerosene and ash water. It is advisable to prepare 3 such glasses and pour them into 1 container of 10 liters or more.
- To the mixture, add half a shot of bleach and a quarter shot of dish detergent, such as Fairy.
- Pour the solution with warm water. Use a 10 liter container. Pour water until the container is completely filled.
- Heat the liquid to a temperature of 90 degrees. When heating, the liquid must be continuously stirred.
- Pour the resulting mixture into a container and mix with water. The ratio of the solution to water should be 1:3.
Our solution is ready, you can safely use it at your workplace.
If some components are missing, then here is a simpler solution. Take and industrially mix oil, water and surfactant.
How to make your own oil-based coolant
To prepare an oil-based emulsion with your own hands, just thoroughly mix three components - oil, water and surfactant (surfactant).
Metalworking forums also offer more complex recipes for making homemade coolant for lathes. For example:
- mix one faceted glass of flavored liquid soap, unrefined sunflower oil, kerosene and soda ash + half a stack of laundry bleach + a quarter stack of Fairy, add warm water to a volume of 10 liters and heat to 90 ° with continuous stirring. Dilute the resulting concentrate with water in a ratio of 1:3.
- 65 liters of water + 7 liters of diesel fuel + 1 piece of grated 60% laundry soap + 1 pack of Pemos Automatic washing powder + 200g of Feri dishwashing liquid (Fairy) + 2 tablespoons of soda ash. After pouring into the coolant tank, run the pump for 10 minutes - and the homemade emulsion is ready.
Industrial oil is often found in recipes for homemade emulsions. It can be replaced with a motor one.
Types, composition and characteristics
There are dozens of types of coolant, which differ in composition and characteristics. The functions performed are the same, but each type increases the efficiency of a particular action when working with the machine in a different way.
Oily
The main component of the coolant is mineral oil, which is mixed with mineral elements. The coolant contains the following substances: anti-wear, anti-friction and extreme pressure additives. Inhibitors and agents against oxidation and the appearance of nebulae are also present.
Characteristics of substances:
- Anti-wear additives – reduce wear of working tools.
- Antifriction additives – technical oils.
- Anti-seize – protects tools from overheating and wear under severe conditions.
- Inhibitors – used to protect instruments from corrosive reactions.
- Anti-fog additives – reduce the risk of oily mists.
Emulsol is an oily liquid made from spindle oil and several additives. The main advantage is excellent corrosion protection. When combined with water, it becomes a universal liquid that does an excellent job of protection and cooling.
But also, the oily solution has disadvantages - a low degree of cooling, in comparison with other types of liquids.
Synthetic
The product is used for abrasive processing of metal workpieces. It consists of several additives that have a balanced composition. If you mix synthetic liquid with water you will get a transparent microemulsion.
Synthetic coolant is an excellent coolant for lathes, since cooling is its main advantage.
Synthetic coolant reduces the risk of smoke in the workplace. Used in various water compositions.
The composition is formed from stable minerals that cope with foaming.
This liquid is not always used. It is used when working with certain metals: steel, cast iron, glass and aluminum alloys, stainless steel.
Semi-synthetic
Unlike the previous type of liquid, it not only perfectly cools the machine, but also lubricates the parts.
It contains a small amount of mineral oils, which are mixed with a small amount of other mineral additives.
Emulsol, which is the main component, allows you to effectively lubricate and cool equipment parts.
Emulsol is better suited for lathes that specialize in working with heavy metals.
The emulsion is used for some types of work, best for abrasive machining of cast iron. But this is not the only type of work; this includes blade and sharpening of complex metals.
Water based
Water-based fluids have one function - lubricating parts. Although they are not coolers, they are the best at lubricating prepared materials and equipment.
There are many watery solutions, but we’ll tell you about one of the main ones:
- An aqueous solution with a small content of soda (0.8%) and sodium nitrate (0.25%). Protects workpieces and tools from corrosion.
- Boiled water containing trisodium phosphate – 1.5%. Used for turning workpieces.
