Краткие сведения о производителе
В Самаре напротив городского парка был пустырь, на котором механик Готхард Бенке в 1876 году начал строить литейный завод. Первое время на предприятии производили чугунное и медное литье, занимались ремонтом пароходов и другой техники.
После включения в состав металлообрабатывающих мастерских, завод стал называться Механическим. Через 3 года был выпущен первый токарно-винторезный станок.
В 1937 году окончательно определили специализацию саратовского завода. Он полностью перешел на выпуск станков. В 1948 году были запущены автоматические линии и организовано поточное производство. С 1951 года продукция саратовского станкостроительного завода стала выпускать металлорежущее оборудование на экспорт.
Токарно-винторезный станок 16Б16КП начали производить серийно с 1970 года. Его несколько раз модифицировали и создали модели 16Б16А, 16Б16КА. Большинство оборудования до сих пор находится в рабочем состоянии.
Важно!
В настоящее время на СВСЗ выпускают различные модели токарных станков с ЧПУ и автоматические линии под маркой Samat.
Составные части аппарата
Узлами электроагрегата являются:
- станина;
- суппорт;
- фартук;
- задняя бабка;
- коробки передач, подач, скоростей;
- электрооборудование;
- защитное устройство.
Станина является основным элементом токарно-винторезного станка 16б16кп. Она состоит из чугуна. Для нее характерна коробчатая структура. Внутри станины имеются ребра П-образного типа. За их счет конструкция обладает жесткостью.
Станина оснащена четырьмя направляющими в верхней части. Две направляющие имеют плоскую структуру, две другие — призматическую. Все направляющие закалены и отшлифованы.
Устройство крепится на тумбе. В правой части станины находится электродвигатель, благодаря которому происходит ускоренное перемещение продольных салазок. В левой задней части станины оборудована коробка скоростей, в правой задней — смазочное устройство.
Внутри тумбы находится основной двигатель, обеспечивающий привод главного движения. Справа от тумбы располагается смазочная система агрегата, включающая в себя насос и емкость со смазочно-охлаждающей жидкостью.
Суппорт способствует правильному расположению режущего инструмента. Он же отвечает за его поперечные и продольные перемещения. Движется суппорт за счет привода механического или ручного типа. Продольные салазки крепятся за счет специального винта.
Станочный фартук включает в себя 4 пары фиксаторов. Благодаря им каретка аппарата может двигаться как прямо, так и обратно.
Задняя бабка связана со станиной посредством рукоятки. Ее положение контролируется оправкой, находящейся в центрах аппарата, или по отметинам. Расхождение между вращательной осью шпинделя и задней пинолью должно превышать 0,1 мм.
Коробки передач и подач агрегата, защитный механизм и электродвигатели
Благодаря коробке передач токарно-винторезного электроаппарата обеспечивается вращение вала коробки подач. Узел оснащается защитным кожухом с системой блокировки. Она предотвращает включение агрегата, если устройство заграждения станка отсутствует или открыто.
Тип набора зубчатых колес коробки передач зависит от типа резьбы. Для дюймовой и метрической применяется основной набор, для питчевой и модульной — дополнительный.
Коробка подач токарно-винторезного аппарата оснащена зубчатыми колесами. Им передает вращение находящийся в шпиндельной бабке вал коробки передач. Рукоятки узла позволяют:
- выбирать вид резьбы;
- направлять вращение винта;
- устанавливать резьбовой шаг и величину;
- включать валик или ходовой вал.
Коробка подач в состоянии подключать винт без использования зубчатых колес. Коробка оборудована обгонной муфтой, которая отключает механизм при быстрых обратных движениях суппорта.
Винторезный станок 16б16кп оснащен защитным механизмом от металлической стружки, соответствующий требованиям безопасности и увеличивающий срок службы аппарата.
В устройстве имеются 4 двигателя асинхронного типа. Аппарат работает при напряжении сети 220-440 В.
