Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Особенности и требования к процессу резки
Качество кромок деталей после резки, сопоставимое с качеством после механической обработки, на порядок выше, чем после известных процессов термической резки. Скорости лазерной резки достигают ≥0,167 м/с. В большинстве случаев применений процесс является малоотходным, обеспечивает получение готовых деталей, практически не подвергнутых деформациям и не требующих последующей термомеханической обработки. Требования к процессу лазерной резки сводятся к следующему: скорость резки металлов 0,167—0,25 м/с, однослойных тканей, кожи и других материалов 0,67—1 м/с; предельные отклонения размеров деталей ± (0,05—0,2) мм; ширина реза сталей толщиной 0,5—5 мм 0,1—0,3 мм; шероховатость их поверхности реза 10—40 мкм; неперпендикулярность кромок реза сталей толщиной 0,5—5 мм 0,05—0,1 мм; на кромках допускается легко отделимый грат. Кроме листов, лазерной резке подвергают трубы, штамповки, обечайки, профильный прокат. Ниже приведены предельные толщины разрезаемых материалов:
Перед резкой не нужна специальная подготовка поверхности заготовок за исключением тех случаев, когда с поверхности стальных листов снимают антикоррозионную смазку, чтобы предохранить оптические элементы от загрязнения.
Режимы резки металлов
Наиболее существенно влияют на скорость резки мощность и плотность мощности, диаметр, расходимость и модовый состав излучения, фокусное расстояние.
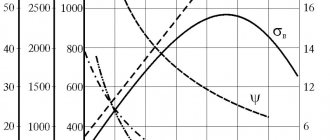
На рис. 28.3 приведены зависимости скорости резки низкоуглеродистой стали от толщины при разных мощностях излучения и использовании кислорода в качестве вспомогательного газа. Состав стали влияет на скорость резки. Например, скорость резки низкоуглеродистых сталей в среднем на 10—30 % выше, чем нержавеющих. Но эта скорость резко снижается при применении многомодового излучения с большой (>2 см) выходной апертурой и большой (>1,5 мрад) угловой расходимостью. Замена кислорода на воздух или азот снижает скорость резки сталей в 1,4—1,6 раза. Скорости резки, см/с, сплавов цветных металлов толщиной 1 мм (числитель) и 3 мм (знаменатель) лазерным 1-кВт излучением с подачей кислорода (сплавы Al и Ni) или аргона (сплав Ti): (8,3—9,2)/(0,67— 0,83)—сплавы Аl типа Д16, (11,7—12,5)/(3,7—4,2) — сплав Ni типа «Хастеллой», (6,7— 7,5)/(0,67—0,83)—сплав Ti типа 0Т4.
Ниже приведены рекомендуемые параметры излучения и вспомогательного газа, при которых достигаются наилучшие показатели скорости и качества лазерной резки металлов (рекомендуемые параметры излучения реализованы в последних образцах СО2-лазеров ведущих зарубежных фирм Японии, ФРГ, Великобритании):
Фокальная плоскость относительно поверхности листа расположена на поверхности или ниже на треть толщины; характер излучения при резке плавных контуров деталей непрерывный, а при резке углов и других сложных участков деталей и при высококачественной безгратовой резке импульсно-периодический (длительность импульса 0,5—3 мс, частота следования 100—600 Гц, пиковая мощность 0,5—6 Дж); вспомогательный газ при резке сталей, сплавов цветных металлов — кислород (воздух), а при высококачественной резке сплавов цветных металлов — азот, аргон.
СО2-лазер
Для газового лазера возможных источников искажений распределения интенсивности несколько больше, так как излучение газового лазера доставляется до режущей головы по системе поворотных зеркал. Начнем с резонатора.
