Устройство и работа составных ножниц кривошипных листовых Н3121
- Станина
- Привод
- Балка ножевая
- Прижим
- Упор задний
- Валы приводные
- Муфта включения
- Уравновешиватель
- Электромагнитное управление
- Тормоз
- Ограждения
- Решетка защитная
- Электрооборудование
- Пульт управления
Ножницы приводятся в движение электродвигателем 1. Шкив 2, сидящий на валу электродвигателя, с помощью клиноременной передачи 3, приводит во вращение маховик 4. Маховик 4 закреплен на приводном валу I. На другом конце вала I закреплен инерционный маховик 10. На вал I посажена шестерня 5, находящаяся в зацеплении с зубчатым колесом 6, которое закреплено на промежуточном валу II. Шестерня 7 посажена на другом конце вала II и находится в зацеплении с зубчатым колесом 8, внутри которого смонтирована муфта включения 9 с поворотными шпонками. Включение и выключение муфты производится электромагнитом 11, системой рычагов 12 и пружин, расположенных на крышке муфты. При включении электромагнита муфта передает вращательное движение эксцентриковому валу III, который через шатуны 13 приводит в возвратно-поступательное перемещение ножевую балку 14. При движении ножевой балки вниз прижимная балка 17 прижимает отрезаемый лист к столу в момент реза. Движение прижима связано с перемещением ножевой балки. Для снижения динамических нагрузок предусмотрены уравновешиватели 15 ножевой балки. Подъем прижима 17 происходит при подъеме ножевой балки, когда упоры 18, установленные на ней, увлекают вверх прижим.
Для остановки ножевой балки 14 в крайнем верхнем положении служит тормоз 19, установленный на правом конце вала III.
Описание составных частей ножниц кривошипных листовых Н3121
Станина ножниц Н3121
Все механизмы и узлы ножниц кривошипных листовых Н3121 смонтированы на станине.
Станина представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой стяжками и столом. Стол крепится к стойкам болтами. К столу винтами крепятся нижние ножи. Для удаления отрезанных заготовок предусмотрен склиз.
Привод ножниц кривошипных листовых Н3121
Электродвигатель ножниц шарнирно закреплен на плите станины. Регулировка натяжения клиновых ремней осуществляется изменением угла наклона электродвигателя с помощью натяжного винта.
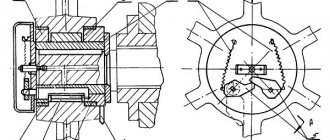
Муфта включения кривошипных ножниц Н3121
Конструкция муфты включения с поворотными шпонками показана на рисунке.
Муфта включения при помощи втулки 2 жестко крепится в ступице колеса 12. При отключенном электромагните втулка 2 свободно вращается с колесом 12, не входя в зацепление с втулкой 7, заклиненной относительно вала 14, шпонкой 13. Втулки 8 и 9 являются подшипниками скольжения.
При включении электромагнита хвостовик 4, расположенный на правом конце шпонки 10, освобождается от упора электромагнита, и пружины 6 приводят в действие рычаги 5. Рычаги 5 поворачивают рабочую 10 и запорную 11 шпонку муфты включения, и они занимают рабочее положение, войдя в пазы втулок 7 и 2, жестко связывают их между собой. От колеса 12 через втулки 1, 2, 3 вращение передается втулке 7, от нее через шпонку 13, вращение передается на вал 14. Вал делает один оборот (рабочий ход), хвостовик упирается в палец, поворачивая рабочую шпонку 10 и, одновременно, через рычаги 5 запорную шпонку 11, муфта отключается.
В режиме холостого хода зубчатое колесо свободно вращается на паре подшипников скольжения 8 и 9.
Ножевая балка кривошипных ножниц Н3121
Ножевая балка представляет собой сварную конструкцию Г-образной формы, усиленную ребрами жесткости. К балке винтами крепятся ножи для резки.