- A solution of water with 2-3% emulsol and a small amount of calcined salt (1.5%). Used for accelerated processing, but has low cleaning quality.
Feeding watery coolant on a lathe helps speed up the processing of materials.
Coolant supply
One of the big benefits of using high pressure coolant systems is the reduction in coolant tube settings. With external tubes it usually takes 2-3 tries to get the coolant jet position right. Then, due to poor chip control, the tube often gets knocked out, so readjustments are required regularly, which means process instability and machine stops.
When using holders with precision nozzles, the coolant flow from the tool to the cutting edge is fixed, but the coolant tube must still be connected to the holder. It is possible to use tubes in the shank holder, however this will increase setup time each time the tool shank is changed and will interfere with chip evacuation.
The optimal solution is to use quick-change equipment, according to the “plug and play” principle. The coolant supply channel passes through the tool block. In these applications, the use of high pressure coolant provides the added benefit of reduced setup time in addition to chip control and increased metal cutting efficiency.
Coolant supply on turning centers and lathes
With Coromant Capto tool blocks, the coolant passes through the turret, allowing quick tool changes and off-machine pre-measurements. Tool blocks are available for all types of lathes (turning centers, rotary lathes and horizontal lathes), the new tool blocks are designed for a pressure of 200 bar.
Coolant supply on longitudinal turning machines
The coolant supply on automatic longitudinal turning machines differs significantly from turning centers. Synthetic oil is used instead of emulsion to support the slide design, and oil is supplied to all tools simultaneously, no matter which tool is being used.
Although most machines come with high pressure pumps, without optimized tooling the coolant supply area (coolant outlet diameter x number of holes) will obviously be too large for the pump's delivery capability, so maximum pressure will not be achieved.
It is important to reduce the supply area by:
- Using tools with internal coolant supply and blocking external coolant supply to these tools
- Optimizing the coolant supply area to minimize the required flow rate
QS tooling includes holders with a coolant channel built into the fence. This stop is constantly on the machine. A coolant tube at the rear of the QS tool holder ensures that coolant is directed directly to the nozzles while the tool is being installed.
The nozzles have a diameter of 1 mm and produce a precise jet that promotes chip breaking while minimizing the required flow rate.
Bushings for quick installation of boring bars
Metal sealed bushings for high pressure coolant, such as EasyFix, allow quick installation of straight shank boring bars. A spring-loaded ball positions the groove in the boring bar, allowing the center position to be found in a few seconds.
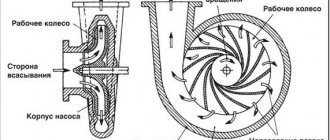
Selecting a coolant pump
The most widely used in cooling systems for machine tools are vertical semi-submersible (the electric motor is located above the liquid level, and the pump mechanism is immersed in it) or submersible pumps. The main criteria for their selection:
- type, viscosity and degree of contamination of the emulsion, size of contaminant particles;
- productivity (volume of liquid pumped per unit of time);
- required discharge pressure;
- pipeline diameter;
- diving depth range.
Special tables help you quickly select a pump for supplying cutting fluid, for example:
During high-speed turning and deep drilling of metals, the problem often arises of how to increase the coolant pressure on the machine: due to insufficient pressure, it does not reach the cutting surface, which can lead to tool failure due to overheating and accumulation of chips.
To solve this, you should select a pump for supplying coolant based on pressure, taking into account the properties of the material being processed (the higher its viscosity and the worse its thermal conductivity, the stronger the jet pressure should be).
A continuous supply of cutting fluid to the processing zone with the required pressure, at a constant angle, is guaranteed by high-pressure stations.
When is coolant replacement required?
The emulsol is replaced after the expiration date of the product, as well as in cases where its quality, appearance and performance characteristics have significantly deteriorated during use.
