Сварка труб под давлением производится при обнаружении течи и отсутствии возможности отключения потока жидкости. Недостатком технологии является низкое качество выполненных работ, шов теряет герметичность через несколько месяцев эксплуатации. Следует помнить, что категорически запрещено воздействие дугового разряда на магистрали газоснабжения и трубопроводы для подачи нефтепродуктов.
Сварку труб под давлением проводят в случае невозможности отключения потока жидкости.
Когда возникает необходимость сварки труб с водой
Сварка емкостей или труб, находящихся под напором воды, требуется при:
- обнаружении течи в стыках магистралей после ввода системы водоснабжения в эксплуатацию;
- установке участка трубы с заводским дефектом (например микроскопической трещиной);
- ремонте напорного участка, отвечающего за водоснабжение дома или нескольких зданий;
- сложностях со сливом жидкости из резервуаров (например в наклонных трубах или при монтаже магистралей в низинах);
- длительной процедуре удаления воды из системы из-за повышенного объема (например, экономически нецелесообразно откачивать 10-20 тыс. л жидкости из-за шва длиной 20-30 мм);
- необходимости монтажа дополнительной арматуры (например, для установки ответвления).
Как заварить трубу с водой
Трубопровод под давлением, как можно увидеть на видео, успешно сваривается электросваркой. Для этого выбираются определенные режимы и параметры, о которых написано ниже. Но существуют и небольшие хитрости, а также технологии, помогающие выполнить правильно этот процесс. В зависимости от вида требуемой работы применяются разные подходы.
Борьба со свищами
Из-за несоблюдения режимов сварки или коррозионной среды в трубопроводе может образоваться свищ. Это небольшое отверстие круглой формы с которого течет вода. Труба может быть механически повреждена из-за удара, вследствие чего образовалась трещина.
Чтобы успешно заварить проблемное место электросваркой необходимо стать напротив проблемного участка. Так будет лучше видно все границы отверстия. Для предотвращения стека воды по электроду (в случае вертикального или горизонтального шва) нужно держать его перпендикулярно свариваемой поверхности. Сварочный процесс ведется сверху вниз. Целью является сужения свища до полного перекрытия.
- Наложить несколько капель металла на верхнюю сторону края отверстия.
- Ударить один-два раза молотком сразу после прекращения горения дуги. Это позволяет глубже проникать наплавленному металлу в структуру основного, предотвращая появление новых пор. Дополнительно, приплюснутые валики перекрывают большую площадь свища.
- Наложить еще насколько капель металла, продвигаясь вниз.
- Снова постучать молотком.
- Если боковые края свища имеют тонкие стенки, их нужно усилить таким же образом.
- После полного прекращения просачивания пара наружу, необходимо нарастить стенку трубы. Это выполняется наоборот, снизу вверх, на малом токе, чтобы не прожечь тонкий металл. Прерывистой дугой накладываются «полумесяцы» до полного прохода к верхней точки проблемного места.
- Пройденный шов желательно простучать для проковки и уплотнения.
Типы трубопроводов
Разновидности трубопроводов для систем водоснабжения и отопления:
- Стальные, рассчитанные на подачу воды, нагретой до +120°С при давлении до 16 бар (зависит от толщины стенок и диаметра магистралей). Отличаются простотой монтажа, но имеют срок эксплуатации не более 20 лет.
- Стальные с поверхностной оцинковкой, обладают увеличенным сроком службы. Эксплуатационные параметры не отличаются от характеристик трубопроводов без защитного покрытия.
- Медные, выдерживающие нагрев до +250°С и отличающиеся устойчивостью к образованию налета. Для соединения используется технология пайки специальными припоями. Металл имеет низкий коэффициент температурного расширения, детали не деформируются при нагреве.
- Гофрированные гибкие рукава, выполненные из нержавеющей стали. Позволяют подключить отопительное оборудование без использования дополнительных переходников и угловых соединений. Недостатком является использование резиновых уплотнителей в точках резьбового соединения. Сварить нержавеющую сталь в домашних условиях невозможно.
- Металлопластиковые трубы, рассчитанные на эксплуатацию при температуре до +130°С и давлении воды до 10 бар. Отличаются устойчивостью к образованию налета и не подвержены коррозии. Обладают низкой механической прочностью и теряют ее под воздействием ультрафиолетового излучения. Для соединения необходим специальный аппарат для установки монтажных колец. Пайка и сварка не используются.
