Алюминиевые профили обладают многими преимуществами уже потому, что они изготовлены из алюминиевых сплавов. Кроме того, алюминиевые профили легко поддаются различным видам механической обработки. Обычно инструменты для обработки алюминиевых сплавов более дешевые, чем, например, для стали, а скорость обработки алюминия выше, чем стали и многих других материалов.
Важным свойством алюминиевых профилей является то, что они могут иметь сложные поперечные сечения для выполнения самых различных функций. Поэтому они требуют только минимальной обработки и тем самым дают экономию на механической обработке по сравнению с другими материалами.
Механическую обработку алюминиевых профилей выполняют как до, так и после нанесения на них защитно-декоративных покрытий. Это зависит от технических требований, которые предъявляются к готовым изделиям или деталям.
Защитное анодирование с толщиной анодного покрытия 3-5 микрометров является хорошим способом для предотвращения повреждения профилей во время их механической обработки.
Пильная резка
Под резкой обычно понимают резку пилой, то есть пильную резку (рисунок 1). Резка алюминиевых сплавов может производиться с более высокими скоростями, чем резка стали. Большинство алюминиевых сплавов позволяют значительно более высокие скорости реза. Поэтому в большинстве случаев именно пильная резка алюминия является экономичной и оптимальной.
Рисунок 1 – Пильная резка алюминиевого профиля [2]
Внешний вид реза и наличие заусенцев зависит от применяемого алюминиевого сплава, его состояния, размеров и формы зубьев пилы, количества оборотов пильного диска в минуту, количества зубьев, диаметра пильного диска и скорости подачи пилы. Количество зубьев пилы должно быть достаточно большим, чтобы обеспечивать чистый рез. При пильной резке алюминиевых профилей обычно всегда применяют специальные смазочные эмульсии.
Основные параметры резки алюминия [1]:
- Диаметр пильного диска: 300-650 мм;
- Толщина пильного диска: 2,0-4,2 мм;
- Скорость вращения: 1500-2800 оборотов в минуту;
- Скорость подачи.
Обработка алюминия в домашних условиях
Каждый из нас сталкивался с таким определением, как анодирование, которое применяется, в частности, к алюминиевым изделиям.Этот металл в чистом виде или его сплавы хорошо подходят для изготовления разных поделок, чем пользуются многие домашние умельцы. Металл имеет малый вес, обладает высокой прочностью и легко поддается обработке.Но что самое ценное, он стоек к коррозии. Многие умельцы проводят анодирование алюминия в домашних условиях.Но для чего это делается, ведь материал сам по себе достаточно прочный и выглядит неплохо? Однако, несмотря на все достоинства, у него есть и слабые стороны.И его главный недостаток – это взаимодействие с воздухом, в результате чего происходит реакция окисления. Это приводит к образованию налета, который существенно затрудняет покраску изделий.К тому же сам вид алюминия далек от совершенства. Именно по этой причине алюминий подвергается процедуре анодирования.Согласно ГОСТам, анодирование именуется анодным оксидированием. Главным итогом электрохимического процесса анодирования алюминия становится образование более прочного оксидного покрытия.Дело в том, что в ходе окисления металла на его поверхности образуется защитная пленка, которую легко повредить.Вся суть анодирования сводится к укреплению этой пленки, а не в нанесении какого-либо покрытия, что обычно происходит при хромировании или цинковании изделий. Пленка образуется из самого алюминия.Процесс очень схож с другой технологией – воронением металлов окислением. Анодированию подвергаются не только изделия из алюминия, магний и титан тоже при необходимости подвергаются такой защитной обработке.Что может дать анодирование алюминия в домашних условиях металлу? Прежде всего способность противостоять коррозии существенно повысится. Более прочная оксидная защитная пленка будет держаться очень долгое время и не отслоится.Помимо этого есть еще ряд преимуществ, которые дает технология анодного оксидирования:
- Сглаживает поверхность алюминиевых изделий, то есть скрывает некоторые дефекты (царапины и повреждения точечного характера, сколы, полосы) и придает однородность металлу.
