ГАЗОВАЯ ПЕЧЬ — это промышленная печь, для плавки металлов при помощи газа. Газовая горелка работает от центральной газовой магистрали и баллонов. Российские заводы успешно эксплуатируют печи на газе, они экономичные с небольшим расходом. Для черных и цветных металлов рекомендуем газовые печи российского производства. ZAVODRR РОССИЯ – это газовые печи для алюминия, меди, чугуна от профессионалов!
Принцип работы газовых печей
Газовые плавильные печи достаточно экономичны в силу сравнительно невысокой цены на данный вид топлива. В таких печах возможна очень точная регулировка температуры в тигле. Изоляционные материалы высокого качества позволяют существенно снизить тепловые потери. Газовые печи используются преимущественно для плавки цветных металлов.
Принцип работы таких печей основан на взаимодействии газа и воздуха, образующих горючую смесь. Печь на газу для плавки металлов отличается быстрым разогревом и долгим поддержанием оптимальной температуры внутри огнеупорной камеры. Позволяет использовать ее для процесса плавки широкого ряда материалов.
Газовые печи для плавки цветных металлов
К цветным металлам относится медь, магний, бронза, свинец, алюминий, титан. Каждый металл имеет свои особенности плавления. Любая газовая печь для плавки цветных металлов должна иметь возможность не только плавки, но и быстрого разогрева. В зависимости от необходимых характеристик расплава происходит подбор комплектации печи и газовых горелок. Газовые печи быстро плавят цветные металлы, ведь они имеют не высокую температуру плавления: алюминий 660 °C, медь 1083 °C, свинец 327 °C, цинк 419 °C.
Цветные металлы плавятся с использованием съемного огнеупорного графитового тигля. Обычная футеровка занимает большое количество времени (набивка, сушка). Тигли меняются в течение 15-30 минут без остановки рабочего процесса.
Ревербационный плавильный тигель
Ревербационный плавильный тигель служил эталоном в алюминиевом производстве практически с самого первого дня. Вариации в исполнении невозможно перечислить, также как и все виды лома, подвергавшиеся переработке. Некоторые модели данного устройства являются стационарными моделями, моделями наклонного типа, передней загрузки, вертикальной загрузки, а также многокамерными моделями. Каждая из перечисленных моделей имеет свои сильные и слабые стороны.
Плавильная печь передней загрузки
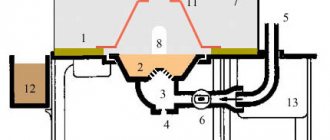
Сушильный под передней загрузки (рисунок 3) – печь с передней или фронтальной загрузкой представляет собой устройство, оснащенное дверкой по всей ширине печи для обеспечения полного доступа вовнутрь печи. Загрузка производится автопогрузчиком или, что более распространено, при помощи специальной загрузочной машины. Преимуществом данного типа устройства принято считать возможность полной выгрузки печи при непрерывной работе, а также способность работы с максимально высокой производительностью. Слабым местом печи является то, что необходимо произвести несколько операций загрузки для полного ее заполнения по причине внутренней геометрии печи. Данная печь подходит крупным и средним производителям под различные спецификации выплавок.
Рисунок 3 – Плавильная печь передней (фронтальной) загрузки
Плавильная печь вертикальной загрузки
Вертикальная загрузка (рисунок 4) – печь с верхней (вертикальной) загрузкой представляет собой устройство со съемной крышкой для обеспечения полного доступа вовнутрь печи. Загрузка производится с помощью козлового крана и загрузочного ковша. Преимущество данного типа модели составляет возможность ее полной загрузки за очень короткое время. Печь разработана с учетом ее полной выгрузки после каждого плавильного цикла, с возможностью легкой смены выплавок. Слабой стороной данной печи является потеря ею тепла при демонтаже крышки, что требует особого контроля последовательности операций по загрузке и плавлению.
Данная модель хороша для крупных переработчиков алюминия, под большие объемы, для переработки самого разнообразного лома/скрапа.
Рисунок 4 – Плавильная печь вертикальной загрузки
Многокамерная плавильная печь
Многокамерная плавильная печь (рисунок 5) представляет собой комплекс из различных камер, разработанных под специальные задачи по физическому изменению перерабатываемого лома. Загрузка камер производится разными способами, включая подачу через приемник, а также загрузку через основной портал.
Рисунок 5 – Многокамерная плавильная печь
Печь с подачей через приемник включает в себя внешний приемник для подачи загружаемого сырья. Стандартный набор перерабатываемых материалов включает в себя экструзионный скрап, стружку и обрезки, пакетированный лом, а также материал с невысокими параметрами веса и невысокую относительную плотность. Данный вид сырья требует быстрого погружения ниже уровня тигля во избежание окисления и потерь металла.