As practice shows, oil emulsols have a longer shelf life compared to water-based cutting fluids. This is explained by the fact that water is a good environment for the development of all kinds of microorganisms, which leads to a decrease in pH levels and the appearance of an unpleasant odor. Harmful factors for water-miscible coolants are also elevated temperatures, contamination with lubricants and abrasives. Such an emulsion loses stability and its properties and becomes more toxic. Current monitoring of the coolant condition makes it possible to promptly identify inconsistencies and make adjustments. The frequency of monitoring is established by the standards:
- for oil coolants: once a month
- for semi-synthetic and synthetic coolants: once every 2 weeks
- for emulsion coolants: once a week
HOW TO MAKE SOZH YOURSELF
Emulsion for a lathe can be purchased ready-made or made independently. A homemade emulsion for a milling machine seems to be a profitable alternative, because making such a composition yourself is much cheaper. However, be careful when making, and subsequently using, such “homemade” liquids. After all, specialized cutting fluid is produced using special materials in the composition, which guarantees safe and high-quality work in production.
Homemade liquid is usually water-based or oil-based. For preparation on one or another basis, many components can be used. It is difficult to answer the question about the best of them, because each of them has both a number of advantages and many disadvantages.
The choice of coolant is based on such characteristics as:
- Price for material for production
- Temperature conditions at which work will take place
- Component Availability
- The complexity of the cooking process
- Versatility
- Well, the best composition will be individual for everyone, since everyone adds a little of their own “secret” ingredient.
Replacing coolant and flushing the system
To ensure that fresh coolant has a long service life, it is recommended to pour a system cleaner, such as OILCOOL XR, into the reservoir before the last start of the machine. It effectively dissolves dirt and deposits on surfaces. After 8 - 24 hours, it is necessary to drain all liquid from the system and rinse it with water.
The system cleaner completely removes the remnants of the old emulsion, so after flushing with its use, it is possible to fill the machine with a different brand of coolant.
In conclusion of the article, we suggest watching a video tutorial about the rules of maintenance of a lathe:
How can I replace coolant?
It is impossible to prepare exact analogues of modern emulsions for machine tools with your own hands, but it is quite possible to replace a number of them using this table:
Here, on a five-point scale, dry cutting is 1 point. If the use of a coolant substitute provides an improvement/deterioration compared to dry machining, points are added/subtracted.
If you decide to replace the emulsion in the machine with a homemade equivalent, thoroughly rinse and disinfect the tank and feed system. This is necessary to avoid problems due to the compatibility of the compositions, to destroy bacteria, fungi and mold. For this procedure you can use system cleaners
Some “home Kulibins” consider brake fluid and anti-freeze to be analogues of coolant. These fluids do have excellent cooling and lubricating properties, but contain substances (methanol, ethylene glycol, propylene glycol) that can cause severe poisoning, disability and even death. Therefore, they cannot replace the emulsion for the machine.
DIY coolant systems
For supplying coolant using the irrigation method on small machines, an Esmarch mug hung on the wall (preferably a glass one - you can pour emulsion on any basis into it) is perfect: a flexible hose with a tip will direct the flow to the desired point, the pressure is easily adjusted with a tap. Another option is to drill two holes in the cap of a plastic bottle, insert a medical dropper into one of them and pull it through a hinged tube, with the help of which the working fluid is supplied to the point of maximum heating.
To make your own coolant supply system under pressure, use the diagram in Fig. 7. To install it you will need:
- reservoir - a container with a tight-fitting lid;
- pump (preferably a specialized one, although a pump for a car heater or washing machine is also suitable);
- supply pipeline (it can be assembled from plumbing fittings);
- mesh filter;
- gun for sealing threaded connections;
- articulated hose with nozzle for optimal supply of emulsion to the cutting edges of the tool;
- shut-off and control valve.
You can also make a coolant pump yourself - it’s easy to find video instructions on this topic on the Internet. But isn’t it better to buy an inexpensive Chinese pump in order to quickly start making money on orders? Decide for yourself.
This video shows how to assemble a device for supplying a cutting fluid emulsion to a CNC lathe:
Coolant supply methods
Fig.1-3
The following methods are used to supply coolant to the cutting zone:
- free watering (Fig. 1);
- jet or aerosol supply under high pressure: external - through nozzles (Fig. 2), internal - through a tool (Fig. 3).