- Анодированные алюминиевые профили отличаются улучшенными защитными свойствами.
- Цветное анодирование алюминияпридает металлу более привлекательные черты.
- Большая толщина защитной пленки.
- Возможность для различной имитации – серебро, золото, жемчуг и прочее.
Красочные покрытия лучше держатся на таком металле за счет приобретения матовой поверхности.
Что касается анилиновых красителей, то здесь существует много вариантов. К тому же анодирование может выполняться разными способами:
- холодным;
- твердым;
- цветным.
Рассмотрим их вкратце ниже.
Холодное анодирование
В домашних условиях зачастую используется холодная методика анодирования алюминия.
Многие компании, которые предлагают услуги в этой области, также в основном специализируются на таком способе.
Диапазон рабочей температуры составляет от -10 до +10 градусов, из-за чего методика и зовется холодной.
Среди достоинств анодирования алюминия в домашних условиях этим способом можно выделить получение более толстого защитного покрытия, что повышает стойкость к коррозии.
Только обработанные изделия сложно обрабатываются органическими красочными материалами. Хотя цвет металл приобретет в любом случае, причем оттенок может быть оливковым, сероватым или черным.
Твердое анодирование
Результатом твердого анодного оксидирования является получение особенно прочной защитной пленки. Во многом за счет этого данная технология успешно используется в огромных масштабах:
- промышленность;
- авиастроение;
- автомобилестроение;
- строительство.
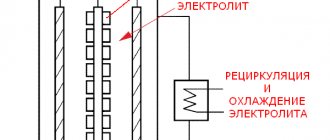
Особенностью твердого анодирования алюминия является применение сразу нескольких электролитов.
Помимо использования серной кислоты, участвует и ряд прочих аналогов: щавелевая, серная, лимонная, винная и борная.
И это в ходе одного только процесса, при котором плотность тока постепенно повышается.
Прочность защитного покрытия увеличивается за счет структурных изменений.
Цветное анодирование
Суть этого метода заключается в изменении цвета металла. При этом можно выделить 4 основные методики:
- Адсорбция – изделия погружаются в специальную ванну либо в красящий раствор, разогретый до необходимой температуры.
- Электролитическая (черное анодирование алюминия) – изначально получается бесцветная пленка, после чего происходит окунание алюминиевых изделий в кислый солевой раствор. В строительстве широко распространен черный цвет, но можно получить и слегка бронзовый оттенок.
- Интерференционная – методика схожа с электролитической, но при этом создается особенный светоотражающий слой, за счет чего цветовая палитра гораздо больше.
- Интегральная – суть этого метода заключается в смешивании электролита и органических солей.
Как можно понять, цветное анодное оксидирование позволяет приобрести новый оттенок цвета, в зависимости от предпочтений.
Домашняя технология
В промышленности анодирование металлов производится при участи серной кислоты, но проводить анодирование алюминия в домашних условиях с ее использованием крайне нежелательно в силу выделения большого количества газа. Стоит только образоваться малейшей искре, и тогда не избежать печальных последствий. Сама методика остается неизменной, но вместо кислоты используется сода.
Но прежде стоит подготовить «оборудование»:
- несколько ванночек;
- проводку;
- АКБ или выпрямитель (источник тока);
- реостат;
- амперметр.
Непосредственно для самого процесса нужны именно алюминиевые емкости. Две прочие нужны для приготовления растворов, для чего пригодятся изделия из стекла или пластика.
Подготовка альтернативного электролита
Для приготовления растворов для анодирования алюминия своими руками (содового и солевого) нужна только теплая дистиллированная вода. Компоненты для смешивания выдерживают в пропорции 1 к 9 (сода или соль – вода).
Растворы хорошо перемешиваются, после чего им необходимо настояться.
А через некоторое время их нужно перелить в другие емкости, причем стараться исключить попадание содового осадка.
Конечный результат процедуры будет зависеть от чистоты раствора.