Назначение и область применения токарно-винторезного станка
Токарный прецизионный станок 16Б16КП предназначен для чистовой – финишной обработки деталей круглой формы:
- чистовая обработка цилиндрических и конических поверхностей;
- подрезка;
- обработка торцов;
- нарезка метрической и дюймовой резьбы резцом и плашкой;
- точение питчевых резьб;
- сверление в оси со стороны задней бабки;
- расточка.
Высокая точность регулировки шага позволяет нарезать многозаходные резьбы на винтах. Инструмент стремительно выводится из рабочей зоны, не задевая соседнюю поверхность, благодаря механизму быстрого отвода резцедержателя.
Важно!
Модель станка 16Б16КП выпускается в тропическом варианте – работа в условиях высоких температур и влажности.
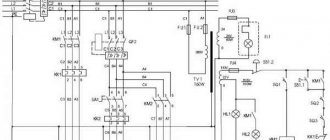
Схема станка 16Б16КП. Токарно-винторезного. Электрическая принципиальная
Ниже приведен эскиз схемы электрической принципиальной токарного станка 16Б16КП
Скачать бесплатно электрическую схему станка 16Б16КП токарно-винторезного в хорошем качестве можно по ссылке расположенной выше. Она содержится в «Руководстве по электрооборудованию»
Конструкция
Модель 16Б16КП была создана на базе выпускавшихся ранее токарного станка 1А616 и 16Б16. Ее положительные характеристики основаны на конструкционных особенностях токарного станка:
- автоматическая коробка передач;
- плавная регулировка скорости резания;
- высокая точность обработки – прецизионный;
- в передней бабке установлено 2 перебора;
- резцедержатель четырехпозиционный с механизмом быстрого отвода;
- автоматический выбор оптимального режима резания благодаря наличию электрического привода на тиристорах.
Справка. Эргономика станка – удобство работы, была значительно улучшена. Токарь управлял всеми операциями, совершая минимум движений.
Передняя бабка:
Справа над станиной расположен самый сложный узел станка – передняя бабка. В ней размещаются узлы:
- коробка скоростей;
- коробка передач;
- шпиндельный узел;
- система смазки разбрызгиванием.
Масло одновременно смазывает и охлаждает шестерни, смывает с них грязь и металлическую пыль.
Важно!
Подшипники заполняются густой смазкой во время каждого профилактического осмотра.
Гитара:
Шестерни, расположенные на концах вала и винта, находятся внутри корпуса передней бабки и закрыты крышкой. Приводятся в движение клиноременной передачей. Набор шестерен зависит от типа нарезаемой резьбы.
Справка. При открывании крышки гитары во время работы станка срабатывает блокировка.
Суппорт:
Суппорт перемещается вдоль станка по направляющим станины. Имеет механические режимы движения: рабочий и ускоренный холостой. На фартуке расположены рукоятки механического передвижения и ручного подвода инструмента.
Салазки с резцедержателем движутся по направляющим в продольном и поперечном направлении. Одновременное включение подач в 2 перпендикулярных осях блокируется устройством на ручке управления.
Задняя бабка:
Находится справа на станине. К направляющим крепится прижимными планками и винтами. Внутри корпуса, в одной оси со шпинделем, установлена пиноль. Она перемещается вручную маховиком, расположенным сзади, и зажимается с помощью ручки.
Конус пиноли Морзе №2. В нем закрепляют:
- центра;
- сверла;
- зенкера;
- метчик для нарезки внутренней резьбы.
Передвигается задняя бабка по направляющим вручную. Фиксируется на месте планками, расположенными снизу. Они приводятся в рабочее состояние рычагом.
Во время наладки пиноль регулировочными винтами выставляется соосно шпинделю. Допустимое смещение составляет менее 0,01 мм.
Фартук:
Через фартук проходят ходовой вал станка и винт. Кулачковые муфты с коническими шестернями превращают крутящий момент в поступательное движение: прямой, обратный ход суппорта и каретки.