Free flow is the simplest method of supplying coolant to the cutting zone, but does not guarantee its contact with the contact surface of the tool and the workpiece, and the “steam cushion” formed in the processing zone significantly reduces the efficiency of lubrication, cooling, crushing and chip evacuation (Fig. 4) .
Fig.4-5
The supply of coolant under pressure ensures intensive heat removal along the entire cutting line and improves the lubricating, penetrating, chip-breaking, and washing effect of the emulsion (Fig. 5).
Depending on the type of tool material and workpiece, when turning metals, an upper and/or lower supply of cutting fluid to the cutting zone is used (Table 1).
Table 1
Types and criteria for choosing oil coolants
Oil coolants can be:
- ready-to-use mineral or vegetable oils and their mixtures with a viscosity of 2-40 mm2/s at 50°C (pure or with additives for various functional purposes);
- emulsols are water-soluble concentrates that are obtained by mixing base oils (40-80%) with emulsifiers (20-60%), binders, bactericides, corrosion inhibitors, and defoamers.
Pure mineral and vegetable oils have low thermal stability, are explosive and fire hazardous, and form oil mist in the working area of the machine that is harmful to human health. Therefore, in modern production they are used extremely rarely - for heavy low-speed operations, simple processing of cast iron, medium-hard steels and non-ferrous metals.
As for cutting oils with additives, their package depends on the type of treatment (for example, oils for performing heavy operations on metal-cutting machines must necessarily contain extreme pressure and anti-wear additives, for high-speed grinding - detergent, anti-fog and anti-foam, for the manufacture of precision parts - anti-jumping).
The technological properties of a working solution prepared from an oil-based emulsol depend on its concentration. This allows the same product to be used for different metalworking operations.
Emulsols are much cheaper than oils and cool the instrument better, but are more difficult to use - they require a significant amount of time to prepare the working emulsion, constant monitoring of its concentration and the degree of biodestruction.
The main criteria for choosing oil coolants are:
- viscosity (the higher it is, the better their lubricating properties and the weaker their cooling ability);
- flash point (it must not be lower than the maximum heating temperature of the rubbing surfaces).
From coolant with the same technical characteristics, it is recommended to choose a more transparent one - it will provide a better overview of the working area of the machine.
What is coolant?
The abbreviation SOZH stands for Lubricating and Cooling Fluids. Coolers are necessary for continuous operation of equipment. Use at work makes work easier and allows you to perform several tasks:
- The liquid cools the cutter. Thus, the part is completely safe, since intense load increases the likelihood of overheating. Coolant can extend service life.
- During processing, the workpiece heats up, increasing the risk of contamination. Coolant is necessary for creating structures from pure metal, as it removes contaminants.
- Lubrication improves the productivity of the lathe.
- In addition to cooling, the coolant lubricates the contact area with the product. The load on the device is reduced, which extends its life.
Coolant is used in all types of manufacturing of metal structures: drilling, rolling, turning, stamping, cutting and other types of processing. Excellent improvements in efficiency, quality and safety of parts are the main advantages of coolant.
How to prepare water-based coolant
The composition of coolant for do-it-yourself machines can be different. Along with oil-based ones, water-soluble lubricating fluids are popular. They have a simple composition, and preparation consists of dissolving the main components in warm water. The composition of such coolant may include:
WARNING: USING HOMEMADE COOLANT CAN BE DANGEROUS TO THE EQUIPMENT AND YOUR HEALTH! THE SITE ADMINISTRATION IS NOT RESPONSIBLE FOR POSSIBLE CONSEQUENCES! The use of cutting fluids (coolants) during turning operations:
- extends the service life of the tool and machine;
- increases the cleanliness class of treated surfaces;
- allows for high-speed metal processing.
Lubricant coolant RATAK 6210R (Concentrate)
Description of coolant
RATAK is a biostable, water-miscible cutting fluid with a high oil content that, when mixed with water, forms a stable, translucent, milky emulsion.
