На сегодняшний день газовая резка является наиболее популярным методом, благодаря отсутствию строгих требований к месту проведения работы и простоте выполнения операций. В этой статье вы узнаете об особенностях технологии, достоинствах и недостатках этого способа, принципе работы оборудования и его видах.
Газовая резка металла — технология, которая на сегодняшний день используется широко, поскольку предполагает простоту выполнения операции, не требует дополнительных источников энергии и сложного оборудования.
Именно эти методом пользуются специалисты в ремонтных, строительных и сельскохозяйственных работах. Практически все устройства, предназначенные для резки металла газом, мобильны, их легко транспортировать и использовать в другом месте.
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Оборудование
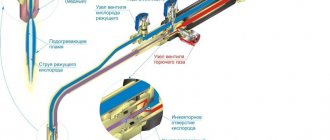
Схема кислородного резака
Основным оборудованием для газовой резки является резак. В комплект к нему входят: насадка для сварки и плавки.
Благодаря резаку можно контролировать дозировку газовой смеси и кислорода. Также с помощью этого оборудования осуществляется воспламенение горючей смеси, подача пламени к месту обработки.
Резак состоит из двух блоков: режущего и подогревающего. Первый представлен трубкой выхода струи кислорода, вентилем и мундштуком внутреннего типа.
Подогревающий блок включает вентили, которые предназначены для регулировки давления газовой смеси и кислорода. Также есть трубка подачи, мундштук наружного вида, камера смешивания и инжекторная ячейка.
Резаки бывают ручными и машинными. Последние являются стационарными, поэтому для ремонтных работ предпочтительнее использовать ручные.
Схема сборки газового резака
Дополнительно используется следующее газорезательное оборудование:
- редуктор – предназначен для снижения давления;
- прибор для изменения давления;
- стальной баллон с газом и кислородом;
- соединительные шланги.
Схема ацетиленового и пропанового балонного вентиля
Перед использованием оборудования важно проверить его исправность во избежание взрыва баллона или редуктора. Резак предварительно продувается кислородом.
Схема кислородного редуктора
Особенности применения
Чтобы понимать, как правильно резать металл резаком, надо изучить конструкцию и знать, что подобное оборудование не используется для резки сталей с высоким содержанием углерода, т. к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
Резак нельзя использовать для разрезания изделий, состоящих из алюминия, меди и сплавов на её основе.
Обратный удар при резке газом
При работе с газовым резаком существует возможность обратного удара. В этом случае газовый поток начинает гореть в обратном направлении, причем скорость процесса выше, нежели скорость истечения газа. Это эффект способен вывести из строя оборудование, взрыв баллонов или редуктора.
Также существуют риски нанесения значительного ущерба здоровью сварщика и других людей, находящихся поблизости. Эффективным решением данных опасностей будет установка клапана.
Еще некоторые особенности резания металла газом вы можете посмотреть на видео:
Если у вас есть информация по данной теме, интересные факты или советы по использованию этой технологии, предлагаем вам поделиться ими в блоке комментариев.
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—450.
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Чтобы кромки выемки были чистыми, надо увеличить подачу кислорода.
Технология резки металла газом
Сущность процесса кислородной резки заключается в следующем. Нагреватель разогревает металл в среднем до температуры в 1100 градусов С. Затем в рабочую зону подается струя кислорода. Поток, соприкасаясь с нагретым металлом, воспламеняется.
Горящая струя легко разрезает металлический лист, при условии постоянной и стабильной подачи газа.
У металла температура горения должна быть меньше, нежели температура плавления. В противном случае расплавленные, но не сгоревшие массы сложно удалить из рабочей зоны.
Таким образом, операция резки выполняется за счет сгорания материала в струе газа. Основным модулем инструмента газовой резки является резак. Он обеспечивает точную дозировку смешивание газов или паров жидкого топлива с кислородными массами в газовоздушную смесь.
Также резак обеспечивает воспламенение получаемой смеси, и отдельную подачу кислорода к рабочему месту.
Резка газом относится к термическим способам обработки металла. Ее преимущества в том, что можно работать с материалом любой толщины, причем с высокой производительностью. Объемы ежедневной выработки сварщика может измеряться тоннами.
Специалисты отмечают достоинства данной технологии в том, что газоплазменная резка полностью автономна и не зависит от наличия/отсутствия источников питания. Поскольку сварщик нередко должен вести работы в полевых условиях или у него нет возможности подключиться к источнику питания на конкретном объекте.
Ручная газокислородная резка металла доступна для работы с широким спектром материалов, за исключением латуни, нержавеющей стали, меди и алюминия.
Подготовительные работы
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений.
- Кислород подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.
- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.
Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
На схеме указано правильное подключение баллонов к резаку.
Преимущества и недостатки технологии
Резка металла кислородом характеризуется следующими преимуществами:
- возможность разрезания листов и изделий значительной толщины;
- рез можно выполнять любой степени сложности;
- возможность поверхностной обработки материала;
- оптимальное соотношение стоимость работы и ее качества;
- достаточно быстрый способ и универсальный.