Перед тем как деталь подвергать обработке, ее нужно очистить, при необходимости отшлифовать поверхность и обезжирить. Толщина пленки не более 0,05 миллиметра, поэтому она не может скрыть видимые дефекты.
Анодирование алюминия — способы выполнения технологии
Гуру красок➣Специальные материалы➣Другие покрытия➣
Анодирование алюминия (анодное оксидирование) – это процесс, в результате которого на поверхности металла образуется оксидное покрытие.
Основная задача оксидного покрытия – защитить поверхность алюминия от окисления, возникающего из-за взаимодействия этого металла с воздухом.
Анодирование призвано не уничтожать пленку, образовавшуюся при окислении (она выполняет защитную функцию), а сделать ее более прочной. В этом отношении анодирование похоже на такой метод, как воронение окислением.
Технология анодного оксидирования используется для укрепления не только алюминия и его сплавов, но и других металлов. К примеру, оксидные покрытия используются для защиты титана и магния.
Помимо укрепления поверхностного слоя, анодирование преследует следующие цели:
- сглаживание различных дефектов поверхности (сколов, царапин и т.п.);
- повышение адгезивных качеств материала (краска значительно лучше сцепляется с оксидной пленкой, чем с голым металлом);
- улучшение внешнего вида металла;
- придание металлу различных декоративных эффектов (к примеру, можно создать имитацию золота, серебра, жемчуга).
Фрезерование
При фрезеровании алюминия применяют более высокую подачу, чем при фрезеровании стали. Поэтому фрезы для алюминия должны иметь более широкие пазы для удаления стружки. Как и для других видов обработки резанием, для алюминия применяют высокие скорости резания (рисунок 2).
Рисунок 2 – Фрезерование алюминиевой детали [2]
Если требуется высокое качество фрезерованной алюминиевой поверхности, то фрезерное оборудование должно быть достаточно мощным и прочным, чтобы быть способным обеспечивать стабильную подачу инструмента и материала.
Сверление
Как и другие виды машинной обработки, сверление алюминия производят на высоких скоростях. При работе с обычными сверлами их необходимо затачивать так, чтобы снизить требуемое давление на материал и достигать лучшего результата сверления (рисунок 3).
Рисунок 3 – Сверление алюминия [2]
Специальные сверла для алюминия применяют только для глубоких отверстий или мягких сплавов. Сверла для обработки прессованных алюминиевых профилей имеют угол заточки 130º, угол винтовой канавки 40º, а также специальные пазы для лучшего удаления стружки [1, 2].
Токарная обработка
Токарная обработка может применяться к круглым трубам или пруткам (рисунок 4). Алюминий может подвергаться токарной обработке стандартными или специальными резцами и обычно с большой скоростью вращения детали. Поэтому особое внимание уделяют тому, чтобы исключить вибрацию обрабатываемой детали. При установке детали в токарном станке применяют специальные подкладки, чтобы предотвратить образование на детали вмятин и других повреждений.
Рисунок 4 – Токарная обработка алюминиевой трубы [2]
Хорошая токарная обработка получается, если алюминиевый сплав дает короткую стружку. Поэтому обычно этим методом обрабатывают алюминиевые сплавы в упрочненном состоянии. Если металл находится в мягком состоянии, то это может приводить к его налипанию на резец, длинной стружке, скапливанию стружки, чрезмерным заусенцам и трудностям в обеспечении точности размеров.
Для охлаждения режущего инструмента и удаления стружки применяют охлаждающие жидкости на основе минеральных масел или водных эмульсий.
Специфические особенности алюминиевой стружки
Внешний вид стружки характеризует механообработку алюминия как нельзя лучше. Эталоном считается свитая стружка цилиндрической формы небольшой длины. Разновидностей алюминиевой стружки, на самом деле, очень много, что объясняется наличием большого разнообразия сплавов, в основе которых лежит алюминий. При этом наблюдается следующая закономерность: с улучшением прочностных свойств металла длина стружки укорачивается.