RATAK provides effective inter-operational protection of machined parts and assemblies of metal-cutting equipment from corrosion, and also reduces wear of the cutting tool, while the coolant lubricates various components of the machine, for example, in band saw machines, guide bearings, reducing the friction of the saw on the bearing and increasing their service life services. Let us highlight the main advantages of RATAK lubricating fluid concentrate: - It has excellent miscibility with water; — Allows you to increase the durability of the tool; — Has low corrosiveness; — Has a low tendency to foam; — The concentrate contains biocides, which reduces the likelihood of biological damage to the coolant to almost zero.
Application of coolant
RATAK 6210R is used in mechanical blade processing of metals: on band saws, milling machines, lathes, grinding, drilling and threading operations. The coolant is universal and suitable for processing cast iron, low-carbon and carbon steels, alloy steels, aluminum, as well as non-ferrous metals and alloys.
Storage
Do not store the concentrate at subzero temperatures.
Type of supply of coolant concentrate (canisters 5 liters, 10 liters and 20 liters)
In our company you can buy coolant for machine tools in the form of a concentrate, which is diluted in the following proportion: one liter of concentrated coolant is mixed with 15-20 liters of water, depending on the degree of corrosion of the product and the temperatures in the cutting zone. For example, on band saws the optimal concentration when sawing ferrous metal workpieces would be a dilution of one to twenty. Tap water is suitable for diluting Ratak emulsion concentrate. The finished lubricating coolant is milky white, without pronounced odors, harmless to health with hypoallergenic properties, and has good fluidity.
Price of coolant (Emulsion) for metalworking Ratak 6210R
Coolant concentrate in cans
5 liters: 2,400 rubles with VAT 10 liters: 4,400 rubles with VAT 20 liters: 7,400 rubles with VAT
Are available
Technical data in tables
Recommended coolant concentration
| Blade processing of materials of light and medium complexity (carbon, tool, low-alloy steels, non-ferrous alloys) | 5% |
| Blade processing of difficult-to-cut materials (corrosion-resistant and heat-resistant steels and alloys, titanium and titanium-based alloys) | 5 — 15% |
| Grinding | 1 — 2% |
| Indicators | Unit | Meaning | Method |
| Density at 20°C | g/ml | 0,860-0,920 | GOST 3900 |
| Kinematic viscosity at 40°C | mm2/s | 45 | GOST 33 |
| Corrosion test, emulsion 5% cast iron grade SCh 18-36 | Withstands | GOST 6243 | |
| pH, emulsion 5% | 8,0 – 10,5 | GOST 6243 | |
| Oil content | % | 80 |
| Indicator name | Norm |
| Appearance of coolant | Homogeneous oily liquid |
| Kinematic viscosity, at 50 °C, within | 45-95 |
| Stability at low temperatures (-15 °C) | Stable |
| Oil content, %, not less | 20 |
| Appearance of 3% aqueous emulsion | Translucent |
| pH 3% water emulsion | 8,5 — 10,0 |
| Corrosive aggressiveness of 2.5% emulsion towards ferrous metals GOST 6243 | Withstands |
| Density at 20 °C, r/cm3 | 1,028 |
INFORMATION FOR BUYERS:
— To purchase Ratak-6210R coolant concentrate, you need to send an application with the details of a company or individual entrepreneur by email, indicating how much coolant is required. An invoice for payment will be sent by reply letter. — Coolant concentrate is shipped after 100% payment. — Pickup address: Moscow, st. Perovskaya, 61/2, building 1. — If the order comes from a region of Russia and the client does not have the opportunity to pick up the paid coolant concentrate, we can deliver “to the door” or to the transport company terminal in the Buyer’s city through the transport company Business Lines, PEC, SDEK, GTD (KIT), Energy or Baikal-Service. To send coolant, we need to provide additional data that will be included in the transport company’s application: delivery city, contact person and contact phone number. — Transportation costs for coolant delivery are paid by the Recipient directly to the transport company in accordance with current tariffs.
Coolant supply system design
Most often, metal-cutting machines are equipped with an external supply system for cutting fluid (Fig. 7), which works as follows: through the suction pipe 3 with the receiving filter 2, the emulsion flows from the reservoir 1 to the pump 4, from where it is directed through the discharge pipelines 5 to the desired point.