Прижим и защитная решетка кривошипных ножниц Н3121
Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой. При движении ножевой балки вниз прижимная балка зажимает лист, а затем начинается рез. Подъем прижима осуществляется упорами ножевой балки, упирающимися в платики прижима.
Регулировка усилия прижима производится гайками, сжимающими пружину прижимной балки.
К направляющим планкам прижима жестко закреплена защитная решетка, предохраняющая руки рабочего от попадания под прижим. При снятой защитной решетке срабатывает электрическая блокировка, и ножницы автоматически отключаются.
Упор задний ножниц Н3121
Установка снабжена задним упором для резки листа заданного размера. Задний упор состоит из упорной линейки и двух цилиндрических реек, перемещаемых вручную. При резке листа длиной более 500 мм уголок упора снимается.
Уравновешиватели кривошипных ножниц Н3121
Уравновешиватели служат для компенсации веса ножевой балки, снижение динамических нагрузок при работе на ножницах.
Уравновешиватель состоит из двух наборов пружин, установленных в стаканах, приваренных к швеллерной коробке станины.
Штоки уравновешивателя шарнирно соединены с ножевой балкой.
Ограждения ножниц Н3121
Ограждения ножниц сварной конструкции выполнено из тонколистовой стали. Состоит из четырех кожухов, которые закрывают шкив мотора, маховик, клиноременную передачу шестерни и зубчатые колеса. Все ограждения крепиться к станине болтами.
Кинематическая схема кривошипных ножниц Н3121
| Модель установки | Число зубьев/модуль | Мощность электродвигателя, кВт | |||
| Z1/m1 | Z2/m2 | Z3/m3 | Z4/m4 | ||
| Н3121 | 19/10 | 52/10 | 19/12 | 75/12 | 37 |
Основные эксплуатационные характеристики
При приобретении ножниц следует обратить внимание на паспорт, в котором указывается основная информация. Как правило, паспорт содержит следующую информацию:
- наибольшая толщина разрезаемого металла 12,5 миллиметров;
- наибольшая длина листа 2 000 миллиметров;
- минимальное число ходов ножа в автоматическом режиме за одну минуту 40 раз;
- ширина листа по заданному упору составляет 500 миллиметров;
- максимальное усилие 50 000 кгс;
- мощность установленного электродвигателя составляет 18,5 квт;
- усилие прижима – максимальное значение 2 900 кг;
- тип установленного тормоза – ленточный;
- масса оборудования 7 000 килограмм.
Вышеприведенная информация указана в паспорте. Также в паспорте может быть указана кинематическая схема, которая используется при проведении ремонтных работ.
Подготовка ножниц кривошипных Н3121 к работе и порядок работы
Требования, изложенные ниже, обязательны при пуске ножниц после монтажа, а также после ремонта или длительного перерыва в эксплуатации.
- Заземлить ножницы Н3121, подключить ее к электросети, проверив соответствие напряжения сети и электрооборудования ножниц.
- Выполнить указания, изложенные в разделе Смазка.
- Проверить затяжку всех болтов и их стопорение.
- Включить вводный автомат. При этом должна загореться сигнальная лампа «Напряжение подано». Если сигнальная лампа не загорелась, необходимо проверить напряжение в сети, согласно правилам технической эксплуатации, ибо отсутствие сигнала еще не свидетельствует об отсутствии напряжения.
- Включить электродвигатель привода нажатием кнопки «Пуск» и разогнать маховик. Проверить направление вращения большой шестерни, сидящей на конце эксцентрикового вала со стороны муфты включения. Шестерня должна вращаться по часовой стрелке, если смотреть на нее со стороны муфты. Вращение в обратную сторону не допускается.
- Обкатать ножницы Н3121 в течение двух часов, из них один час на одиночных ходах и один час на автоматических. При этом проверить взаимодействие всех узлов и деталей ножниц.
Назначение и область применения
Применяются ножницы гильотинные Н3121 для резки в случае, когда толщина поперечного сечения более 6,3 миллиметров. При этом плотность обрабатываемого материала не должна превышать показателя 150 кг/м 2 , так как в противном случае созданного усилия будет недостаточно.