- Полипропиленовые трубопроводы, рассчитанные на давление воды до 20 бар при температуре до +95°С. Отличаются устойчивостью к механическим воздействиям, выдерживают гидравлические удары. Для соединения используется паяльник с насадками, в случае повреждения и появления течи дефектный участок вырезают. Запаять или заварить изделия из полипропилена невозможно.
Вне зависимости от материала трубопроводы разделяют на категории по назначению:
- технологические, обеспечивающие подачу жидкостей, используемых в оборудовании;
- магистральные, рассчитанные на доставку воды в жилые или офисные здания;
- промышленные, предназначенные для питания водой цехов;
- газоснабжения, используемые для подвода природного газа потребителям;
- внутриквартирные водяные, предназначенные для отведения жидкости от магистрального стояка к точкам раздачи;
- канализационные, обеспечивающие удаление загрязненной жидкости в коллектор или отстойник.
Разновидности трубопроводов для систем водоснабжения и отопления.
Особенности сваривания трубопровода
При сварке стальных трубопроводов электродом с защитным покрытием необходимо корректно отрегулировать оборудование. Сила тока в цепи принимается равной 35-кратному значению диаметра стержня в миллиметрах. Например, при использовании инструмента диаметром 2 мм необходимо выставить силу тока в пределах 70 А.
Повышение параметра приводит к возрастанию температуры дуги и прожигу стенки. Чрезмерное снижение затрудняет розжиг дуги, которая будет гаснуть при колебаниях расстояния от кончика электрода до свариваемых поверхностей.
При соединении прямых участков тонких трубопроводов (диаметром до 100 мм) учитывают следующие нюансы:
- Заготовки устанавливают с учетом зазора и соединяют струбцинами или магнитными зажимами. Затем необходимо сделать временные точки сварки, находящиеся противоположно друг другу. Некоторые сварщики делают 4 прихвата, расположенных через 90°.
- Если толщина стенки превышает 4 мм, то допускается сварка в 2 захода. Первичный проход формирует корневой шов, который поверх проваривают дополнительным валиком для повышения прочности стыка. При сварке труб диаметром от 30 мм линию соединения заливают расплавом участками.
Рекомендуем к прочтению Как сваривать автомобиль своими руками
Если необходимо соединить трубы большого диаметра, то нужно разделить окружность на 4 равных сектора. Сварить поочередно 2 верхние четверти, ведя электрод от боковых точек к верхней части трубы. После поворота заготовок на 0,5 оборота необходимо по аналогичной схеме сварить оставшиеся секции. Затем конструкцию поворачивают на 180° и накладывают дополнительный шов на верхней полусфере. Если имеется доступ к внутренней части трубы, то необходимо подварить стык изнутри за 2 поворота на 180°.
Вертикальные швы на трубах выполняют движением инструмента снизу вверх. Горизонтальные стыки сваривают за несколько проходов, поочередно формируя валики с небольшим поперечным сечением. Для повышения прочности замки швов смещают относительно друг друга на 15-20 мм.
Ручная дуговая сварка
Чтобы понять, как варить трубу с водой, лучше воспользоваться ручным дуговым способом. В ходе этого процесса совмещаются некоторые секции или составляющие единой трубопроводной арматуры, можно перейти через всевозможные барьеры, крановые узлы, захлесты, катушки, отводы и др.
Выбор числа электродов находится в прямой зависимости от разновидности самих инструментов и объема металла, подлежащего плавлению. Также от материала стыкуемой арматуры зависят технологические нюансы самого процесса ручной дуговой сварки.
Перед процедурой нужно, определившись с правилами эксплуатации и маркой стали, правильно подобрать материалы. Затем сделать грамотный выбор оборудования, методики и плана дальнейших действий. Нередко размер поперечного сечения и толщина стенки находятся в прямой зависимости от этих параметров.
Разновидности соединений
Основные варианты взаимного расположения водопроводных магистралей при сварке:
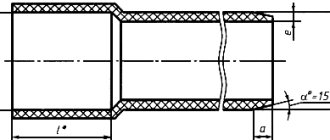
- Стык заготовок под острым или тупым углом. Перед началом работ необходимо обрезать кромку для обеспечения плотного контакта и уменьшения ширины шва.
- Перпендикулярное соединение, предусматривающее встраивание вспомогательного трубопровода в боковую поверхность основной магистрали.