Излучающий элемент в газовом лазере — это плазменный разряд в смеси трех газов: углекислого газа, азота и гелия. Не будем останавливаться на том, как именно поджигается и поддерживается разряд в резонаторной смеси, рассмотрим факторы, влияющие на качество лазерного излучения. Это чистота газов в процентах и наличие примесей, входящих в резонаторную смесь. Основные требования от всех производителей лазерных источников к этим газам — низкое содержание влаги и углеводородов. Типичные требования к чистоте: гелий Не — 99,996 %; азот N2 — 99,999 %, углекислота СО2 — 99,95 %, а состав примесей по углеводородам CnHm <1 ppm, и по воде H2O < 5ppm, где ppm — это количество частей примеси на миллион основного газа.
Углеводороды приводят к снижению КПД резонатора и падению выходной мощности лазера, а остаточная влага может осесть как на электроды, так и на оптику в резонаторе (заднее и выходное резонаторные зеркала и окно), что может привести к росту поглощения излучения и разрушению указанных элементов. Следует также помнить, что любой дефект на оптическом элементе резонатора, даже микроскопический, влияет на распределение излучения на выходе лазера. А падение мощности и искажения формы пятна и интенсивности излучения в нем приводят к дефектам резки.
Излучение СО2-лазера доставляется до режущей головы по системе поворотных медных зеркал, совершающих скоординированные перемещения вместе с режущей головой. Как правило, производители станков требуют вентилировать канал с зеркалами доставки излучения азотом довольно высокой чистоты. Цель — предотвратить попадание пыли на поверхность зеркал, осаждение на них водяных паров или пленок различной природы и, как следствие, разрушение покрытия на зеркалах под действием поглощения лазерного излучения на загрязнениях. Если азотная вентиляция зеркал доставки (при мощности лазера более 3 кВт) есть, но зеркала разрушаются, следует проверить качество азота. Оно должно быть 99,999 % в соответствии с техническими требованиями производителей станков. Содержание воды и углеводородов должно быть: H2O< 5 ppm, CnHn < 1 ppm.
Если мощность лазера велика, а зеркала имеют охлаждение водой, обращайте также внимание на состояние системы охлаждения. Не забывайте, что вода в ней должна быть дистиллированной, и добавляйте антибактериальные присадки.
Режимы резки неметаллических материалов
По разрезаемости неметаллические материалы разделяются на термически разлагающиеся и плавящиеся. К первым относятся термореактивные пластмассы, дерево, натуральные ткани, некоторые композиционные материалы, резины; ко вторым — керамика, стекло, бетон и др. При воздействии лазерного излучения термически разлагающиеся материалы претерпевают ряд изменений, связанных с химическим распадом, полимеризацией, пиролизом полимерных связей, испарением или сублимацией, в результате чего образуются газообразные продукты, которые удаляются из полости реза вспомогательным газом. Для резки плавящихся материалов необходим подвод большей энергии, чем для резки разлагающихся материалов. По сравнению с металлами у неметаллических материалов значительно меньшие коэффициенты тепло- и температуропроводности, а у некоторых материалов меньшие удельные энергии разрушения. Поэтому для их резки можно использовать лазерное излучение с более низкими параметрами качества по сравнению с приведенными выше. В табл. 28.1 приведены режимы резки некоторых неметаллических материалов с использованием непрерывного излучения. Тонкослойные материалы, такие как ткани, кожа, бумага, разрезают уложенными в много слоев, чем обеспечивается многократное повышение производительности работ. При резке неметаллических материалов состав вспомогательного газа не важен, рекомендуется азот или воздух. Параметры газа выбирают такими же, как и при резке металлов.
Лазерная испарительная (сублимационная) резка.
Данный тип резки применяется при очень больших интенсивностях лазерного излучения, которое осуществляется в режиме очень коротких лазерных импульсов, имеющих наносекундную или пикосекундную длительности.
Характерные особенности лазерной испарительной (сублимационной резки).
- такая резка применяется преимущественно в микротехнологии, когда требуется оказывать минимальное термическое воздействие на материал подложки.
- КПД процесса лазерной испарительной резки минимальный.