Данный тип печи рекомендован для использования в производстве ограниченного количества выплавок со стандартной рецептурой сплава. Сложность многопрофильного применения состоит в ограниченной возможности смены рецептуры в данной модели печи. Модель может представлять собой различную комбинацию камер, в зависимости от предполагаемого сырья и доступной площади для размещения печи [9].
Газовые печи для плавки алюминия
Плавка алюминия осуществляется в электрических, газовых, тигельных, электрических печах сопротивления и индукционных печах. Для получения хорошо перемешанного алюминиевого расплава лучше всего использовать индукционные плавильные печи. Если хотите экономить, то надо использовать газовые печи. В целом выбор печи зависит от назначения сплава и характера производства.
Для плавки алюминия и его сплавов так же используют тигельные печи или роторные. Газовая тигельная печь для плавки алюминия обладает необходимой мощностью и различными модификациями. В свою очередь, тигельные печи могут быть газовыми или индукционными. Подбирают модель в зависимости от текущих потребностей в обработке металла.
Бюджетная печь на газу для плавки алюминия
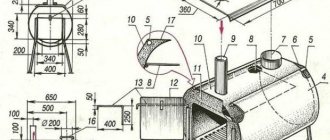
Привет любителям помастерить, в этой инструкции мы рассмотрим, как изготовить бюджетную печь для плавки алюминия. Имея такую печь, можно отливать различные изделия из алюминия, включая детали для самоделок. Что касается исходного материала, то он может быть дармовым, для таких целей можно плавить банки из под напитков, заодно очищая окружающую среду. Печь собрана на основе корпуса от огнетушителя, подойдет также газовый баллон, но с ним нужно работать осторожно. Нагревается печь газовой горелкой, а для получения нужной температуры используется бытовой фен. Если вас заинтересовала самоделка, предлагаю изучить проект более детально!
Материалы и инструменты, которые использовал автор:
Список материалов:
— корпус от огнетушителя или газовый баллон; — небольшой огнетушитель (для тигля); — болты и гайки; — профильные трубы; — колесики для тележек; — круглые трубы; — жаростойкая краска; — огнеупорный цемент (или другой изолятор); — листовая нержавеющая сталь; — бытовой фен; — баллон с газом и газовая горелка; — кругляк.
Список инструментов:
— болгарка; — дрель с коронками; — сварочный аппарат; — торцовочная пила; — рулетка, маркер.
Процесс изготовления печи:
Шаг первый. Сборка основы
Собираем основу для печи, для корпуса нам понадобится огнетушитель или подобный резервуар. Если будете использовать газовый баллон, не забудьте вымыть его изнутри или провести другие меры, чтобы сделать резку безопасной. От огнетушителя отрезаем горловину, эта часть потом будет крышкой для нашей печи.
Далее для корпуса изготовим основу, на которой будет стоять печь. Свариваем крестовину из профильных труб, а для удобного перемещения тяжелой печи автор установил на крестовину колесики от тележки. Крестовину привариваем к корпусу печи и дополнительно укрепляем конструкцию стойками из кругляка.
Шаг второй. Крышка
Для печи делаем крышку, в качестве нее выступает горловина от огнетушителя. В крышку будет залит цемент, так что она будет довольно тяжелой и для нее нужен надежный шарнир. К печи автор вертикально приварил кругляк, который выступает в качестве оси, а к крышке приваривается кусок трубы. В итоге крышка легким движением руки открывается набок.
Шаг третий. Внутренняя вставка
Нам нужно изготовить внутреннюю вставку, это будет та часть печи, в которой будет достигаться очень высокая температура. Вставку делаем из нержавеющей стали и лучше выбирать металл потолще. Отрезаем нужный кусок и сгибаем его в трубу, свариваем стык. Также привариваем донышко из куска нержавеющей стали.
Шаг четвертый. Финальные штрихи с корпусом
В корпусе печи, а также во вставке сверлим отверстие коронкой, а затем вставляем трубу, через которую в печь будут поступать раскаленные газы. Хорошо привариваем трубу к корпусу и к вставке. Что касается крышки, то тут нужно будет изнутри приварить кусок железной трубы, который нужен для того, чтобы в крышку залить изолятор. Также привариваем к крышке длинную ручку в виде куска железной трубы. Для того, чтобы раствор надежно закрепился в крышке, изнутри к ней рекомендуется приварить железные пластины, болты и пр.