Общие правила стружкообразования:
- алюминий в чистом виде и его сплавы, отличающиеся мягкостью и простотой деформирования, при мехобработке дает длинную стружку. Из-за этого требуется выполнять определенные действия, к примеру, использовать приспособления, основное назначение которых — измельчение стружки;
- с алюминиевыми сплавами, характеризующимися высокой прочностью, не возникает проблем в плане стружкообразования;
- сплавы из алюминия, называющиеся эвтектическими, образовывают длинную стружку;
- стружка доэвтектических алюминиевых сплавов, как правило, имеет форму спирали или кольца. Ее характерной особенностью является простота уления;
- проблемы нередко возникают со стружкообразованием в заэвтектических сплавах алюминия, о чем свидетельствует стружка, имеющая небольшую длину и разделенная на фрагменты.
Алюминиевые сплавы, которые легко поддаются механообработке резанием, имеют в своем составе мягкие металлы (свинец, висмут). При этом форма и длина стружки зависит не только от вида металла, но и от геометрических характеристик зуба металлорежущего инструмента. Инструмент с небольшим передним углом будет образовывать короткую стружку в тех случаях, несмотря на состав материала.
Нарезка резьбы на алюминии
Внутренние и наружные резьбы на алюминиевых деталях выполняют всеми обычными методами механической обработки, а также методом накатки с пластической деформацией материала (рисунок 5). Лучше всего резьба получается на термически упрочняемых алюминиевых сплавах. До диаметра 6 мм применяют обычные метчики для стали, а для больших диаметров применяют специальные метчики для алюминия. Метчики для алюминия имеют увеличенные канавки для удаления стружки.
Для выполнения наружной резьбы обычно применяют обычные плашки, а также методы пластической накатки без образования стружки.
Рисунок 5 – Нарезка резьбы в алюминии [2]
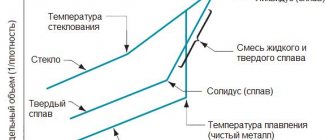
Как классифицируются алюминиевые сплавы
Классификация алюминиевых сплавов происходит в зависимости от металлов-добавок и разделяется на:
Самым часто встречаемым элементом в земной коре является состав алюминия. Это тринадцатый элемент таблицы Менделеева. Он широко используется в промышленном производстве.
В алюминиевый сплав добавляются другие металлы помимо основного элемента. Примеси называются легирующими. Это означает, что дополнительные компоненты вводятся в сплав, чтобы придать ему какие-либо свойства. Легирующие элементы могут улучшить физические или химические свойства материала. Сплав представляет собой смесь металлов на основе алюминия с добавлением иных элементов. Содержание преобладающего металла не должно быть выше 99%.
- кремниевые (Si);
- магниевые (Mg);
- марганцевые (Mn);
- медные (Cu);
- цинковые (Zn)
Железо можно рассматривать как нежелательную примесь, потому что оно уменьшает прочность сплава. Но иногда его добавляют специально, например, чтобы изготовить алюминиевую фольгу.
Помимо основных легирующих элементов, рассмотренных выше, в сплав добавляют и другие. Их включают в малых количествах до 0,5%. Эти элементы могут добавить сплаву антикоррозийности, прочности, литейности.
Другой основой классификации алюминиевых сплавов является метод обработки. Выделяют сплавы:
- литейные;
- деформируемые.
В первом случае отливаются уже готовые алюминиевые изделия путем заполнения специальных форм. Сплав должен иметь хорошую текучесть, чтобы полностью занять собой объем заготовок.
Деформируемые сплавы обрабатывают под давлением. Их могут прокатывать, штамповать или прессовать.
Сплавы с использованием марганца имеют хорошую прочность. Они устойчивы к коррозии. Такой металл легко поддается сварке и его называют дюралюминий, свойства которого отличаются высокой прочностью.
Сплавы с добавлением меди и кремния имеют пластичную структуру, но подвержены коррозии. Поэтому их нужно покрывать защитным металлом. Применение алюминиевых сплавов с медью происходит в основном во втулочных подшипниках и блоках цилиндров.
Из сплавов с кремнием отливают корпусы приборов, так как металл имеет маленькую усадку.