На фартуке находятся ручки управления суппортом, салазками, переключения режимов резания. Величина смещения инструмента относительно детали отсчитывается по делениям лимба и нониуса с точностью до 0,1 мм.
Запускается движения суппорта и салазок вперед и назад джойстиком. Его узел оборудован устройством блокировки одновременного включения рабочего хода в разных направлениях. При нажатии на кнопку в его рукоятке, включается быстрый ход.
По бокам фартука, над направляющей, установлены концевые выключатели. Дойдя до крайней точки, они срабатывают и останавливают суппорт.
Коробка подач:
Точный шаг при нарезании резьбы обеспечивает ходовой винт. Его вращение, связанное определенным соотношением с оборотами детали, обеспечивает коробка подач. Она расположена сзади и возвышается над передней бабкой.
Коробка передач:
Коробка передач расположена в нижней части передней бабки, под шпиндельным узлом. Она передает крутящий момент на приводной вал коробки подач.
Коробка скоростей:
Автоматическая коробка скоростей находится в задней части передней бабки. Она вращает шпиндель. Наличие в ней двух переборов: 1:4 и 1:16 увеличивает выбор числа оборотов обрабатываемой детали.
Принцип работы:
При нажатии кнопки «Пуск» включаются двигателя. Через кулачковые муфты крутящий момент передается на ведущий вал коробки передач. Он приводит в движение ходовой винт через коробку подач.
Через автоматическую коробку скоростей, передающую вращение с выходного вала коробки передач, приводится в движение шпиндель. Скорость его вращения регулируется ручкой на передней бабке. Она, в свою очередь, переключает шестерни переборов.
Кулачковые муфты, установленные в фартуке, передают суппорту движение. Одновременно с ним перемещается резцедержатель с инструментом.
Описание основных узлов токарно-винторезного станка 16Б16КП
Станина станка
Станина — литая чугунная коробчатой формы с поперечными П-образными ребрами — имеет две призматические и две плоские направляющие. Направляюще подвергнуты термообработке с последующей шлифовкой. Станина устанавливается на одной тумбе. В нише правого торца станины размещен электродвигатель ускоренных ходов каретки.
На задней стенке у левого торца тумбы смонтирована коробка скоростей, у правого — станция смазки, а внутри тумбы расположен электродвигатель главного привода.
В нише правого торца тумбы расположены бачок для охлаждающей жидкости и насос системы охлаждения.
Автоматическая коробка скоростей станка 16Б16КП
Автоматическая коробка скоростей АКП 109-6,3
на 9 ступеней монтируется в отдельном корпусе и крепится к задней наружной стенке левого торца тумбы.
Для натяжения ремня, идущего от коробки к шпинделю, коробка может перемещаться в вертикальной плоскости с помощью винта.
Механизм коробки скоростей приводится в движение от электродвигателя через зубчатую ременную передачу.
Смазка электромагнитных муфт, зубчатых колес и подшипников коробки скоростей осуществляется от насоса смазки поливом по трубопроводам I, 43 со штуцерами 2, 44.
Механизм переключения скоростей на станке 16Б16КП
Управление автоматической коробкой передач АКП 109-6,3
, установленной на станках, производится с помощью рукоятки 15, расположенной на панели электрошкафа.
Описание работы и устройства АКП приведено в руководстве по эксплуатации коробки передач.
Технические характеристики Автоматической коробки скоростей АКП 109-6,3
- Номинальный нагрузочный момент на выходном валу — 138 Н.м
- Пределы частот вращения выходного вала — 400..2500 об/мин
- Номинальная частота вращения входного вала — 1600 об/мин
- Количество прямых передач — 9
- Количество обратных передач — нет
- Коэффициент ряда частот вращения выходного вала — 1,26
- Мощность приводного электродвигателя — 7,1 кВт
- Время разгона — 2,5 с
- Время торможения 2,0 с
- Напряжение цепей питания электромуфт — 24 В
- Масса — 140 кг
Шпиндельная бабка токарно-винторезного станка 16Б16КП
Чертеж шпиндельной бабки токарного станка 16Б16кп
Механизм передней бабки получает движение от коробки скоростей через зубчатый ремень и разгруженный приемный шкив 7 (рис.6) с уплотнением 4.