Среди недостатков следует отметить:
если у специалиста небольшой опыт работы, ему не следует браться за точные операции, поскольку для выполнения необходимы навыки и знания;
- метод не безопасен, поскольку возможен взрыв газовоздушной смеси;
- термическому воздействию подвергается значительный участок;
- низкая точность резания.
Начало работы
Как нужно резать металл газовым резаком — выполнив подготовку, исполнитель приоткрывает вентиль пропана, зажигает струю газа, при этом сопло изделия упирается в поверхность металла. Теперь нужно произвести настройку силы пламени, попеременно добавляя пропан и кислород. После установки оптимальной силы струи горящей смеси, изделие располагается под прямым углом к поверхности детали, сопло располагается не ближе 5 мм.
Если разрез начинается в середине листа, то точку старта устанавливают в начале разреза. Поверхность разогревается до температуры не менее 1000 0C, с виду она как бы намокает, затем увеличивается подача кислорода для образования мощной узконаправленной струи.
Деформация материала при резке газом
Поскольку резка металла газом предполагает термическое воздействие на материал, деформация является естественным последствием операции. Неравномерный нагрев и охлаждение могут измерить форму заготовки. Но существуют несколько способов устранения этого дефекта:
- использование отпуска или обжига;
- правка листовой стали на вальцах, после этого материал становится более стабильным;
- чтобы избежать коробления, можно закрепить изделие перед операцией;
- выполнять операцию на максимально допустимой скорости и другие.
ПОСМОТРЕТЬ Газовый резак на AliExpress →
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Т. Н. Ишкулов, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2005 года: «Исполнителям, впервые выполняющим резку при помощи кислородного оборудования, надо помнить, что начинать новый разрез после внезапной остановки надо с другой точки, а не там, где был процесс окончен».
Негативная деформация
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- при неравномерном нагреве поверхности;
- была выбрана высокая скорость движения резака;
- произошло резкое охлаждение места нагревания.
Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.
- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Пропановый резак, устройство, принцип работы, разновидности
Пропановый резак — это простое оборудование для ручной резки металла, горючим топливом которого является пропан. Процесс резания заключается в сгорании металла подаваемым кислородом, но перед этим хорошо разогретой поверхностью металла до необходимой температуры воспламенения кислорода о поверхность металла. Затем следует удаление окислов из зоны резки струей пламени.
В настоящее время чаще используют пропановый резак универсального назначения. Они могут резать сталь толщиной от 3 до 300 мм, в произвольном направлении, имеют хорошую устойчивость к обратным ударам, мобильность в обращении. Резак кислородно-пропановый состоит из основного ствола и наконечника. Ствол крепится к рукоятке, имеющей два ниппеля, один для кислорода, а другой для горючего газа. Немного выше ствол имеет регулировочные вентиля для кислорода и газа, смесительные камеры для кислорода и газа, трубки, головка резака, имеющая внутренний и наружный мундштук, трубка подачи режущего кислорода.
Резак кислородно-пропановый качественно выполнит рез, если правильно подобрать соответствующий размер сопла, а также выбрать подходящие соотношения давления подачи газа к толщине металла. Недостаток подачи кислорода сказывается на неполном окислении металла и слабом удалении окислов, а избыток кислорода приводит к ненужному охлаждению и удалению тепла из зоны резки. Чем чище кислород, тем чище качество кромок реза и меньше шлака, который трудно потом отделить. Скорость резания должна быть оптимальной, иначе кромки будут оплавляться или при малой скорости неполное разрезание.
Резак пропановый РЗП может также работать на ацетилене или пропан-бутане. Достаточно эффективно производит резку металла толщиной до 300 мм, малый вес 0,8 кг, длина резака 520 мм, имеет 100% стойкость к обратному удару пламени, качественные долговечные узлы, благодаря специальной смазке, которая не опасна для кислорода. Резак пропановый РЗП (2,3), Ижевской , предназначен для ручной резки углеродистой стали, а также низколегированных сталей. Производит качественную резку металлов толщиной 3-300 мм. и разделку до 450 мм. Имеет массу 0,91кг, модели этих резаков работают на пропан-бутане, ацетилене и могут на природном газе. Условный проход рукавов, мм-dy9, если по специальному заказу dy6. Такие резаки имеют разный набор мундштуков, что позволяет качественно резать различную толщину стали.
Марка резак пропановый РЗП тип «МАЯК» также способен резать толстые стали до 300 мм. Масса резака 0,75 кг, имеется четыре номера внутреннего мундштука и один наружный. Универсальный ниппель d6/9. Резак этого типа предназначен для разделки сортового и листового металла низкоуглеродистой стали. Сопло щелевое, вентильная подача газа, высокое сопротивление обратному удару.