- длина волны излучения лазера, как правило, короче 1 мкм. Такие показатели характерны в первую очередь для твердотельных и эксимерных лазеров, а также для лазеров на парах металлов.
Качество резки металлов
Оно характеризуется шириной реза, шероховатостью поверхности, неперпендикулярностью кромок, глубиной зоны температурного влияния, наличием грата на кромках, а также точностью деталей. На показатели качества влияют параметры излучения и вспомогательного газа, вид и толщина разрезаемого материала, а также скорость резки. Каждой толщине материала соответствует оптимальная скорость резки, близкая к максимальной, при которой достигаются наилучшие показатели качества. В табл. 28.2 приведены показатели качества лазерной резки углеродистых сталей с использованием непрерывного одномодового 1*кВт излучения, сфокусированного в диаметр 0,15—0,20 мм. В качестве вспомогательного газа использовался кислород под давлением 0,3—0,5МПа. Увеличение диаметра сфокусированного излучения и, следовательно, увеличение толщины расплава на передней поверхности реза ухудшают качество резки.
Качество резки в значительной мере зависит от положения фокальной плоскости резака относительно поверхности листа. Ее следует располагать на поверхности листа или заглублять на треть толщины. Допускаются отклонения от установленного положения фокальной плоскости в пределах 0,1—0,5 мм, причем более жесткий допуск следует выдерживать при резке тонколистовых металлов. Замена кислорода воздухом при обработке сталей толщиной >3 мм приводит к уменьшению ширины реза на 20—40%, однако увеличивается количество грата на нижних кромках, что в совокупности со снижением скорости резки приводит к увеличению глубины зоны температурного влияния.
Величина шероховатости поверхности реза характеризуется глубиной, частотой повторения и наклоном бороздок и изменяется по толщине листа. К верхней кромке примыкает зона с наименьшей глубиной бороздок, образующихся в результате периодического разрушения от верхней кромки в глубь металла. В расположенной ниже зоне образуются более глубокие бороздки в результате одновременного воздействия на металл лазерного излучения и вспомогательного газа. У нижней кромки металла расположена зона с наибольшим наклоном (отставанием) бороздок в сторону, противоположную направлению резки. Образование бороздок в этой зоне связано в основном с воздействием на поверхность кромки стекающего расплавленного металла и вспомогательного газа. Приведенные в табл. 28.2 шероховатости относятся к средней зоне металла. С увеличением скорости резки и плотности мощности глубина бороздок уменьшается на всей поверхности реза. Глубина зоны температурного влияния зависит от тех же параметров, что и ширина реза, в первую очередь — от диаметра сфокусированного луча и скорости резки.
Основные способы раскроя металла
Производственники, в целях оптимального раскроя материала и минимизации объема отходов, стремятся подобрать оптимальный способ раскроя листового материала или проката исходя из технологий, применяемых для разделки металла на заготовки. Например, при использовании дисковых ножниц или газового резака, допустимо расположение заготовок в любом месте листа. В то время как, при раскрое на гильотинных ножницах необходимо следовать определенным ограничениям. Заготовку необходимо так размещать, что существовала возможность реализовать прямолинейные резы вдоль или поперек листа и прямых резов под углом.
Станок для резки листового металла с дисковыми ножницами
В случае необходимости обработки большой партии заготовок имеет смысл использовать комбинированный метод. Он заключается в том, что заготовки, имеющие разную форму, укладывают в прямоугольник с минимизированными размерами. Затем эти прямоугольники используют для лучшего заполнения листа. Формирования размерной последовательности. Перемещая эти формы по поверхности, получают улучшенную форму конфигурации.
Метод лучшего заполнения короткой стороны листа
Метод лучшего заполнения короткой стороны листа – это позволяет снизить количество отходов, вызываемых отсутствием кратности. Остающаяся часть листа будет несколько короче чем вдоль длинной стороны. Заготовки должны быть подобраны таким образом, чтобы их размеры позволили оптимальным образом заполнить меньшую сторону листа. Для разметки вдоль длиной стороны выполняют аналогичную работу.