Шкив 7 сидит на конусе муфты-шестерни 5, вращающейся на двух радиально-упорных подшипниках 3, расположенных в корпусе 6.
Выборка осевого люфта в подшипниках производится пружиной 4.
Шпиндель станка 16е16кп получает 21 скорость вращения от 20 до 2000 об/мин;
- 9 скоростей напрямую 1:1 от коробки скоростей, приемного шкива через муфту-шестерню 5;
- 9 скоростей с перебором 1:4 через переборные шестерни 5, 8, 16, 15;
- 9 скоростей с перебором 1:16 через переборные шестерни 5, 8, 11, 10, 13, 14, 16, 15.
Таким образом, на шпиндель поступает 27 ступеней скоростей (9 х 3 = 27), из которых 6 значений повторяются.
Включение переборных групп, зубчатой муфты-шестерни 12 или отключение шпинделя для деления на заходы при нарезании резьб осуществляется рукояткой 9 (см. рис.3) с помощью переводок через систему рычагов, управляемых кривыми кулачков.
Надежная фиксация оси рукоятки 9 от проворота в рабочем положении производится подпружиненный шариком, расположенный в стакане на задней стенке корпуса шпиндельной бабки.
Шпиндель 17 (см. рис.6) станка вращается на двух конических роликоподшипниках 18 и 21.
Выбор радиального зазора в подшипниках производится пружинами 20.
Шпиндель станка, имеющий фланцевый передний конец, выполненный по ГОСТ 12593-72, обеспечивает быструю смену планшайбы и надежное ее крепление.
Механизм передней бабки позволяет:
- производить нарезание резьб с увеличенным шагом в 4 и 16 раз;
- нарезать правые и левые резьбы;
- производить нарезание многозаходных резьб при работе с переборами 1:4 и 1:16 с числом заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, а при работе напрямую с числом заходов 2, 3, 4, 6, 12.
Передачи осуществляются зубчатыми колесами 1, 2, 22, 23, 24 и колесами, перечисленными выше.
Подшипники шпинделя токарно-винторезного станка 16Б16кп
Шпиндель станка 16Б16кп смонтирован на 2-х роликовых конических подшипниках:
- 18. Передний подшипник № 4-697716 роликовый конический двухрядный, класс точности 4
- 21. Задний подшипник № 4-17814 роликовый конический однорядный, класс точности 4
Регулировка шпиндельных подшипников
Комплект шпиндельных подшипников отрегулирован заводом-изготовителем и регулировки в процессе эксплуатации не требует.
В случае замены комплекта шпиндельных подшипников при ремонте затяжку переднего подшипника 18 (см. рис.6) гайкой 19 необходимо производить до начала изменения радиального биения оси шпинделя, при этом крутящий момент на гайке 19 не должен превышать 5 Н·м (приблизительно).
При затяжке заднего подшипника 21 крутящий момент на гайке 9 не должен превышать 110 Н·м (приблизительно).
Технические характеристики подшипника № 697716
Подшипник 697716 — это роликовый, радиально-упорный, конический (или же такой тип еще именуют «с коническими роликами»), двухрядный, широкой серии. Отличительной особенностью является наличие борта на наружном кольце. Применяется для восприятия радиальных и двухсторонних осевых нагрузок, при этом последние не должны превышать 40% от неиспользованной допустимой радиальной. Устанавливается в узлы, где требуется высокая жесткость и долговечность работы, а также одновременно с этим высокая точность вращения. В свете последнего подшипники выпускаются только 2-й или 4-й степенями точности и с латунными сепараторами, по ТУ: 12-697716Л (группа радиального зазора — 1) и 14-697716Л.