- Последовательная сварка нескольких заготовок. Перед выполнением работ необходимо зачистить кромки от ржавчины и снять кольцевую фаску.
- При необходимости соединения магистралей разного диаметра используют технологию сварки внахлест. Элемент с меньшими габаритами вставляют в отверстие, а затем заваривают щель пластинами подходящего диаметра. Из-за большого количества швов конструкция не обладает высокой прочностью и устойчивостью к коррозии. Для повышения качества работ применяют переходные втулки, которые приваривают к торцам сопрягаемых труб.
Основные сложности сварки под давлением
Проблемы, возникающие при сварке водопроводных труб без остановки подачи жидкости:
- Подача воды приводит к постоянному отводу тепла из сварочной ванны, что ухудшает адгезию расплава с основным материалом. Быстрое затвердевание ванны не позволяет расплаву заполнить зазор между сопрягаемыми поверхностями.
- Образующийся при нагреве жидкости пар ухудшает видимость рабочей зоны и насыщает расплав пузырьками воздуха. Полученный шов обладает пониженными механической прочностью и устойчивостью к коррозии.
- При ремонте труб, расположенных на расстоянии более 1800-2000 мм от поверхности пола, вода заливает одежду и инструмент, что приводит к утечке напряжения. Из-за его низкого значения удар током не наносит вреда здоровью человека. Стекающая по электроду жидкость препятствует розжигу дуги, которая гаснет из-за естественной дрожи руки сварщика.
Применение электросварки
Для восстановления герметичности стальных водопроводных труб используют инвертор, который подключают к бытовой сети переменного тока. Газовую сварку (ацетилен с кислородом) для сварки магистралей с водой не применяют, поскольку пламя не прогревает металл до требуемой температуры. Помимо инвертора, потребуется подготовить вспомогательные инструменты, выбрать электроды и приобрести защитную экипировку сварщика.
При проведении сварочных работ особое внимание нужно уделить правильной экипировке сварщика.
Как выбрать инструменты
Для проведения работ потребуется:
- сварочный инвертор, рассчитанный на ток силой до 200 А;
- комплект проводов для подключения оборудования к бытовой сети;
- защитная маска со специальным стеклом;
- специальный костюм, выдерживающий воздействие капель расплавленного металла и флюса;
- защитные рукавицы;
- кусок брезента или фанерный экран для защиты предметов интерьера;
- молоток и металлическая щетка для удаления окалины;
- вспомогательная оснастка для фиксации деталей при сварке.
Выбор электродов
Распространенные модели стержней для сварки инвертором:
- Для сварки труб применяют стержни марки УОНИ 13/15, обеспечивающие формирование шва с повышенной ударной вязкостью. Электроды пригодны как для ремонта трещин или свищей, так и для соединения стальных или оцинкованных трубопроводов при сборке системы водоснабжения. Сварщики отмечают легкое прилипание наконечника стержня к сопрягаемым деталям. Для устранения дефекта необходимо увеличить расстояние от поверхности.
- Модель МГМ-50К со специальным покрытием, предотвращающим проникновение паров воды в рабочую зону. Полностью удалить жидкость флюс не может, но позволяет повысить качество сварки. Стержни подходят для соединения труб из углеродистых и низколегированных сталей, не требуют предварительной тщательной зачистки сопрягаемых поверхностей от ржавчины и грязи.
Рекомендуем к прочтению Особенности сварки порошковой проволокой
Таблица настройки сварочного оборудования
При настройке инвертора необходимо выставить силу тока и выбрать тип полярности. Наращивание сварочного тока стабилизирует горение дуги и снижает риск прилипания наконечника инструмента к поверхности трубопровода. Рост тока обеспечивает повышение температуры в рабочей зоне, что позволяет увеличить время нахождения наплавляемого металла в жидкой фазе.
Опытные сварщики выбирают параметр, основываясь на собственных предпочтениях и имеющихся навыках.
В таблице приведены стандартные настройки оборудования, сила тока зависит от положения шва.
| Диаметр стержня, мм | Толщина стенки трубы, мм | Сила тока в цепи, А |
| 2,0 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3,0 | 3-4 | 80-160 |
| 4,0 | 4-6 | 120-200 |
Существуют инверторы, подающие переменный или выпрямленный ток. При использовании переменного напряжения формируется стабильная дуга, выдерживающая воздействие воды. Формируемый шов не отличается высоким качеством. Для предотвращения течи потребуется пройти линию стыка 2-3 раза.