Шаг пятый. Заливка изолятора
Корпус готов, заливаем внутрь печи изолятор. Для таких целей рекомендуется использовать жаростойкие растворы для печей. Обычный цемент быстро потрескается. Если нет ничего подходящего, можно использовать глину с песком. Для увеличения прочности автор решил армировать раствор железной сеткой. Равномерно распределяем раствор внутри и даем ему просохнуть двое суток или более.
Шаг шестой. Финальные штрихи
В завершении нам нужно приварить патрубок к трубе для установки газовой горелки, после этого печь можно запустить. Зажигаем горелку, а для получения большого количества теплоты, нагнетаем воздух бытовым феном. В печи бурлит пламя, в первый запуск она должна обгореть, а также из изолятора выйдет влага.
Шаг седьмой. Тигель
Делаем для плавки алюминия тигель, тут автор использовал огнетушитель небольшого размера, выпускаем содержимое и отрезаем горловину. Далее нам нужно приварить к корпусу болты с гайками, за них мы будем брать тигель ручкой. Что касается ручки, гнем ее из кругляка. Все должно быть надежным, иначе вылитый на вас жидкий металл может привести к летальному исходу.
Вот и все, теперь можно приступать к работе, загружаем алюминий, устанавливаем тигель в печь и запускаем. По мере плавки алюминия его нужно добавлять в тигель и помешивать. Сверху будет образовываться шлак, его желательно убирать. В итоге автор отлил массивную пластину из алюминия, вылив содержимое тигля в песок. На этом проект можно считать оконченным, надеюсь, самоделка была для вас полезной, и вы нашли интересные мысли. Удачи и творческих вдохновений, если решите повторить подобное. Не забывайте делиться с нами своими идеями и самоделками!
Источник
Этот пост может содержать партнерские ссылки. Это означает, что я зарабатываю небольшую комиссию за ссылки, используемые без каких-либо дополнительных затрат для вас. Дополнительную информацию смотрите в моей политике конфиденциальности.
печь, плавка, своими руками
Газовые печи для плавки черных металлов
Плавка черных металлов может осуществляться в разных печах. Идеальными считаются индукционные сталеплавильные печи, но они потребляют большое количество электроэнергии. Поэтому некоторые литейные производства используют газовые печи. Черные металлы в таких печах плавятся дольше и имеют не самый лучший химический состав, но экономия составляет в 2-3 раза.
Карусельная печь Scrap Manager™
Карусельная печь Scrap Manager™ внешними формами почти напоминает наклонную цилиндрическую, однако вращается вокруг своей центральной оси. Данная печь впервые появилась на рынке в конце 1970 и за истекшее время претерпела многочисленные усовершенствования (рисунок 2).
Рисунок 2 – Наклонные печи карусельного типа Scrap Manager™
Карусельная печь Scrap Manager™ используется для переплавки отбракованных отливок, экструдированного скрапа, скрапа из использованных банок (UBC), а также алюминиевого шлака (дросса). Данный вид лома имеет относительно низкую плотность по отношению к площади поверхности. Поэтому материал должен расплавляться быстро, во избежание выгорания тонкого слоя материала.
Подходит для расплавки различных сплавов, что подразумевает частую смену металлов в печи и для переработки всевозможных видов лома/скрапа. Печь может работать на чистом и загрязненном ломе с использованием надлежащего оборудования для ограничения загрязнения окружающей среды. Печь применяется в качестве плавильной печи вторичного цикла, а также в качестве первичного агрегата для утилизации собственных отходов. Также применяется для утилизации автомобильных свинцово-щелочных батарей.
Газовые муфельные печи
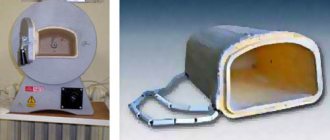
Муфельная печь для плавки металла может быть электрической или газовой. Обработка металла происходит в муфеле — специальном пространстве, препятствующем соприкосновению металла с топливом. Газовые муфельные печи различаются по уровню температуры в рабочем пространстве. Муфели могут быть керамическими, волокнистыми и из керамического волокна. Печи с муфелем используются для термообработки и плавки цветных металлов, они имеют ограничения по температуре плавления, и подходят как для бытового, так и для промышленного использования.
Газовая муфельная печь характеризуется особенностями внутренней конструкции и содержит внутри сверхпрочную камеру из муфеля, который дополнительно защищает металл во время переплавки от попадания сторонних примесей.