В России этот подшипник изготавливают на Волжском подшипниковом заводе — 15 ГПЗ (продукция маркируется сейчас VPZ), а точнее, на филиале самарского Завода Авиационных Подшипников, который существует при 15 ПЗ. Подшипники купить лучше всего у одного из дилеров ЕПК, к которой относятся оба завода в настоящее время. Цена подшипника, изготовленного по второму классу точности составляет чуть более 10000 рублей, по четвертому — на несколько сотен рублей дешевле. Если же эти подшипники вам предлагают по существенно более низким ценам, то это повод насторожиться — скорее всего они будут неликвидными, в лучшем случае — с хранения, с истекшим сроком консервации и без заводской гарантии.
Размеры и характеристики подшипника 697716
- Внутренний диаметр (d): – 80 мм;
- Наружный диаметр (D): – 140/147 мм;
- Ширина (H): – 85 мм;
- Масса: – 5,11 кг;
- Размеры ролика: — 13,19/14х23,4 мм;
- Количество роликов: — 39 шт;
- Грузоподъемность динамическая: — 249 кН;
- Грузоподъемность статическая: — 446 кН;
- Максимальная номинальная частота вращения: — 3800 об/мин.
Схема подшипника 697716 токарного станка 16Б16кп
Фото подшипника 697716 токарно-винторезного станка 16Б16кп
Технические характеристики подшипника № 17814
Подшипник 17814 — это роликовый, радиально-упорный, конический (или же такой тип еще именуют «с коническими роликами»), однорядный.
Производится этот тип согласно ТУ 37.006.133. Угол контакта у конических подшипников составляет от 10 до 18°, что позволяет эксплуатировать их в условиях высоких радиальных и осевых нагрузок. Характерной особенностью изделий серии 17000 является наличие пружин на внешнем кольце.
Подшипники этого типа выпускаются в настоящее время только на одном предприятии страны — ОАО «Завод Авиационных Подшипников», а точнее в его филиале при 15 ГПЗ в городе Волжский (модификация 2-17814 Л, с сепаратором из латуни, 2-ой степени точности или 4-17814 Л, более низкой четвертой). На изделии, которое вы купите, наверняка будет стоять обозначение 15 ГПЗ или VPZ — по сути, филиал ЗАПа, это лишь цех на этом заводе и раньше подшипники этого типа выпускались с такой маркировкой. В отличии от большинства других роликоподшипников серии 17000, данный тип имеет более менее значимую степень применяемости, поэтому с его покупкой проблем возникнуть не должно, однако купить его можно в основном не у официальных представителей ЕПК, а у фирм, занимающихся скупкой — перепродажей подшипниковой продукции (грубо говоря, неликвидами). Этот подшипник бывает у них, как правило, удовлетворительного качества и цена намного меньше официальной заводской.
Размеры и характеристики подшипника 17814
- Внутренний диаметр (d): – 70 мм;
- Наружный диаметр (D): – 120 мм;
- Ширина (H): – 65,44 мм;
- Масса: – 2,54 кг;
- Размеры ролика: — мм;
- Количество роликов: — шт;
- Грузоподъемность динамическая: — 109,2 кН;
- Грузоподъемность статическая: — 162,6 кН;
- Максимальная номинальная частота вращения: — 4400 об/мин.
Схема подшипника 17814 токарного станка 16Б16кп
Фото подшипника 17814 токарно-винторезного станка 16Б16кп
Суппорт токарно-винторезного станка 16Б16КП
Чертеж суппорта токарного станка 16Б16кп
Резцедержатель с помощью суппорта может перемещаться вдоль и поперек станины от механического привода на рабочей подаче и ускоренно, а также от руки.
Каретка и поперечная ползушка суппорта имеют ограничения хода в обе стороны. При перемещении суппорта до упора срабатывает механизм отключения фартука.
