Один из способов обработки металла, применяемого в строительстве, производстве техники, изготовлении ограждений и для многих других целей, — кислородная резка. Ее суть заключается в сгорании материала под действием струи газа. Процесс предполагает также обязательное удаление шлаков, которые неизбежно образуются при работе.
Существуют разные технологии кислородной резки. Например, низколегированные и углеродистые стали рассекаются только чистым кислородом, а для сплавов меди, чугуна или высоколегированных сталей предполагается использование специальных флюсов. Осуществляют резку вручную или при помощи соответствующего оборудования.
Принцип технологии кислородной резки металла
Технология предполагает использование максимально чистого газа. От его концентрации зависит расход. Чем качественнее газовая смесь, тем меньше ее требуется для выполнения реза. Обычно берется кислород чистотой 98–99 %. При снижении показателя на процент не только возрастает расход, но и падает скорость рассекания металла.
Подробнее о технике кислородной резки
- Кислород вместе с горючим газом выходит из мундштука, начинается горение и образуется пламя, называемое подогревающим.
- Металл нагревается до температуры горения. Подаваемый чистый кислород зажигает материал. Горение быстро распространяется в глубину заготовки.
- Образуется сквозное отверстие. Резак перемещается, рассекая металл.
Принцип резки кислородом базируется на следующих процессах: подогрев металла, сжигание материала в кислороде и выдувание шлака. Обычно подогревательное пламя не тушат. Оно горит на протяжении всей работы. Если его загасить, металл охладится, кислород перестанет поддерживать горение, резка остановится.
Рисунок 1 — Технология резки металла кислородом
Основы технологии
Перед началом резания металл рекомендуется нагреть пламенем горелки. Это касается лишь материалов с большим сечением. Упомянутое пламя появляется вследствие реакции кислорода с газом. Если пренебречь этой рекомендацией, то металл неизбежно поведет, произойдет коробление. Впрочем, если геометрическая форма нарезаемых кусков не важна, например, при осуществлении работ по демонтажу сооружений из строительных сталей, а также при нарезании тонкостенных листов, допускается газовая сварка и кислородная резка металла без предварительного подогрева изделий.
Высокие температуры в зоне резания достигаются путем сжигания кислорода высокой степени очистки из баллона. В металлических резервуарах под очень высоким давлением содержится от 99 до 99,8 % кислорода. Если для подогрева используется кислород обычной чистоты (грубо говоря, атмосферный воздух), то для эффективной кислородной резки металла нужен именно кислород высокой чистоты.
Условия кислородной резки
- температура плавления выше температуры воспламенения материала в кислороде (металл должен гореть в твердом состоянии, тогда срез получится ровным, его поверхность — гладкой, продукты горения легко удалятся струей кислорода);
- температура плавления шлаков ниже температуры горения металла (жидкотекучие шлаки легко удаляются со среза);
- выделяемого тепла должно хватать для поддержания горения;
- уровень теплопроводности металла не должен быть высоким (поступающее тепло от места рассекания материала отводится, что препятствует процессу резки);
- окислы, возникающие при резке, не должны быть чересчур вязкими (например, наличие хрома и кремния в составе металла приводит к образованию плохо выдуваемого шлака и затруднению технологического процесса).
Перечисленным условиям кислородной резки отвечают нелегированные и низколегированные стали. Алюминий, медь и серый чугун этим критериям не соответствуют.
Механизация процесса
За последние десятилетия робототехника развивалась очень стремительно. Сегодня роботы применяются практически повсеместно. И кислородно-дуговая резка металлов – не исключение. В настоящее время оборудованием для резки с числовым программным управлением уже никого не удивишь. Эти аппараты могут оснащаться несколькими кислородными резаками для резки металла, что значительно повышает их и без того высокую производительность. Все ведущие зарубежные машиностроительные холдинги и компании уже давно активно внедряют подобную технику в свои производственные цепочки, стараются не отставать и отечественные компании. Уровень механизации сварочных работ в среднем составляет порядка 80 %.