Постоянный ток увеличивает глубину проникновения расплава в стык и повышает прочность соединения. Недостатком является ухудшение качества сварки из-за воздействия жидкости на дуговой разряд.
Обработка кромок
Перед тем, как варить трубы отопления, потребуется обязательная их проверка на наличие сертификатов качества, соответствие ТУ и монтажному проекту. Необходимо тщательно проверить, отличаются ли кромки соединительной арматуры трубопровода по форме и размерам. Если нет, то необходимо достигнуть данных характеристик путем дополнительной мехобработки.
Для этой цели по трубам небольшого диаметра можно пройтись фаскоснимателями, торцевателями, труборезами или шлифовальными машинками. Если диаметр трубного изделия большой, то лучше воспользоваться гидроабразивной резкой, фрезерным устройством или шлифовальной машинкой.
При обязательных захлестах или врезке катушек можно прибегнуть к термическим методам сварки, например:
- воздушно-дуговой резке с последующей шлифовкой изделия на величину не более полмиллиметра;
- газокислородной с дальнейшей обработкой краев абразивом;
- резке и строжке особыми электродами без мехобработки;
- воздушно-плазменной резке с обработкой, не превышающей миллиметр.
Особое внимание необходимо обратить на обязательную очистку труб от мусора перед монтажом и дальнейшую обработку краев и прилегающей плоскости до десяти миллиметров.
Какие еще виды сварки могут применяться
Помимо дуговой сварки стержнями с защитным покрытием, могут использоваться другие виды:
- Полуавтомат с системой подачи инертного газа, защищающего ванну расплава от воздействия атмосферного воздуха. Вместо электрода используется сварочная проволока, которая подается автоматически при нажатии на курок наконечника. Оборудование отличается повышенной ценой и увеличенным весом, но позволяет улучшить качество сварных швов. Для ремонта трубопроводов в домашних условиях используется редко.
- Если у собственника нет инвертора или навыков работы со сварочным оборудованием, то временно заделать повреждение можно с помощью холодной сварки. Пластичная 2-компонентная смесь на эпоксидной основе отличается высокой адгезией к сухим поверхностям. При заделке течи потребуется нанести пасту на бинт, который обматывают вокруг трубы, а затем зажимают хомутом с металлической прижимной пластиной. После полимеризации (время зависит от производителя) течь прекращается.
Виды сварки
Технологический процесс сваривания составляющих трубопроводной арматуры может быть:
- термическим;
- термомеханическим;
- механическим;
- электромеханическим.
В свою очередь, термическая сварка, которая в действительности представляет плавление, классифицируется как:
- лазерная;
- электронно-лучевая дуговая;
- газовая;
- плазменная и т.д.
Благодаря магнитоуправляемой дуге, можно выполнить термомеханическое сваривание. Последнее бывает стыковым контактным.
Преимущества магнитных фиксаторов
В бытовых условиях для удержания заготовок при сварке используют магнитные приспособления (в серийном производстве встречаются регулируемые установки с электромагнитами). Постоянный магнит, расположенный на основании, позволяет зафиксировать детали в требуемом положении. Базовая конструкция представляет собой угольник, обеспечивающий позиционирование труб под углом 90°. Сварщику необходимо соединить элементы несколькими точками, убрать шаблон и проварить стыки.
При сварке в бытовых условиях для удержания заготовок используются специальные магнитные фиксаторы.
Для сборки сложных пространственных конструкций используют фабричные шаблоны MagTab, оборудованные шарниром. Сварщик регулирует положение направляющих с постоянными магнитами, а затем позиционирует детали. Вместо стандартных магнитов можно использовать детали на основе неодимового композита, которые обеспечивают надежную фиксацию элементов.
Не допускается нагрев магнитов, поскольку при повышенной температуре происходит необратимая потеря характеристик.
Описание технологии
При сварке трубопроводов под давлением возможно несколько методик работы:
- заделки отдельных трещин в основном металле или на линии соединения труб;
- доработки некачественно выполненного шва или кольцевой трещины;
- установки вентиля при организации бокового отвода.
Перед началом выполнения сварочных работ необходимо удалить легковоспламеняющиеся предметы. Если убрать мебель невозможно, то следует установить экраны из материала, выдерживающего воздействие раскаленных капель металла.