При необходимости каретка суппорта (рис.11) с помощью винта 18 (см. рис.3) может быть закреплена в любом месте станины.
Задняя бабка токарно-винторезного станка 16Б16КП
Чертеж задней бабки токарного станка 16Б16кп
Задняя бабка крепится к станине через систему рычагов и эксцентрик рукояткой I (рис.12).
При необходимости поперечное смещение корпуса осуществляется винтами 10, 12 при отжатом положении зажина рукоятки I.
Контроль правильного положения корпуса задней бабки производится грубо по пригашенным при сборке местам и точно по оправке, зажатой в центрах станка.
При этом несовпадение оси вращения шпинделя и оси отверстия пиноли в горизонтальной плоскости не должно превышать 0,01 мм.
Плоский конец винта 4 скользит в фиксирующем пазу эксцентрика 3. чтобы вывернуть винт 4 для демонтажа эксцентрика 3, необходимо цековку А совместить с винтом 4.
Зажим пиноли 8 осуществляется рукояткой 7.
ВНИМАНИЕ! МАКСИМАЛЬНЫЙ ХОД ПИНОЛИ — 120 мм. Винт 9 перемещается от маховичка 2.
Коробка сменных шестерен станка (Гитара)
Коробка сменных шестерен представлена на рис.7 и служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач.
Для получения подачи и нарезания метрической и дюймовой резьб устанавливаются зубчатые колеса основного набора с передаточным отношением 40/73 73/64, а для нарезания модульной и питчевой резьб — с передаточным отношением 60/73 * 86/36
Ограждение коробки передач снабжено электрической блокировкой, исключающей случайное включение станка при открытом кожухе ограждения.
Коробка подач
Коробка подач состоит из зубчатых колес 1-14, 16-23 и получает движение от выходного вала передней бабки через сменные зубчатые колеса коробки передач.
Необходимые подачи и шаги резьбы устанавливался поворотом рукояток 3 и 36 (см. рис.3), расположенных на передней крышке коробки подач.
Включение ходового винта или ходового валика, выбор типа резьбы производится рукояткой 2.
Направление вращения ходового винта изменяется поворотом рукоятки 7, нормальный или увеличенный шаг резьбы устанавливается рукояткой 6.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 2, при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными зубчатыми колесами специального набора.
Для осуществления быстрых перемещений суппорта в коробке подач смонтирована обгонная муфта 15 (см. рис.8), назначение которой — отключить коробку подач при быстром обратном ходе суппорта.
Механизм переключения зубчатых колес коробки подач собран на одной плите 26, которая крепится к корпусу коробки подач. Переключение зубчатых колес осуществляется с помощью системы рычагов, тяг и кулачков. Фиксация рабочего положения зубчатых колес обеспечивается подпружиненными шариками, находящимися в рукоятках переключения.
При демонтаже механизма переключения необходимо следить за правильной установкой зубчатых колес 24 и 2.5, имеющих риски, которые при монтаже должны совпадать, иначе порядок сцепления зубчатых колес коробки подач будет нарушен.
Фартук
Чертеж Фартука токарно-винторезного станка 16Б16КП
Чертеж Фартука токарно-винторезного станка 16Б16КП
Фартук имеет четыре пары кулачковых муфт I (рис.9), 2, 3, 4, которые позволяют осуществлять прямой и обратный ходы каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется рукояткой 19. Направление включения рукоятки совпадает с направлением перемещения каретки и суппорта.
Включение быстрых перемещений суппорта в указанных четырех направлениях осуществляется дополнительным нажатием кнопки IB, встроенной в рукоятку 19.
При этом включается электродвигатель быстрых ходов, который через клиноременную передачу сообщает движение ходовому валу.
Величина перемещения фартука с помощью маховика отсчитывается по лимбу и нониусу с ценой деления, соответственно, I и 0,1 мм.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта и маточной гайки станка.