Основная область применения гильотины серии Н – цеха и склады различных предприятий, на которых выполняется работа по резке металла. Модель Н3121 востребована:
- на машиностроительных, автостроительных, судостроительных предприятиях, где листовые заготовки используются для создания корпусов и других элементов конструкции;
- на заготовительных площадках, куда приходит листовой материал, нарезается и отправляется в производственный цех.
Скачать паспорт гильотинных ножниц Н3121
Высокая производительность и относительная компактность определяет то, что гильотины серии Н используют в крупносерийном производстве с установкой конвейерной подачи заготовок. Быстрая наладка с операторного места позволяет сократить время простоя оборудования из-за поступления заготовок различной толщины или длины.
Порядок работы на ножницах кривошипных листовых Н3121
Приступая к работе, необходимо выполнить следующие требования:
- Смазать ножницы
- Настроить задний упор на требуемую длину реза заготовок. Расстояние от режущих кромок нижнего ножа до заднего упора определяется по линейкам, укрепленным на рейках заднего упора.
- Установить необходимый зазор между верхними и нижними ножами. Для этого необходимо ослабить болты поз.1 и поз.3 рисунок 5, которыми крепится стол к станине. Вращая вручную маховик по стрелке, указанной на кожухе, опускать ножевую балку вниз до перекрытия ножей стола и ножевой балки (10 мм. – перекрытие ножей).
- Подвинуть стол вперед и установить необходимый зазор, затем, опуская ножевую балку вниз, промерить зазор по всей длине ножей слева направо. После установки зазора затянуть болты. Движение стола назад относительной ножевой балки осуществляется болтами позиции 2 рисунок 5. Зазоры между направляющими и ножевой балкой обеспечить прокладками поз.4 рисунок 5.
Величина зазора устанавливается согласно таблицы
| Толщина разрезаемого листа, мм | 5-6 | 7-8 | 9-12 | 12-16 | 17-20 |
| Величина зазора, мм | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 |
- Включить муфту при максимальных оборотах маховика.
- Сделать несколько холостых ходов, убедиться, что ножницы работают исправ
Во время работы:
- Не допускать к ножницам посторонних лиц.
- НЕ ДОПУСКАТЬ РЕЗКИ ЛИСТОВ МАКСИМАЛЬНОЙ ТОЛЩИНЫ С ПРЕДЕЛОМ ПРОЧНОСТИ БОЛЕЕ 500 МП Максимальная толщина листа с пределом прочности более 500 МПа определяется по формуле: δх=δ х 500/σх мм.где δх – максимально допустимая толщина листа с пределом прочности более 500 МПа σх – предел прочности разрезаемого листа, МПа.
- НЕ ДОПУСКАТЬ РЕЗКИ ЛИСТОВ ЗАТУПЛЕННЫМИ НОЖАМИ. Ножи выполнены с четырьмя режущими кромками, при затуплении режущих кромок ножи периодически переворачиваются. Затупившиеся ножи необходимо перешлифовать.
- При резке заготовок длиной более 800 мм.во избежание утяжки листа применять опоры поддержании отрезаемой заготовки.
- При отсутствии электроэнергии выключить вводный автоматический выключатель на электрошкафу
По окончании работы:
- Остановить привод ножниц.
- Выключить вводный автоматический выключатель.
- Произвести уборку ножниц и смазать ее.
- Сообщить сменщику обо всех замеченных неполадках.
Техническое обслуживание ножниц кривошипных Н3121
Система технического обслуживания ножниц определяет порядок, содержание и периодичность осмотра и обслуживания ножниц в процессе эксплуатации.
Предусматриваются следующие виды технического обслуживания:
ТО – 1 – ежедневное;
ТО – 2 – каждые три месяца;
ТО – 3 – ежегодное.
Работы, предусмотренные ТО – 1 – ТО – 3 охватывают проверку и обслуживание основных механизмов, определяющих надежность работы ножниц.