Рекомендуется подготовить средства пожаротушения (емкость с водой или углекислотный огнетушитель).
Устранение свищей
При нарушении технологии сварки или при нерасчетных механических воздействиях возможно образование отверстия (свища). Возникающая течь воды усложняет процедуру ремонта (напор зависит от давления в магистралях). Дальнейшая эксплуатация системы без заделки отверстия приводит к постепенному затапливанию подвального помещения и разрушению линии стыка потоком воды.
Краткий алгоритм заделки вертикальных повреждений:
- Установить аппарат на сухом участке грунта или на подставке.
- Встать напротив поврежденного участка, а затем расположить электрод под прямым углом к поверхности (для предотвращения стока воды по стержню).
- Возбудить дугу и наложить несколько капель металла на верхнюю кромку поврежденного участка.
- Убрать инструмент и нанести несколько ударов молотком по нагретым каплям, заполняя микротрещины.
- Повторить операцию, постепенно спускаясь вниз по трещине.
- Нарастить боковые кромки разлома, добиваясь прекращения фильтрации воды.
- Снизить сварочный ток и нарастить стенку трубы, перемещая инструмент снизу вверх по зигзагообразной траектории.
- Уплотнить материал ударами молотка с одновременным удалением окалины. Зачистить поверхность металлической щеткой и покрыть слоем краски для защиты от коррозии.
Рекомендуем к прочтению Описание метода радиографической дефектоскопии
Работа со стыками
Если магистраль расположена к поверхности грунта и имеется возможность перекрытия воды, то для заделки трещины используют методику частичной разделки стыка. После отключения напора и частичного слива жидкости необходимо вырезать технологическое отверстие в верхней части трубы. Через канал откачивают остатки влаги или укладывают в магистраль ветошь. Затем заваривают поврежденный участок электродом, пропущенным через отверстие.
Отсутствие воды улучшает горение дуги и заполнение трещины расплавом, поднимая края шва на стенки.
Рекомендуется провести электросварку за несколько проходов, обеспечивая повышенную надежность. Затем сварщик должен убрать посторонние предметы, которые ограничивали поток воды по трубе. На заключительном этапе необходимо проварить шов по ее внешней поверхности и установить крышку, которая закроет технологическое отверстие. Поскольку выполняется несколько швов, то линии должны перекрывать друг друга, а последняя полоса выводится на монолитную поверхность трубы.
Для получения идеального шва необходимо выполнить все технологические условия.
Врезка в водопровод
При сварке водопроводных труб возможна установка отвода под углом 90°:
- Совместить патрубок с шаровым краном с боковой поверхностью водопроводной трубы. Перед сопряжением необходимо обрезать кромки бокового отвода для плотного контакта между магистралями.
- Зачистить поверхность соединяемых деталей от ржавчины или следов старой краски. При наличии теплоизоляционного покрытия необходимо аккуратно срезать защитный слой.
- Аккуратно проварить стык, не допуская прожога боковой стенки трубы.
- Открыть кран и просверлить отверстие в напорной магистрали. Использовать электрический инструмент не рекомендуется из-за риска попадания воды и поражения мастера током.
- После начала течи жидкости быстро вынуть сверло и перекрыть поток вентилем.
- Смонтировать боковой отвод до требуемой точки, а затем открыть кран.
- Убедиться в отсутствии течи воды, при необходимости дополнительно заварить стыки.
- Покрыть поверхности теплоизоляционным материалом или слоем краски для защиты от воздействия внешних факторов.
Устранение свища
Как заварить трубу с водой электросваркой с максимальной степенью надежности? Точная инструкция зависит от характера повреждения. Начнем с того, как устранить свищ в водопроводной трубе, то есть круглое отверстие, из которого сочится жидкость.
В таком случае нужно занять позицию, позволяющую четко наблюдать границы повреждения, а электроды держат перпендикулярно основанию, чтобы минимизировать объемы воды, попадающей на них. Работа ведется сверху вниз, пока отверстие полностью не будет скрыто наплавленным металлом.
Порядок действий выглядит следующим образом:
- металл наплавляется на верхнюю часть свища;
- молотком делается 2 удара сразу после того, как дуга погасла. Это способствует уплотнению материала, исключает порообразование;
- цикл повторяется сверху вниз;
- если имеет место истончение стенок по краям отверстия, они усиливаются по методу, описанному выше;
- когда пар перестает сочиться наружу, стенка трубы усиливается. Ток выставляется минимальный, чтобы исключить сквозное прожигание. Постепенно наплавляется нужный объем материала;
- для повышения прочности сформированный шов простукивается.