В фартук встроен предохранительный механизм от перегрузки станка, отрегулированный на максимальную величину усилия отключения фартука (6000 ± 500) H.
При работе по упорам усилие отключения фартука можно снизить до необходимой величины гайкой 6 и ослаблением пружины 7.
Предохранительный механизм работает следующим образом.
При встрече каретки с упором или при перегрузке и, следовательно, остановке червячного зубчатого колеса 14, червяк 13, продолжая вращаться, вывертывается и через сухарь 12, толкатель II, упорный подшипник 10, сжимая пружину 7, толкает стакан 9 вправо.
Защелка 8, западая в прорезь стакана 9, препятствует возвращению червяка в исходное положение.
При дальнейшем вращении червяка происходит смещение муфты 15 вправо под воздействием пружины 15, мелкозубая часть муфты 15 выходит из зацепления с муфтой 17. Червяк 13 превращает вращаться.
Чтобы включить фартук, необходимо освободить стакан 9, подняв защелку 8.
Пружина 7 включит расцепленные зубчатые муфты 15. 17 и червяк 13.
Для нарезания резьбы необходимо рукоятку 19 установить в нейтральное положение и рукояткой 20 включить маточную гайку. При этом реечную шестерню следует вывести из зацепления, вытянув кнопку 5 на себя.
Смазка фартука, направляющих станины и каретки производится плунжерным насосом, встроенным в крышку фартука.
Устройство для защиты от стружки
Устройство для защиты от стружки состоит из ограждения суппорта и ограждения станка.
Ограждение суппорта, имеющее откидной прозрачный экран, крепится на каретке и перемещается вместе с ней.
Предусмотрена регулировка установки экрана по высоте.
Назначение ограждения станка, состоящего (в основном) из щитка, подвешенного сзади суппорта, защитить окружающее станок пространство от разлетающейся стружки.
Упор ограничения продольного перемещения каретки
Упор ограничения продольного перемещения каретки устанавливается на передней полке станины, крепится с помощью винтов и прижимной планки и снабжен винтом тонкой регулировки, имеющим нониус с ценой деления 0,05 мм.
Общий вид
Внешний вид модели 16Б16КП отличается от большинства токарных станков выступающей над задней бабкой автоматической коробкой скоростей и эргономичным расположением рычагов и кнопок управления.
Кинематическая схема токарного станка модели 16Б16КП
Кинематическая схема токарного станка модели 16Б16кп
- А — АКС — автоматическая коробка скоростей АКП 109-6,3 для станков 16Б16К, 16Б16КП, 16Е16КП
- а — бабка шпиндельная
- б — резцедержатель
- в — суппорт
- г — бабка задняя
- д — фартук
- е — каретка
- ж — коробка скоростей для станков 16Б16, 16Б16П, 16Г16
* для частоты вращения шпинделя 16..1600 об/мин
** для частоты вращения шпинделя 25..2500 об/мин
Расположение органов управления
На передней плоскости автоматической коробки скоростей находятся рукоятки:
- поворота резцовой головки;
- подачи суппорта – поперечной;
- управления АКП;
- включения насоса СОЖ;
- пуска электрооборудования.
Там же установлены сигнальная лампа и указатель нагрузки.
На передней бабке имеются таблички с настройкой режимов резания и расшифровкой символических значков. Здесь же рукоятки для установки и регулировки режимов резания, скорости вращения шпинделя и подачи инструмента.
С фартука управляется ход каретки, перемещение суппорта. Здесь же кнопка пуска реверсивного шпинделя.
Электрическая принципиальная схема
Модель 16Б16КП имеет 3 электрические двигателя:
- главный, подключен к приводу;
- отвечающий за перемещение салазок;
- приводящий в работу насосы СОЖ.
Первые два работают согласованно. Система блокировки не допускает одновременно включения поперечной и продольной подачи. Система смазки и охлаждения включается одновременно со станком и работает независимо от основных узлов.