Резак пропановый РЗП-03М тип КРАСС работает на пропан-бутане и успешно разрезает листовой и сортовой металл из низкоуглеродистой стали. Вес резака 0,75 кг, длина 475 мм. Способен разрезать сталь толщиной от 8 до 300 мм. Резак пропановый перечисленных типов резаков не имеют существенных различий по качеству резки и возможностям разрезать металлы, но имеют разную длину, вес, количество прилагаемых мундштуков, иногда толщины разрезаемого металла
Оставьте свой комментарий Отменить ответ
Резка металла, особенно в промышленных масштабах – это трудоемкая и…
Техника безопасности
Оборудование относится к категории взрывоопасных, поэтому место выполнения работ нужно снабдить следующими принадлежностями:
- огнетушитель;
- ящик с песком;
- пожарный стенд с соответствующими инструментами.
Каждый исполнитель должен иметь комплект защитной одежды.
Не допускается наличие под защитой одежды из легко возгораемого материала, например, из синтетик, а края рукавов должны плотно облегать тело, чтобы внутрь не попали искры.
На что обратить внимание при выборе газового резака
Подбор качественного инструмента напрямую зависит на результат. Если пренебречь некоторыми параметрами теряются определенные свойства резака, снижаются параметры безопасности. Пропан и кислород взрывоопасные вещества, которые требуют соблюдения некоторых требований при эксплуатации:
- Рукоятка выполняется из алюминиевых сплавов, пластик применяется более дешевыми инструментами, со временем плавиться, теряет форму.
- Латунный ниппель прослужит дольше алюминиевой структуры, так как имеет больший ресурс к деформациям.
- Вращение вентилей должно производится с небольшим усилием, для остановки процесса в случае возникновения нестандартной ситуации. Рекомендуемый размер вентиля – не менее 4 см.
- Наиболее надежные шпиндели изготавливаются из нержавейки, способны выдержать до 1500 циклов без замены, латунные не выдерживают подобного срока эксплуатации. Наиболее подходящим вариантом являются комбинированные шпиндели, имеющее благоприятное соотношение цена-качество.
- Конструкция резака должна быть разборной, для продления срока службы производится техническое обслуживание. Материал мундштука – медь.
Кислородно-пропановый резак вентильного типа
Необходимо обратить внимание на доступность ремонтных комплектов, запасных частей для резака. Если свободной продажей таковых не имеется, могут возникнуть проблемы при произведении ремонта.
Из каких материалов производится сопло, какие задачи решает
Сопло является элементом лазерной оптической головы для сварки, резки.
Подавляющее большинство моделей сопел выполняется из меди, так как этот материал хорошо рассеивает тепло, сохраняет свои ёмкостные характеристики при значительных температурах.
Отдельные версии имеют хромовое покрытие. Задачей последнего является исключение вероятности налипания выдуваемых из зоны реза капель расплава.
Сопловая часть устанавливается в лазерной голове сразу за оптической системой. Благодаря её наличию решаются задачи:
- подачи к зоне реза рабочих газов (с регулировкой расхода).
Ими выдувается расплавленный металл. При этом повышается качество кромок, исключается возникновение наплывов.
- обеспечения соосности газовой струи и лазерного луча;
- небольшой защиты оптики лазера.
Непосредственно на сопло замыкается контакт датчика слежения (чаще всего, через керамический изолятор). Последний формирует сигналы, позволяющие выдерживать при работе заданное расстояние между соплом и поверхностью заготовки.
Любое сопло, независимо от модели и бренда (IPG Photonics, WSX, Raytools, иных) имеет уплотнительные, зажимные, керамические кольца, проставки, корпусные детали.
Чем активнее используется головка, тем чаще следует менять сопла.
Особые моменты в резке
Технология резки металла гласит, что не нужно спешить открывая вентиль пропанового резака, ведь в таком случае, вы подвергаете себя опасности, которая может возникнуть из-за взаимодействия кислорода с разогретым металлом. Для исключения обратного удара пламени, требуется выводить кислородную струю, строго следуя углу наклона горелки.
Сначала он равняется 90 градусов, после этого совершается малое отклонение, примерно на 6 градусов, в противоположную сторону движению. Если осуществляется резка толстого металла, то отклонение может увеличиваться вплоть до 70 градусов.
Важно помнить, что процесс резки по металлу должен происходить с одной и той же скоростью, которая подбирается визуальным методом, например, можно оценить скорость разлета искр.
При оптимальной скорости, поток искр вылетает под углом 90 градусов. Если искры летят в сторону, отличную от стороны движения резака, то скорость резки очень мала. О высокой скорости информирует угол вылета искр менее 80 градусов.
Толщина металла играет не последнюю роль, ведь если толщина металла довольно большая, то нельзя монотонно двигать резак до момента, когда лист будет разрезан по всей толщине. Ближе к концу резки требуется увеличить угол наклона примерно на 15 градусов.
Во время проведения процедуры не должно возникать никаких продолжительных пауз. Если работа все же была остановлена в какой-то точки, то резку нужно начинать с самого начала и выбрать новое место старта.
Конец резки должен сопровождаться следующими действиями, именно в этом порядке:
- прекращение подачи режущего кислорода;
- прекращение подачи регулирующего кислорода;
- отключение пропана.