О сути операции, процессе выполнения
Волочение – это название для процесса, при котором происходит протягивание заготовок через отверстия, которые сужаются. При этом исходный материал может быть любым:
- Алюминий.
- Сталь.
- Медь – она тоже допускает использование такого инструмента, как фильеры для волочения проволоки.
Волока – это инструмент, который используется для решения задачи. Фильера – название отверстия, конфигурацией определяющего форму профиля в готовом виде, после обработки.
По сравнению с прокаткой в исполнении волочильщика, методика волочения гарантирует повышение чистоты и точности на поверхности проволоки. То же касается труб, прутков и других деталей с различными габаритами. После такой обработки меняются характеристики материала, только в лучшую сторону. Это связано с тем, что детали в готовом виде получают дополнительное укрепление.
Особенно популярна технология при изготовлении фасонных профилей, требующих высокой прочности. Удачно получаются трубы с разным диаметром, проволоки с сечением в пределах от 1-2 микрон до 10 миллиметров. Возможны и большие показатели. Призма волочения помогает добиться точного результата.
При использовании современных технологий волочения гарантирована высокая производительность оборудования. При волоках это тоже просто. Даже операции с высокой скоростью не мешают добиваться результатов постоянно, без периодических сбоев. Величины обжатия исходного материала остаются серьёзными. Надо только использовать правильный станок для волочения проволоки.
Сам процесс волочения состоит из нескольких этапов, среди которых:
- Сначала исходное сырьё проходит травление в сернокислом растворе, температура которого составляет примерно 50 градусов. Данную операцию выполняют для продления срока службы у матриц. Эффект достигается за счёт снятия окалины с заготовок.
- После первого этапа осуществляют отжиг металлической поверхности, предварительный. Его выполняют с целью увеличения различных характеристик исходного материала. Так обеспечивается мелкозернистая структура у основания. Кроме того, современные методы защищают провод от повреждений.
- Агрессивный раствор нейтрализуют, чтобы можно было провести травление. После заготовки промывают. Без этого волочение труб невозможно.
- Концы исходного металлического сырья заостряются при помощи молота или ковочных волков.
- Непосредственно процесс волочения.
- Выполнение отжига. На этом волочение труб заканчивается.
Готовая проволока может подвергаться дополнительным операциям по обработке, включая резку изделий на требуемые по длине отрезки, правку, снятие концов и так далее. Отпечатки на изделиях не появляются.
Это интересно: Виды и особенности токарной обработки металла
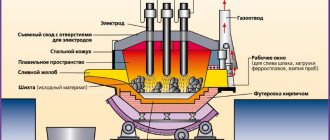
Общие сведения
Само название профессии „Волочильщик проволоки“ многим людям ни о чем не говорит, а еще большему их количеству может показаться даже смешным. Когда человек впервые слышит это название, первое, что приходит на ум это то, какие функциональные обязанности человека, выполняемого данною работу. На самом деле волочильщиками называют операторов волочильного станка, осуществляющих обработку металла под давлением. С помощью специального оборудования они могут перерабатывать проволоку одного диаметра в другой. Работа заключается в протягивании круглых и фасонных изделий через специальное отверстие.
Различают два вида перетягивания:
- На цепных станах (машины для обработки металла).
- На станах барабанного типа с однократным и многократным волочением.
В первом случае применяется для получения труб, прутков и профилей ограниченной длины. Во втором случае для получения длинномерной продукции, например, проволоки.
В процессе волочения изготавливают тонкие сорта проволоки диаметром до 0,065 мм, также прутки и тонкостенные трубы точного размера. Посредством прокатки изготавливают проволоку диаметром не менее 5 мм. В связи с быстрым остыванием металла, для изготовления более тонких сортов прибегают к процессу волочения. Помимо непосредственного рабочего процесса в задачи специалиста входит определение качества подготовленного материала к производству, температуре накаливания, численности протяжек и скорости вытягивания. Также волочильщик наблюдает за своим рабочим местом, исправностью оборудования, ведет техническую документацию (прием и сдача смены).
Рабочий процесс достаточно сложный, поскольку приходится работать с проволокой разного размера. Нужно рассчитывать размеры заготовок, настраивать систему охлаждения и перемещать оборудование. Если кратко описать рабочий день волочильщика, то он состоит из таких этапов:
- Приход человека на рабочее место.
- Подготовка оборудования и осмотр неполадок.
- Прием смены у предыдущей бригады.
- Получение наряда и непосредственное выполнение функциональных обязанностей (до обеда и после обеда).
- Сдача смены пришедшей бригаде.
В соответствии с ЕТКС существует 5 разрядов волочильщиков. Разница в разрядах зависит от типа металла, с которым предстоит работать и диаметра проволоки.
К недостаткам данной профессии можно отнести:
- Мало комфортных условий труда. Приходится работать с металлом и сложным оборудованием.