Изготовление форсунки своими руками
Перед тем, как начать эксплуатацию изделия, изготовленного в домашних условиях своими руками, нужно пройти следующие процедуры:
- Горелка должна пройти проверку качества в местном офисе Ростехнадзора согласно регламенту, установленному в Федеральном законе о безопасности зданий и сооружений от 30.12.2009.
- После этой проверки необходимо получить сертификат Ростехнадзора о пригодности горелки к эксплуатации.
Читать также: Флюгель ветровой своими руками
Для того, чтобы приступить к изготовлению форсунки, нужны следующие материалы:
- Вентиль, который послужит для регуляции подачи топлива устройством. Для подачи газа в горелку нужно пользоваться вентилем, установленным на источник газа.
- Стальная труба. Желательно, чтобы она имела толщину до 2 мм и длину до 100 мм.
- Стальной колпачок для изготовления дозатора топлива. Можно использовать также жиклёр с паяльной лампы.
- Стальная ручка. Она может быть сделана из обычного штуцера.
- Резина для обкладки ручки.
- Проволока. Она будет использована при сварке.
А также понадобятся следующие инструменты:
- Сварочный аппарат.
- Болгарка для резки деталей.
Для кустарного изготовления предпочтительна атмосферная форсунка из-за простоты её конструкции. Порядок действий таков:
- Сначала накручивается колпачок на вентиль. Например, если используется стандартный вентиль ВК-74, то колпачок имеет коническую резьбу.
- Затем, путём обрезки болгаркой имеющейся стальной трубы до необходимых размеров, изготавливается сопло будущей форсунки — её основа.
- Далее, сопло приваривается к колпачку с использованием проволоки. При этом колпачок и сопло не должны соприкасаться.
- Устанавливается пьезоэлемент, который нужен для активации устройства.
После этого, изделие готово к монтажу.
Внимание! Для установки системы подачи горючего в печку из системы центрального отопления необходимо специальное оборудование и опыт работы с газовыми системами.
Установка для печи
При установке готового агрегата в печь учитывают, из каких материалов она изготовлена:
Газовая форсунка — сердце печки — должна быть качественной и грамотно установленной. При неполадках в работе этого агрегата могут возникнуть проблемы, связанные с топливом, что может привести к необратимым последствиям.
Расход газа газовых плавильных печей
Расход газа во время работы плавильных печей зависит от газовой горелки. На газовых термических печах устанавливаются горелки низкого и среднего давления. Правильно выбранная газовая горелка должна обеспечивать:
- подвод в зону горения требуемого количества газа и воздуха;
- хорошее перемешивание шихты;
- полное сжигание газа при минимальном коэффициенте избытка воздуха;
- хороший теплообмен внутри плавильного узла, исключающий локальные перегревы;
- устойчивую работу в необходимом диапазоне изменения теплопроизводительности.
Расход газа при плавки 1 тонны шихты меди или алюминия составляет от 60 до 100 м3/час.
Изготовление и установка горелки в закрытый газовый горн
Рассмотрим два варианта – смастерить горелку «с нуля», используя рекомендации домашних мастеров с опытом, либо применить готовую конструкцию, приспособив/видоизменив некоторые её характеристики. Необходимо отметить, что в первом случае следует обладать весьма высокой квалификацией, а также иметь опыт настройки и, как минимум, ремонта подобных устройств. Иначе дело может окончиться взрывом, ожогами, и прочими неприятностями. Проще всего для горна изготовить шаровую горелку, которая относится к группе топливосжигающих узлов с тангенциальным подводом факела к рабочему пространству горна. Такая горелка состоит из следующих деталей:
- Конфузионного раструба из жаропрочной из стали типа Х18Н9Т.
- Стального трубчатого корпуса, имеющего форму двойного усечённого конуса.
- Газоподводящей головки.
- Воздухоподводящей головки.
- Устья.
- Регуляторов количества газовоздушной смеси.
Для изготовления такой горелки необходимы: трубы на 1,5 дюйма, листовая заготовка толщиной не менее 1,2 мм под конфузор, два штуцера и три фланца – под соединение элементов. Сварную конструкцию лучше выполнять из жаропрочной стали, при этом сварку необходимо производить под флюсом или используя инертный газ. Как воздухо- и газоподводящие трубы можно использовать рукава высокого давления, диаметры которых будут соответствовать присоединительным размерам корпуса. Необходимы также фиксирующие хомуты и качественные уплотнения из бензомаслостойкой высокотемпературной резины. Все остальные элементы соединяются при помощи резьбы.