СТРОГОЕ ВЫПОЛНЕНИЕ ЭТИХ РАБОТ ЯВЛЯЕТСЯ ОБЯЗАТЕЛЬНЫМ
Характерные неисправности ножниц кривошипных Н3121 и методы их устранения
Подшипники скольжения шатунов, букс греются, в смазке находятся частицы бронзы
| Малый зазор между шейками валов и вкладышами | Пришабрить вкладыш |
| Отсутствует смазка | Проверить поступление смазки |
Тугое скольжение ножевой балки
| Износ прокладок | Заменить прокладки |
| Отсутствует смазка | Проверить поступление смазки |
В режиме одиночного хода ножевая балка не останавливается в верхней точке
| Изношена тормозная лента тормоза | Сменить ленту |
| Ослаблена пружина | Подтянуть пружину |
| На тормозной барабан попало масло | Удалить смазку с рабочей поверхности тормоза |
| Износ деталей муфты включения | Заменить изношенные детали |
| Разрегулировано электромагнитное управление | Отрегулировать электромагнитное управление |
| Износ деталей электромагнитного управления | Заменить изношенные детали |
| Не срабатывает муфта включения | Отрегулировать муфту включения |
При нажатии на кнопки или педаль не происходит включение ножниц
| Неполадка в электросхеме | Зачистить контакты, проверить исправность пускателей, проверить исправность предохранителей |
Электродвигатель при пуске не развивает полных оборотов
| Обрыв питающей цепи | Проверить по схеме и устранить |
| Неполадка в пусковой аппаратуре | Проверить по схеме и устранить |
Назначение и области применения
Область применения – промышленные, заготовительные цеха мелкосерийного, среднесерийного производства. Как правило, листовые материалы используют при изготовлении корпусных деталей. Именно поэтому ножницы гильотинные модели Н3118 можно встретить в сфере машино-, судостроения, в заготовительных цехах.
Назначение – разрезание листовых материалов по указанным размерам. Обработка проводится исключительно в поперечном, продольном и прямом направлении по толщине листа. При этом есть определенные ограничения того, какой толщины может быть лист. Лист должен быть не выше 50 кгс/мм 2 .
Именно технические характеристики определяют возможность использования ножниц модели Н3118 в тех или иных ситуациях. К особенностям технических характеристик гильотины Н3118 можно отнести:
- максимальная толщина металла 6,3 миллиметра;
- максимальная длина листового материала 2 000 миллиметров;
- частота хода ножа при выборе автоматической обработки (минимальной значение) 21 ходов в минуту;
- максимальный размер листа по заданному упору 630 миллиметров;
- усилие, с которым воздействует прижимная балка 25 кН;
- высота конструкции над уровнем пола 1945 миллиметров;
- предельное отклонение по заданным размерам при резке на длину заготовки 1 000 миллиметров составляет 0,25 миллиметра;
- управление может осуществляться при помощи пульта с кнопками или педалей;
- ход может быть непрерывный или одиночный.
Вышеприведенные характеристики определяют особенности рассматриваемой модели станка по резке листового металла.
Скачать паспорт гильотинных ножниц Н3118
Скачать чертежи быстроизнашиваемых деталей Н-3118
Порядок установки ножниц кривошипных листовых Н3121
- Ножницы кривошипные листовые Н3121 поставляются заказчику в собранном виде.
- Подъем ножниц в распакованном виде следует производить за отверстия в станине, согласно схеме строповки
- Монтажный чертеж ножниц приведен на Глубина фундамента Н принимается в зависимости от характера грунта, но не менее 800 мм.
- Горизонтальное положение ножниц на фундаменте производится с помощью клиньев и проверяется уровнем, установленным на столе ножниц. Точность монтажа в поперечном и продольном направлениях должна быть не менее 0,2 мм. На длине 1000 мм.