- Регулярный уход за станками. Оборудование часто выходит из строя и приходится его настраивать.
- Достаточно сложная и ответственная работа. Требует большого внимания, так как является небезопасной.
- Высокие требования для трудоустройства. Чтобы устроится на данную работу, необходимо получить соответствующее образование и корочку.
- Требует исполнительской дисциплины с целью предотвращения аварий на опасных производственных объектах.
К преимуществам специальности относят:
- Разнообразность работы. Каждый новый день не похож на прошлый. Ежедневно работник получает новые задания.
- Средний уровень заработной платы. Довольно благородный труд, за который платят свою цену.
- Сидячий образ работы, потому что в большинстве своём работа заключается в наблюдении за работой стана по волочению проволоки.
- Ручная работа с металлом требует физических усилий, поэтому представители данной профессии имеют возможность заниматься физической культурой. Данная работа однозначно заменит абонемент в тренажерный зал.
- Работа сменная, по графику без отрыва от производства.
- Предстоит работать в команде при бригадной организации труда. В коллективе цеха, все относятся друг к другу с пониманием и уважением. Всегда есть возможность у кого-то попросить совет и помощь.
Стать волочильщиком может каждый человек, достигший 18-го возраста и получивший высшее образование, точнее закончил металлургический институт по профессии обработка металла под давлением. Обучение по профессии могут пройти лица, имеющие образование не ниже основного общего образования или среднего общего образования. Грамотный преподавательский состав специализированного учебного заведения способен научить всем тонкостям профессии любого желающего.
Курсы волочильщика можно пройти в Учебном центре Строй Аттестат и НТ Академии в г. Москва, в учебном центре в Красноярске, г. Волгоград, Магнитогорск и Орел. Услуги по профессиональному обучению по специальности волочильщик проволоки с возможным трудоустройством предоставляет „ЦентрКонсалт“. Курс рабочей профессии в „None“ может проводиться в удобное время для учащегося.
Особенности процедуры
Процесс волочения несложный. В качестве исходного сырья используют катаную, литую или прессованную заготовки. Работы выполняют на специальном оборудовании – волочильных станках. Форма, диаметр и сечение готового длинномерного изделия зависят от параметров фильеры. По сравнению с прокаткой металла, технологическая операция имеет много преимуществ:
- Высокая производительность за счет автоматизации процессов станков.
- Волочение проволоки направлено на получение геометрически правильной продукции, с ровной и чистой поверхностью. Это позволяет снизить объем последующей обработки.
- Изделия обладают улучшенными механическими характеристиками.
- Возможность производить разные виды металлического шнура, в том числе порошковой проволоки, а также калиброванные прутки, тонкостенные трубы диаметром до 5 мм.
- Диаметр изделий варьируется от 1 до 10 микрон.
- Низкие затраты на волочильные станки.
Схема процесса волочения
Обучение по направлению: Волочильщик проволоки
Характеристика работ. Волочение на волочильных станахмедной и алюминиевой проволоки. Установка проволоки на карусели, заправка ееконцов, протягивание через фильеры и закрепление на барабанах. Участие вналадке станов и в смене фильер. Закрепление концов проволоки. Установка фильерна станы и заправка концов обрабатываемой проволоки в фильеры. Наблюдение закачеством эмульсии. Измерение диаметра проволоки.
Должен знать: принцип работы обслуживаемых волочильныхстанов; правила заправки и закрепления концов проволоки на барабанах;назначение и правила пользования применяемым контрольно-измерительныминструментом и приспособлениями; основные механические свойства обрабатываемыхметаллов; состав смазок, применяемых при волочении проволоки из различныхсплавов; основные сведения о квалитетах и параметрах шероховатости.
О других важных особенностях процедуры
Согласно мнению специалистов, технология отличается только одним существенным недостатком. Это то, что показатель деформации проволоки получается слишком маленьким. Так получается из-за ограничения, причиной которого служит прочность конца выхода у заготовки. Какая сила деформации прилагается – такой получаем и результат. Следы волочения тоже бывают разными.
Исходный материал всегда должен быть катаным, прессованным, непрерывно литым. Это касается углеродистых и легированных сталей, цветных металлов. Литьё будет качественным только в том случае, если у основания присутствует определённая структура. О следах пятен тогда можно будет забыть.
Патентирование – технология, которая раньше всегда использовалась для стальных проволок. При данной процедура сначала материал нагревался до температуры аустенизации. А затем проводили экспозицию при помощи соляного или свинцового расплава. Выдержка предполагала сохранение температуры примерно на уровне 500 градусов по Цельсию. Это тоже отличие от волочения.
В наше время можно обойтись без таких сложных процедур. При выходе с прокатного оборудования стала гораздо легче обеспечить требуемые характеристики. Каждый станок оснащается специализированной системой охлаждения. Сейчас рабочие процессы не обходятся без мыльной стружки для сухого волочения.