Суть способа формирования размерных последовательностей заключена в следующем — заготовки располагают на листе от крупных к мелким.
На основании проведенных работ составляют карту раскроя. Затем, определяют потребное количество материалов (листа или другого проката). Кстати, это основной документ, который должен быть на рабочем месте оператора заготовительной машины.
Из плотной бумаги или картона подготавливают шаблоны
Из плотной бумаги или картона подготавливают шаблоны заготовок, которые необходимо раскроить. Шаблоны располагают на лист и путем передвижения и их совмещения между собой получают оптимальный раскрой листового материала.
Качество резки неметаллических материалов
Общие закономерности показателей качества те же, что и при резке металлов, однако они в меньшей степени зависят от параметров излучения. Так, качественная резка разлагающихся материалов осуществляется при меньших плотностях мощности излучения. Ширина реза, как правило, в полтора—два раза больше, чем у сталей одинаковой толщины (см. табл. 28.1), а шероховатость ниже и не превышает 30—40 мкм. На кромках резов некоторых разлагающихся материалов (резиностеклопластик, стеклотекстолит, винипласт, дерево, кожа) образуется обугленный 0,5—1,0-мм слой, который следует удалить, если деталь служит электроизолятором.
Резка лазером в среде инертного газа
Противоположность двух предыдущих технологий.
Окисление приходится очень кстати, когда идет работа с железом и низколегированными сталями — но с цветными металлами и высоколегированными сталями оно не в тему. Из‑за присутствия кислорода при резке нержавейка, алюминий и титан формируют на кромках негодные соединения, портящие свойства материала.
При этом решение «использовать не чистый кислород, а просто воздух» не помогает, потому что кислород в атмосферном воздухе всё равно есть. И резка пойдет не так быстро, но кромки всё равно будут испорчены — хоть и не так сильно. Качественной работой это не назовешь.
Поэтому при работе с «капризными» материалами используются инертные газы. В зону резки подается струя сжатого газа, который не вступает во вредную реакцию с материалом — но при этом так же выдувает из отверстия расплав и охлаждает края разреза.
- Для большинства «капризных» материалов — например, нержавейки и сплавов алюминия — используется азот. Его называют условно‑инертным газом. «Условно» — потому что в принципе он не является инертным. Азот вполне себе вступает в реакции с другими веществами. Но не является окислителем. В данном случае этого достаточно.
- Но существуют и «особо капризные» материалы — например, титан. При резке титана даже азот будет вреден. Потому что нежелательными являются не только оксиды титана, но и его нитрид, то есть соединение с азотом. Нитрид титана бывает довольно красив — в частности, его используют в качестве позолоты для куполов и зубных протезов. Но его нежданное появление в деталях никуда не годится, потому что нитрид титана хрупок. Для резки титана используется аргон — истинно инертный газ.
А вот пример корпуса производства «Металл‑Кейс»:
Черный корпус для прибора с внешними кронштейнами
Точность резки
Это комплексный параметр качества, который определяется на 50—80 % точностью режущей машины, но зависит также от погрешностей технологического процесса. Требования к точности диктуются назначением и толщиной деталей. Как правило, погрешности деталей толщиной мм должны укладываться в допуск 0,1—0,5 мм. Из параметров качества на технологическую точность резки влияют ширина реза, шероховатость поверхности и неперпендикулярность кромок. Точность портальных машин с ЧПУ на микроЭВМ для термической, в том числе для газолазерной резки регламентируется ГОСТ 5614—74 и ГОСТ 26940—86. Предельные отклонения от номинальных размеров квадратов со стороной 0,5 м и окружностей диаметром 0,5 м, воспроизводимых машиной, не должны превышать ± (0,1÷0,25) мм. Предельные отклонения размеров контуров деталей на углах удваиваются.