- После монтажа ножниц на фундаменте необходимо провести расконсервацию. Снятие антикоррозийного покрытия осуществляется деревянной лопаточкой и ветошью, смоченной бензином Б-70 ГОСТ 51-82
- Расконсервированные обработанные поверхности во избежание коррозии покрыть тонким слоем масла «Индустриальное 80» ГОСТ 20799-88.
Схема строповки ножниц Н3121
Монтажный чертеж кривошипных ножниц Н3121
Н3121 Ножницы гильотинные кривошипны для листового металла
Шимановский завод кузнечно-прессового оборудования совместно с Львовским заводом алмазного инструмента наладили выпуск гильотины серии Н, которые стали повсеместно использоваться при необходимости обработки листового материала. Гильотины серии Н – кривошипные ножницы, проводящие резание по различному металлу, предназначенные для продольного и прямолинейного изменения размеров листа. Листовые заготовки могут быть обработаны по предварительно нанесенной разметке или по установленным упорам: заднему и боковому. Характеристики Н3121 определяют возможность использования оборудования в условиях среднего и крупносерийного производства.
Электрооборудование ножниц Н3121
- Род тока – переменный, 3-х фазный.
- Напряжение – 380; 50Гц.
- Напряжение цепей управления:
- — переменного тока – 110В; 50Гц;
- Напряжений цепей сигнализации – 24В; 50Гц.
- Напряжение цепей освещения – 24В; 50Гц.
- Перечень токоприемников и аппаратов дан в таблице 6.
- На лицевой стороне ножниц размещены: конечный выключатель – блокировка решетки; пульт управления (показан на рисунке 9).
- Шкаф управления установлен на левой стойке станины. На правой стенке шкафа установлены: переключатель режимов работы и педаль. На левой стенке шкафа установлен вводный автомат.
| Поз. Обознач. | Наименование |
| QF FU1,FU2 FU3,FU4 | Автомат АЕ2046МП 1н=63А, отс=12, 660В с креплением за панелью ТУ16-522.139-78 Автоматический выключатель ВА47-29, 16А Автоматический выключатель ВА47-29, 10А, 6А |
| HL1 HL2 HL3 — HL5 | Индикатор светосигнальный AD-22DS, 24В (красный) AD-22DS, 24В (красный) AD-22DS, 24В (зеленый) |
| KМ1,KМ2 | Пускатель магнитный ПМЛ-1100, 10А, 110В |
| KM | Пускатель магнитный ПМЛ-4100, 63А, 380В |
| M | Двигатель АИР160 М4 У3, 18,5кВт, 1500об/мин, 380В 50Гц, ГОСТ 28330-96 |
| SA | Переключатель ПКУ3-11 4028 У2 |
| SQ | Конечный выключатель ВПК 2112 БУ2 |
| SB1 SB3 SB4,SB2 | Выключатель ТУ 3428-002-05758144-95 ВК43-21 11110 1з+1р – красный ВК43-21 11110 1з+1р – красный ВК43-21 11110 1з+1р – черный |
| YА | Электромагнит ЭД10102У3 Ход якоря 40 мм. 380В, 50Гц ТУ16-529.161-79Е |
| T | Трансформатор ОСМ1-0,16У3 220/110-22-5/24 |
| SM2 | Переключатель АLC-22 |
| SB5 | Кнопка КЕ-011У3, исп.2 |
Электрическая схема ножниц Н3121 предусматривает следующие режимы:
- отключено;
- ручное управление;
- педальное управление;
- автоматический цикл.
Выбор режимов осуществляется переключателем SА, установленным на правой стенке шкафа.
Символы органов управления ножниц Н3121
Ручное управление
Переключатель режимов SA ставится в положение «Ручное управление», при нажатии кнопки SB4 происходит одиночный цикл: включается реле KМ1, и включает электромагнит YА, который включает муфту.
Педальное управление
Переключатель режимов SA ставится в положение «Педальное управление», и при нажатии педали SB5 происходит одиночный цикл.