Читать также: Плавка свинца в домашних условиях
Горн с самодельной газовой горелкой
На некоторых сайтах встречаются рекомендации по изготовлению корпуса горелки способом вальцовки трубчатой заготовки. Но при больших давлениях струи пластическое упрочнение материала может привести к возникновению зон внутренних напряжений, которые при пуске горелки часто становятся причиной трещинообразования металла корпуса.
Вариант с установкой горелки от б/у газовой плиты значительно проще. Предварительно потребуется определить затраты топлива, необходимые для быстрого нагрева металла под ковку. Подбирая готовую конструкцию, устанавливают мощность основного агрегата (котла, плиты и т.п.), для которого устройство применялось. Произведение этого значения на КПД (для газа это – 0,89…0,93) даёт искомое значение мощности W. Немного сложнее установить расход газа Т. Алгоритм расчёта следующий:
- Выясняется теплотворная способность топлива Q (для пропана можно принять 3600 кДж/м3);
- Используя формулу Т = 3,6W/Q, определяется расход.
- По результатам расчёта подбирается вся необходимая запорно-регулирующая арматура: клапаны, тройники, уплотнительные кольца и т.д.
Установку горелки в горн для ковки своими руками производят следующим образом. Вначале в подготовленное футеровочное отверстие вставляют конфузор, к нему через листовую прокладку из жаропрочной стали присоединяют устье горелки. К нему прикрепляют само изделие, и ввинчивают трубки для подачи воздуха и газа. Проверяют эффективность действия регуляторов, после чего производят пробный пуск газа от баллона или стационарной сети. Все работы необходимо проводить при хорошо проветриваемом помещении. При малейшем запахе газа установочные работы прекращают, и выясняют источник вероятных утечек.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Газовые горелки, также называемые форсунками — ключевые элементы конструкции любой газовой печи.
Задача такого устройства заключается в создании смеси из топлива, в этом случае природного газа, и воздуха с целью поддержания процесса горения в отопительном устройстве.
Газовые печи на гидравлике
Газовые печи на гидравлике позволяют сэкономить ресурсы, благодаря отсутствию промежуточных нагревательных элементов. В процессе плавления металла в тигельных газовых печах не образуется задымление и неприятный запаха, благодаря чему создаются комфортные условия для работы.
Гидравлика имеет отличительную особенность, это плавный и равномерный слив металла. В этом помогают гидроцилиндры и гидравлическая станция.
| Параметры | RG-150A | RG-250A | RG-450CA | RG-500 |
| Рабочая температура, ˚С | 850 | 850 | 1250 | 1250 |
| Максимальная загрузка по алюминию, кг | 250 | 250 | 450 | 500/1500 |
| Скорость плавки по алюминию, меди кг/ч | 100 | 100 | 150 | 200-250/600 |
| Расход газа, м3/т | 90-110 | 90-110 | 90-110 | 90-110 |
| Точность контроля температуры, ˚С | ±5 | ±5 | ±5 | ±5 |
| Температура поверхности, ˚С | ≤50 | ≤50 | ≤50 | ≤50 |
| Напряжение шкафа управления | 220V 50HZ | 220V 50HZ | 220V 50HZ | 220V 50HZ |
| Скорость наклона, мм/сек | 30-70 | 30-70 | 30-70 | 30-70 |
Газовые печи на редукторе
Газовые печи на редукторе для плавки металла создают высокую температуру в плавильном узле. Такие печи легко в течение 30-60 минут могут переплавлять цветные и черные металлы с температурой плавки до 1600 °C.
Редуктор позволяет в случае отключения электричества произвести аварийный слив металла в ручном режиме.
Стационарные шахтные газовые печи
Стационарные шахтные газовые печи отличаются от других моделей отсутствием механизма наклона, для слива расплавленного метала. Расплавленный металл находится в графитовом тигле, и после процесса плавки он извлекается из печи ручным способом, при помощи подъемных механизмов.
Диапазон устойчивой работы горелки стационарной газовой печи характеризуется ее регулированием по тепловой мощности, т. е. отношением максимальной тепловой мощности к минимальной, показывая ее форсированные возможности. Расчет горелок должен обеспечивать необходимую для установки тепловую мощность, широкий диапазон регулирования расхода газа, устойчивость пламени без применения искусственных стабилизаторов горения, отсутствие или допустимую концентрацию вредных веществ в продуктах сгорания.
В случае кратковременной работы на газе иного состава нет смысла переделывать горелку, а лучше пересчитать номинальное давление газа и воздуха перед ней. Количество воздуха, идущего на горение, практически остается постоянным, если сохраняется тепловая мощность горелки.