Виды металлов для кислородной резки
Металлы в разной степени подходят для кислородной резки. Как уже было отмечено, лучше всего таким способом рассекаются низкоуглеродистые стали, в которых содержание углерода не превышает 0,3 %. Если уровень этого вещества более 0,7 %, то процесс идет тяжело. Высокоуглеродистые заготовки можно распилить только с помощью кислородно-флюсовой резки. Флюсы — специальные порошкообразные добавки, подаваемые вместе с газом. Их задача состоит в превращении шлаков из тугоплавких в жидкотекучие.
Высоколегированные стали также режутся с флюсами. Алюминий и сплавы алюминия кислородную резку не приемлют. Для них лучше использовать плазменно-дуговой метод.
Рисунок 2 — Кислородная резка
Латунь, медь, бронза режутся только с флюсами. Известный компонент флюсовой смеси — железный порошок (ПЖ) с частицами 0,07–0,16 мм. Для рассекания нержавейки к нему добавляют алюминиевый порошок (А1IB). Также активно применяются ферросилиция и алюминиевомагниевый состав.
Дополнительные условия кислородной резки при использовании флюсов:
- повышение на 20 % мощности подогревающего пламени;
- согласование скорости резки с количеством флюса;
- увеличенное расстояние между мундштуком и металлом.
Особенности кислородно-флюсовой резки чугуна
При сгорании флюс выделяет много тепла. Настолько много, что происходит так называемый отбел чугуна. Сущность этого явления заключается в том, что углерод переходит из свободного состояние в связанное. Иными словами, атомы углерода на определенном участке образуют с атомами металла химическое соединение. Это сопровождается ухудшением механическим свойств чугуна (увеличивается твердость, он становится более хрупким). В результате ускоренного прогрева и охлаждения, на поверхности появляются трещины, которые могут вызвать разрушение изделия.
Решить проблему позволяет предварительный прогрев металла и регулирование скорости его охлаждения. Справиться с такими задачами под силу лишь рабочему с высокой квалификацией и большим опытом в проведении подобных работ.
Влияние легирующих элементов на разрезаемость стали при кислородной резке
Обычно наличие легирующих элементов затрудняет кислородную резку. Эти компоненты влияют на работу по-разному:
- кремний (Si), если его содержание ниже 4 %, затрудняет процесс;
- марганец (Mn), если его содержание выше 4 %, затрудняет процесс;
- хром (Cr), если его содержание выше 5 %, затрудняет процесс, вызывает самозакалку кромок, уменьшает антикоррозийную стойкость материала;
- никель (Ni), если его содержание выше 7 %, затрудняет процесс, вызывает образование трещин на кромках;
- титан (Ti) хорошо влияет на разрезаемость;
- вольфрам (W), если его содержание выше 10 %, затрудняет процесс, повышает хрупкость и твердость стали.
Особенности кислородно-флюсовой резки цветных металлов и сплавов
Как и чугун, медь необходимо подогревать перед тем, как начать ее резать. Нагрев осуществляется до температуры 800–900 градусов по Цельсию. Медь обладает высокой теплопроводностью, поэтому резка без предварительного подогрева приведет к значительным короблениям, пространственным искажениям и браку.
Сплавы на основе меди с другими элементами (латунь, бронза и так далее) также необходимо подогревать. Однако температура предварительного нагрева не должна превышать 500 градусов Цельсия.
Особенности резки
К каждой металлической заготовке нужен свой подход. Остановимся на особенностях резки листов, поковок и труб.
Резка листов
Ручная техника применяется для обработки листов. В качестве горючего газа в этом случае часто используют ацетилен, пропан-бутан и природный газ. Первый вариант предпочтительнее, поскольку при его применении время разогрева заготовки минимально.