Автоматический цикл
Переключатель режимов SA ставится в положение «Автоматический цикл», и при нажатии кнопки SB4 включается KМ1 и становится на самопитание, электромагнит YА постоянно включен, происходят непрерывные хода (циклы) ножевой балки. Отключение производится кнопкой SB3.
Защита и блокировка
Защита схемы осуществляется автоматическими выключателями. Тепловая защита двигателя осуществляется тепловым реле. Электросхемой предусмотрена блокировка – невозможность работы ножниц, если решетка снята, то есть конечный выключатель SQ должен быть нажат.
Сигнализация и местное освещение
Электросхемой предусмотрена следующая сигнализация:
- наличие напряжения HL1;
- двигатель включен HL2;
- автоматические циклы HL3;
- одиночные циклы HL4;
- педаль HL5.
Для освещения линии реза предусмотрена лампа местного освещения.
Схема электрическая принципиальная гильотинных ножниц Н3121
Электрическая схема гильотинных ножниц н3121
Схема предназначена для управления машиной с жесткой муфтой для четкого включения и отключения движущего ползуна с инструментом. Включение муфты производится электромагнитом, который включается промежуточным реле.
Полное отключение схемы осуществляется вводным автоматическим выключателем.
Электрооборудование ножниц Н3121
Управление машиной осуществляется с пульта управления. на котором расположены кнопки управления и режимные переключатели
Сигнализация принята электрическая световая, обозначение режимов и органов управления — символическое.
- автоматический (непрерывный ход);
- одиночный ход.
- кнопками;
- педалью только на одиночных ходах.
Электросхема включает в себя следующие цепи:
- а. Силовую цепь переменного тока, напряжением 380 В.
- б. Цепь управления переменного тока, напряжением 36 В.
- в. Цепь освещения переменного тока, напряжением 5,5 В.
От силовой цепи получают питание:
- а. Электродвигатель главного привода.
- б. Электромагнит тянущий.
- в. Цепи управления, освещения и сигнализации получают питание от вторичных обмоток трансформатора 2Т.
Аппаратура управления и защиты (трансформатор, магнитные пускатели, автоматический выключатель) находятся в электрошкафу.
Управление работой ножниц ведется с пульта управления.
Описание действия электросхемы
Электросхема предусматривает возможность работы ножниц в режимах: «Одиночный ход»; «Автоматические ходы».
Выбор режима работы осуществляется путем переналадки ножниц (регулировкой тяги электромагнита) и установкой переключателей режимов работы ПР и ПУ в нужное положение, расположенных в закрываемом на замок пульте управления. При переустановке переключателей ПР и ПУ электродвигатель необходимо отключать кнопкой 2КУ.
Режим одиночный ход
В этом режиме возможна работа кнопкой и педалью. Переключатель ПР ставится в положение «Одиночный ход». Механически регулируется тяга электромагнита.
а) Управление Кнопками
Переключатель ПУ устанавливается в положение «Кнопка». При нажатии на кнопку «Пуск привода» (2КУ) по цепи 1—9—7—15—19—23—3—2 включается магнитный пускатель 1К, который включает электродвигатель главного привода (1Д).
Через нормально закрытые контакты кнопки 4КУ и магнитного пускателя 2К по цепи 19—17—115—21—2 получает питание реле 1РП, становится на самопитание и своим нормально открытым контактам (цепь 25—31) подготавливает к включению магнитный пускатель 2К, включающий электромагнит. При нажатии на кнопку 4КУ происходит включение пускателя 2К, а следовательно электромагнита Э. Пускатель 2К, включаясь, разрывает своим нормально закрытым контактом цепь 21—115,
1 ПР выключается и отключает своим н. о. контактом цепь 25—31. Этим осуществляется отключение электромагнита Э., т. е. электрическая блокировка от сдваивания ходов.
б) Управление педалью
Переключатель режимов ПУ устанавливается в положение «Управление педалью». При нажатии на кнопку «Пуск привода» (2КУ) включает электродвигатель главного привода 1Д.