Технические характеристики
Токарно-винторезный станок 16Б16КП прецизионного типа, высокой точности обработки. Имеет автоматическую коробку скоростей.
Основные параметры:
Модель станка 16Б16КП имеет 3 модификации, отличающиеся длиной станины. Параметры базовой модели:
- максимальная длина обрабатываемой заготовки 750 мм;
- диаметр над станиной 320 мм;
- над суппортом 180 мм;
- ход резца от оси вращения детали 185 мм.
При работе используют резцы с размером стебля 25 мм.
Шпиндель:
Благодаря наличию 2 переборов, скорость движения регулируется от 20 до 2000 об/мин, число ступеней 24. Диаметр отверстия 46 мм.
Направление вращения вперед и назад имеет одинаковые показатели.
Суппорт и подачи:
Механическое и ручное перемещение вперед и назад вдоль и поперек оси вращения детали.
Резцовые салазки:
Имеют четырехпозиционный резцедержатель. Перемещаются по перпендикулярным осям механической подачей и вручную.
Задняя бабка:
Максимальное расстояние от кулачков патрона 750 мм. Конус пиноли Морзе2. Максимальный ход 120 мм. Регулируется относительно оси детали с точностью до 0,01 мм.
Электрооборудование:
2 электродвигателя работают синхронно, приводят в работу основные узлы. Мощность 5, 7,5 кВт. Третий включает насосы системы смазки и охлаждения.
Габариты и масса:
Масса модели 16Б16КП 2270 кг при габаритах 2525×1110×1505 мм (длина, высота, ширина).
Характеристики устройства
В настоящее время создано множество модификаций, среди которых токарный станок 16б16кп. Данная модель относится к числу агрегатов повышенной точности. На устройстве имеется коробка передач автоматического типа.
16б16кп обладает техническими характеристиками:
- вес агрегата — 1999 кг;
- обработке подлежат детали, имеющие сечение 401 мм над станинной поверхностью и 211 мм над суппортной;
- диаметр отверстия в передней бабке — 45 мм;
- максимально допустимая длина обточки заготовки — 146 см;
- продольное направление подачи — 0,1 см;
- максимально допустимая длина детали, используемой на станке — 150 см;
- поперечные интервалы подачи — до 1,4 мм/оборот;
- пруток, фиксируемый в передней бабке, имеет сечение — 4,4 см;
- поперечное направление подачи — 0,025 мм;
- интервалы продольных подач — до 2,8 мм/оборот;
- скорость продольных перемещений суппорта — 4 м/мин;
- поперечные движения суппорта по винту — 22 см, продольные по винту — 75 см; по валику — 50 см;
- скорость поперечных перемещений суппорта — 2 м/мин;
- категория шпиндельного конца — 6К;
- частота вращения прямого станочного шпинделя — 25-2499 оборотов/мин, обратного — 25-1249 оборотов/мин;
- подачи продольные, производимые на 1 деление вращения лимба — 0,1 мм.
Устройство передней бабки
Электрическая система аппарата представлена электродвигателями, обладающими различными показателями мощности:
- привод, за счет которого происходят ускоренные суппортные перемещения — 0,36 кВт;
- привод, установленный в смазывающей системе — 0,11 кВт;
- привод охлаждающей системы — 0,124 кВт;
- главный привод — 7,4 кВт.
Токарно-винторезный аппарат 16б16кп позволяет делать 4 вида резьбы:
- модульную — 0,5-21 мм;
- питчевую — 0,5-111 мм;
- метрическую — 0,24-56 мм;
- дюймовую — 0,5-111 мм.
Техника безопасности при работе
Конечные выключатели и установленные в механизме станка блокирующие устройства предохраняют оборудование от поломки и станочника от травмирования. На суппорте установлен прозрачный щиток, закрывающий зону реза от разлетающейся стружки.
К работе на станке допускаются рабочие, прошедшие обучение и получившие квалификацию. Они должны быть в специальной одежде, головном уборе и надевать очки, защищающие глаза.