Листы толщиной 3–300 мм рассекаются резаками Р2А-01 или РЗП-01. Для материала толщиной до 800 мм необходимы специализированные инструменты типа РЗР-2.
При резке стали малой толщины возможны перегревы, коробление металла и оплавление кромок. Чтобы не допустить этого, лучше применять резку с последовательным расположением пламени и кислорода. Мощность пламени должна быть минимальная, а скорость работы — максимальная.
При использовании ручной кислородной резки актуальны следующие технологические приемы:
- безгратовая резка (позволяет получить срезы без грата (заусенцев, избыточного выдавленного металла) на кромках, подразумевает использование сопла с расширением на выходе и кислорода чистотой более 99,5 %);
- пакетная резка (позволяет получать качественные срезы тонких листов, подразумевает стягивание в одну пачку заготовок толщиной 1,5–2 мм).
Рисунок 3 — Резка листового металла
Резка поковок и отливов
Как и в случае с листами, здесь важно правильно выбрать резак для ручной кислородной резки. Для поковок и отливов подходит модель РЗР-2, работающая на пропане-бутане с кислородом. Допустимая толщина раскраиваемых изделий — 300–800 мм. В этом случае важно следить за скоростью и положением резака. Так, в начале работы он размещается под прямым углом к поверхности. К концу реза скорость следует снижать, а угол наклона увеличивать в сторону, обратную движению.
Резка труб
Кислородная резка труб актуальна для обработки торцов изделий под сварку, удаления дефектов и проделывания отверстий. Горючий газ — ацетилен или его заменители. Вручную трубы режут во всех пространственных положениях. Для работы используют универсальные и вставные резаки. Режимы устанавливают в соответствии с толщиной металла.
Другие нюансы газовой резки
Описанные технологии используют не только для листов и труб, часто технику кислородной резки применяют для профильного проката. Последовательность операций зависит от типа профиля. Уголки режут от кромки, двутавры — от полок к стойке.
Кислородно-дуговая и воздушно-дуговая резка
Кислородно-дуговую резку применяют для резки углеродистых сталей и отличают от дуговой тем, что на нагретый до плавления металл подают струю технически чистого кислорода, которая интенсивно окисляет металл и удаляет из разреза образующиеся оксиды. При сгорании металла в струе кислорода образуется дополнительная теплота, которая ускоряет процесс резки металлов. В качестве электродов используют стальные трубки наружным диаметром 8 мм, длиной 340-400 мм. Для устойчивого горения дуги на трубки-электроды наносят специальное покрытие. Электрод при включенном напряжении источника направляют в точку начала реза под углом 80-85° к обрабатываемой поверхности. В процессе резки резчик перемещает резак вдоль линии реза.
В практике применяют как разделительную, так и поверхностную воздушно-дуговую резку. Сущность этого способа резки заключается в выплавлении металла по линии реза угольной дугой, горящей между концом угольного электрода и металлом, и принудительном удалении расплавленного жидкого металла струей сжатого воздуха. Воздушно-дуговую резку применяют в основном при резке углеродистых сталей, цветные металлы и чугун поддаются воздушно-дуговой резке хуже, чем стали. Воздушно-дуговую резку используют при обрезке прибылей от литья, удаления дефектных мест сварных швов. Недостатком этого способа резки является науглероживание поверхностного слоя металла.
При ручной разделительной резке электрод утоплен в разрезаемый металл, угол между электродом и поверхностью разрезаемого металла составляет 60-90°, а при поверхностной резке он не превышает 30°. Вылет электрода не должен превышать 100 мм. При работе электрод обгорает и периодически его выдвигают на рекомендуемую величину. Нажимать на электрод не рекомендуется, так как при нагреве он становится непрочным и может ломаться. Ширина канавки на 1-3 мм больше диаметра применяемого электрода. Режимы воздушно-дуговой резки приведены в таблице.