При нажатии на педаль происходит включение магнитного пускателя 2К и электромагнита Э.
Электрическая блокировка от сдваивания ходов осуществляется также как и при управлении кнопками.
Режим Автоматичкие хода
Механически регулируется тяга электромагнита для автоматических ходов. Переключатель режимов работы ПР устанавливается в положение «Автоматические хода», а переключатель ПУ в положение «Кнопки».
При нажатии на 4КУ магнитный пускатель 2К срабатывает и отключает электромагнит. Пускатель 2К своим н. о. контактами 25—105 становится на самопитание, происходят автоматические хода до тех пор, пока не будет нажата кнопка 3КУ.
Блокировка и сигнализация
Блокировка, обеспечивающая полное снятие напряжения со всей аппаратуры при открывании дверки электрошкафа, достигается путем выключения автоматического выключателя 1А.
Блокировка, обеспечивающая выключение цепи управления, достигается конечным выключателем 1ВК, находящимся в электрошкафу, который отключает цепь управления при открывании дверки.
Блокировка, исключающая возможность получения ходов, когда поднята защитная решетка, осуществляется конечником 2ВК.
Блокировка, исключающая включение муфты при работе на «Одиночных и автоматических ходах» без включения главного привода, достигается контактом 1К (цепь 15—19).
Электросхема предусматривает сигнализацию о наличии напряжения в схеме управления. При подаче напряжения зажигается на пульте управления лампа белого цвета 1ЛС.
При включении двигателя главного привода на пульте управления зажигается лампа 2 ЛС зеленого цвета (двигатель включен).
Защита
Защита электрооборудования ножниц от токов короткого замыкания осуществляется автоматическим выключателем 1А и предохранителями 2П, 3П, 4П.
Тепловая защита двигателя главного привода осуществляется тепловым реле РТ, встроенным в магнитные пускатели 1К.
Нулевая защита электросхемы обеспечивается магнитными пускателями 1К, 2К.
Техника безопасности
Электрооборудование ножниц должно быть надежно заземлено -в соответствии с действующими «Правилами устройства электроустановок» путем присоединения станины ножниц и электрошкафа к цеховому заземленному контуру.
Перед началом работы осмотреть ножницы, проверить заземление.
В целях повышения техники безопасности обслуживающего персонала в электросхеме предусматривается закрытие на замок:
- дверки электрошкафа;
- дверки пульта управления.
При длительных перерывах в работе на ножницах или после окончания смены выключается вводной автоматический выключатель.
Первое включение автоматического выключателя производить кратковременно с последующим осмотром и проверкой правильности показания световых сигналов.
На пульте управления имеется грибовидная кнопка красного цвета «Общий стоп» (1КУ) для полного отключения схемы.
Категорически запрещается работать на ножницах при неисправных блокировках.
Установку выключателей ПУ и ПР производит наладчик.
Доступ в электрошкаф разрешается только электротехническому персоналу, закрепленному за данной машиной.
Меры безопасности
- Безопасность работы на ножницах Н3121 обеспечивается установкой защитных кожухов на все вращающиеся части, наличием защитной решетки, снабженной дополнительной электроблокировкой, останавливающей ножницы при снятии защитной решетки. Электрошкаф снабжен специальными замками, исключающими доступ к нему посторонних лиц.
- При смене ножей и ремонте ножниц ножевую балку следует зафиксировать в верхнем положении штырями диаметром 25 мм., вставленными в специальные технологические отверстия в ножевой балке.
- Во время работы ножниц необходимо следить за тем, чтобы ножевая балка оставалась в крайнем верхнем положении, которое
- достигается правильной регулировкой тормоза.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ:
- Допускать к работе на ножницах лиц, не имеющих необходимой квалификации и не прошедших инструктаж по технике безопасности.
- Работать на неисправных ножницах.
- Работать на ножницах со снятыми ограждениями и защитной решеткой.
- Производить ремонтные, регулировочные работы, а также чистку и смазку ножниц при включенном электродвигателе.