Tap 7 regulates the pressure force, swivel joints of pipelines 10 and nozzle 8 ensure precise supply of coolant to the tool. When the permissible pressure in the system is exceeded, bypass valve 6 is activated, as a result of which excess liquid is drained through pipeline 9 into reservoir 1. The internal supply of cutting fluid to the cutting zone is carried out through adapter mandrels for the tool or the machine spindle.
Range of coolants for metalworking OILCOOL
OILCOOL CLEANLINE
The main and most universal product of our company is the synthetic concentrate Oilcool Cleanline, suitable for all types of metal processing. Among its advantages compared to dry cutting:
- reduced wear and increased durability of working tools by up to 50%;
- increasing the accuracy and cleanliness of surface treatment, reducing defects;
- reducing the number of technological operations and optimizing processing processes;
- increasing machine productivity,
- not susceptible to bactericidal infection;
- does not cause corrosion of machine parts and workpieces;
- does not require special storage conditions (retains properties at temperatures up to +50 and after thawing);
- does not contain substances hazardous to health
unlike cheap analogues.
OILCOOL PATRIOT
It is a semi-synthetic coolant, excellent for abrasive and blade processing (cutting and grinding) of metal, as well as drilling, threading, rolling and drawing wire for various purposes. Just like Oilcool Cleanline, it contains an additive package that prevents foaming, bactericidal contamination and corrosion of tools and workpieces. Due to the use of exclusively domestically produced ingredients, this coolant has a low price while maintaining a high level of quality.
OILCOOL 3000 UNI
Semi-synthetic coolant. It is economical: thanks to the improved composition, the required solution concentration for most work is only 2-3%. Available in the form of a concentrate and a ready-to-use emulsion.
Oil coolants RZh-3 and RZh-8
Oil fluids intended for roughing and finishing metalworking on low-power (RZh-3), medium and high-power (RZh-8) electrical erosion machines, as well as for other turning operations without significant heating. It has high cleaning and anti-corrosion properties, and therefore is excellent for such types of processing as honing, polishing and washing parts.
Homemade coolant station
A coolant station is useful if metals are regularly processed on the machine, especially with large removal rates and heavy roughing operations. With its help, it is possible to supply coolant to the cutting zone, which will reduce the wear of cutters, facilitate roughing, and improve the quality of machined surfaces.
To build a coolant station (see photo) you will need:
- pump for a household heating system, you can buy the cheapest one
- storage container, preferably rectangular, to make it easier to insert pipes
- frame or body
- set of pipes (completeness is determined for a specific case separately)
- pressure regulator (valve)
- set of roller supports - optional
The pump is connected to the storage tank with both of its nozzles. Moreover, the pump output is connected to the tank through a pressure regulator (this point is not taken into account in the photo and the connection is made incorrectly). The outlet to the machine must be located between the pump outlet and the pressure regulator. Such a system will allow the pump to be unloaded to an acceptable extent if the pressure needs to be reduced.
There is a switch on the pump cover that allows you to select one of two stages of pump performance.
Draining coolant into the storage tank should be done through a filter tank with filter walls. In this case, it is possible to clean the station from chips washed away by coolant simply by removing the filter container. In this case, the filter container is a box with holes in the walls, covered with a mesh made of nylon stocking. Practice has shown that this is convenient!
It is better to drain the coolant into the storage tank above the coolant level in the tank. To do this, it is enough to make a hole in the drain hose above the coolant level. Then the coolant will drain evenly, without blockages.
The frame is welded from a square pipe and placed on roller supports for ease of sliding under the machine. Of course, other options for mounting the station are also acceptable, for example, on a piece of plywood or plastic. In this case, it is necessary to provide for the convenience of filling with coolant and cleaning the station.
Operation has shown the convenience and reliability of this coolant station design. The only peculiarity was that the pump jammed after a long period of inactivity. This phenomenon is extremely rare and can be treated by lightly tapping the pump body, or opening the pump body and turning its shaft manually (there is a special cover on the pump for this).