Особенности резки импульсно-периодическим излучением
Из-за большой инерционности электромеханических приводов машин резка сложных участков контуров деталей (углы, малые радиусы, прорези и т. д.) осуществляется на небольших скоростях, как правило, не превышающих 0,8—1,7 см/с. Значительное, по сравнению с оптимальной, снижение скорости приводит к перегреву сложных участков контура деталей и ухудшению качества резки. Увеличивается глубина зоны температурного влияния, шероховатость поверхности, количество грата, существенно снижается точность деталей. Для получения высокого качества углов снижают мощность излучения пропорционально снижению скорости резки. Другой способ качественной резки углов — автоматический переход с непрерывного на импульсно-периодический режим излучения. Изменяя, главным образом, частоту следования, а также длительность и пиковую мощность импульсов, можно эффективно регулировать тепловложение в металл и достигать высокого качества резки. Выше приведены параметры импульсно-периодического излучения (ИПИ), наиболее часто используемые при назначении режима обработки углов деталей. Другой случай эффективного применения ИПИ — финишная вырезка деталей из сплавов цветных металлов, например титана и алюминия. При одинаковой средней мощности по сравнению с непрерывным ИПИ обеспечивает более высокое качество резки по показателям шероховатости, глубине зоны температурного влияния и количеству грата на кромках реза. Кроме того, ИПИ позволяет увеличить в полтора—два раза предельную толщину качественной резки металлов, а также резать металлы с высокой отражающей способностью и теплопроводностью (сплавы Аl, Сu) при более низком уровне средней мощности. Скорость резки металлов с применением ИПИ несколько ниже, чем с применением непрерывного излучения такой же средней мощности.
Влияние поляризации излучения
Наиболее высоки показатели скорости и качества резки при совпадении плоскости поляризации луча с плоскостью резки. В этом случае на передней поверхности реза наиболее высоко поглощение излучения. Ели плоскость поляризации перпендикулярна плоскости реза, то большая часть излучения поглощается боковыми поверхностями реза. Скорость и качество резки могут значительно различаться в зависимости от изменения направления перемещения оптического резака при вырезке фигурных деталей. Влияние эффекта поляризации ослабляется при повышении температуры металла, а также при его окислении химически активным вспомогательным газом в процессе резки. Для обеспечения наибольшей эффективности резки целесообразно плоскость поляризации луча с помощью специального устройства автоматически поворачивать при изменении направления резки, чтобы она совпадала с плоскостью резки. Хорошие результаты достигаются в результате превращения линейно поляризованного излучения в излучение с круговой поляризацией с применением фазовращающего зеркала, которое устанавливают перед входом в оптический резак. Этот способ применяется ведущими фирмами в современных машинах лазерной резки.
Изделия
Изделия. Лазерная резка.
Высокая точность реза, способность обрабатывать заготовки практически из любых материалов, хорошая адаптация для работы на станках с программным обеспечением позволяют использовать лазерную технологию для изделий с высокими дизайнерскими требованиями. Особенно широкое применение этот способ производства представлен в рекламном бизнесе. С помощью станков лазерной резки и гравировки производится изготовление вывесок, табличек, рекламных щитов, витрин и другой подобной продукции.
Использование луча заданной мощности на станках лазерной резки и гравировки делает возможным выполнять информационное изображение с высокой степенью разрешения. Дополнительной обработки не требуется, изображение не тускнеет на протяжении всего срока эксплуатации.
Интересное: Художественная лазерная резка металла
Точность, четкость и неограниченный срок годности лазерной гравировки используют в декорировании таких предметов как именных часов, предметов интерьера, печатей и штампов и других.
Для идентификации и классификации изделий применяется лазерная маркировка. Ее отличает высокая читабельность даже при мелких шрифтах. Лазерная маркировка не смывается, не деформируется. Принцип работы лазерных маркираторов аналогичен с работой граверов — снимается слой нужной глубины и ширины и формируется требуемое изображение.