Режимы воздушно-дуговой резки
| Диаметр электрода, мм | Ток, А | Давление воздуха, МПа | Толщина разрезаемого металла, мм | Ширина реза, мм |
| 4 | 200-240 | 0,6 | 5 | 6 |
| 8 | 370-390 | 0,5 | 25 | 10 |
| 12 | 500-580 | 0,6 | 25 | 14 |
В качестве источников питания используют сварочные генераторы или сварочные выпрямители. Для подачи воздуха используют компрессоры производительностью 20-30 м3/ч.
Качество резки во многом зависит от квалификации резчика. Резак во время резки должен передвигаться равномерно, электрод не должен касаться металла, так как это приводит к местному науглероживанию.
Оборудование для кислородной резки
Поскольку для работы часто используют ацетилен, то в качестве оборудования нередко берут установки для ацетиленовой сварки. Вместо сварочных горелок там применяются газовые резаки. Наиболее распространенный вариант — резак инжекторного типа.
По своей конструкции резаки существенно отличаются от горелок. Они имеют дополнительные трубки, через которые подается режущий кислород, и наконечники с мелкими отверстиями для смеси газов. Центральное отверстие предусмотрено для подачи режущего кислорода.
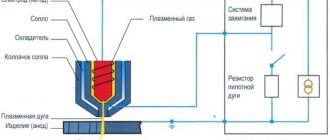
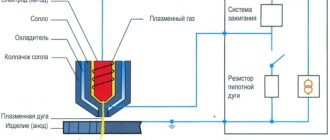
Рисунок 4 — Схема установки для кислородной резки
Принцип работы машины для кислородной резки:
- заготовка располагается горизонтально, вентили резака закрыты;
- открывается кислородный вентиль, а после — вентиль горючего газа;
- смесь воспламеняется и регулируется по мощности;
- металл нагревается по площади реза;
- открывается вентиль с режущим кислородом, активирующим горение при достижении разогретого металла;
- в процессе появляются окислы, они удаляются струей кислорода;
- при окончании работы сначала закрывают вентиль режущего кислорода, потом горючего газа, в завершении — горелки.
Основной инструмент комплекта кислородной резки — резак. Существуют классификации этих элементов:
- по виду горючего газа (резаки для жидких горючих смесей, ацетилена, газов-заменителей);
- степени автоматизации (ручные, машинные);
- назначению (специальные и универсальные);
- смешиванию газов (безинжекторные и инжекторные);
- мощности пламени (большая, средняя, малая).
Преимущества кислородной резки
Технология кислородной и кислородно-флюсовой резки имеет массу преимуществ. Среди них:
- большие толщины рассекаемого металла (до 500 мм), ограниченные лишь конструктивными особенностями установок кислородно-флюсовой резки;
- низкая себестоимость;
- высокое качество (современные машины позволяют достичь приемлемой ширины реза, отсутствия конусности реза, чистых кромок, не требующих обработки);
- возможность использования многорезаковых схем.
Качественную кислородную резку осуществляют специалисты «МетиСтр», в арсенале которых — высокоточные станки и богатый опыт.
Все статьи ›
Подготовка поверхности
Если стоит задача распилить на транспортируемые куски крупный объект, который подлежит утилизации, то подготовкой поверхности можно и не заниматься. Резак справится с этой задачей в кратчайшие сроки. Другое дело – производство новых изделий. В этом случае важно получить качественную линию разреза, чистую от окалины и других нежелательных включений. Кислородной резке металла предшествует тщательная очистка материала.
Существует большое количество методов устранения загрязнений. Наиболее популярные из них – прогрев поверхности газовым пламенем и механическая очистка. Первый способ наиболее прост. Он позволяет эффективно устранять окалину – злейшего врага газосварщика. Сущность его заключается в прогреве поверхности металла до критических температур. Второй метод является более затратным и требует наличия специального оборудования (пескоструйные машины, скребки, щетки и так далее) и квалифицированного рабочего персонала.