На этом видео подробно показано, как заварить свищ в трубе (нижнее положение):
Формирование врезки
Сварка под давлением пара может выполняться и в том случае, если нужна установка вспомогательного канала для его отвода.
Установке врезки должен предшествовать монтаж шарового крана. Это поможет не перекрывать систему полностью, но остановить поступление пара или воды на отдельный ее участок, что упростит дальнейшую работу.
Процесс выглядит следующим образом:
- на определенный участок трубопровода подгоняется патрубок, оснащенный шаровым краном и резьбой соответствующего типа;
- наложенная деталь обваривается, при этом сохраняется изначальная целостность трубопровода;
- кран открывается, сквозь него происходит сверление отверстия в основной трубе;
- сверло вытаскивается, подача воды останавливается перекрытием крана;
- монтируется сгон, оснащенный обмоткой, новая ветка трубопровода замыкается;
- кран открывается.
Уровень давления в системе в данном случае может быть любым. При работе следует придерживаться минимального тока, чтобы исключить повреждение главной магистрали.
При подборе диаметра сверла нужно иметь в виду, что сформированное отверстие должно быть достаточно широким для обеспечения эффективной работы новой ветки трубопровода.
Смотрите видео про врезку в стальную водопроводную трубу под давлением:
Рекомендации мастеров
Советы опытных сварщиков новичкам:
- Перед тем как заварить трубу с водой, необходимо снизить напор жидкости. Если доступ к кранам или насосной станции не предусмотрен, то можно аккуратно забить в отверстие стальной болт или гвоздь подходящего диаметра. Посторонний предмет частично перекрывает сечение, способствуя уменьшению потока жидкости. Затем следует равномерно обварить головку, добиваясь герметизации стыка.
- Некоторые мастера используют при работе гайку, которая приваривается к магистрали и отводит поток жидкости. Необходимо приварить деталь к трубе, а затем ввернуть болт, обмотанный паклей или иным герметизирующим материалом. Методика подходит для отверстий на верхней части трубопроводов и нарушает эстетический облик, но позволяет ускорить процесс ремонта и повышает качество работ.
- Для ускорения заливки разлома металлом используют дополнительный электрод, очищенный от флюса. После возбуждения дуги в ванну расплава вводят присадочный стержень. Дополнительный объем позволяет заполнить разлом за несколько секунд с одновременным испарением влаги с сопрягаемых поверхностей. Альтернативный метод основан на увеличении диаметра основного электрода, но рост силы тока в цепи питания приводит к прогоранию стенок трубопровода.
Сварочные работы встык
Если вы стыкуете изделия из нержавейки, то лучше применить дуговой способ. При сварке трубы с водой, являющейся частью единой магистрали, в 60 процентах случаев специалисты прибегают к автоматическому дуговому варианту под флюсом.
Если по каким-то причинам механический метод недопустим, то сваривание изделий лучше выполнить ручным дуговым. Тогда шов может принимать всевозможные положения в пространстве: быть вертикальным, нижним, потолочным. При механическом либо автоматизированном способе сварки электроды движутся по окружности совмещения. Их скорость достигает 8-20 м/ч, при ручном варианте − 20-60 м/ч.
При наличии газовой защиты можно воспользоваться:
- активными и инертными газами;
- их одновременным смешением.
В данной ситуации электродом может быть как плавящийся, так и неплавящийся инструмент.
К дуговому методу с газовой защитой прибегают, когда арматура водопровода стыкуется в разных положениях.
Если требуется варить трубы системы отопления
Перед тем как варить трубы системы централизованного отопления, рекомендуется обратиться в управляющую компанию с заявлением о необходимости временного отключения подачи воды. В противном случае существует риск разрушения магистралей и травмирования сварщика жидкостью, нагретой до +50°…+60°С.
Поскольку сварка трубопроводов отопления влияет на работоспособность всего общедомового контура, то самостоятельно такие работы (даже с отключением воды) выполнять не следует.
Если владелец квартиры имеет навыки ведения сварочных работ, то ремонт системы отопления производится по описанной выше технологии заделки трещин и свищей. Следует учесть, что чугунные или биметаллические теплообменники заварить в домашних условиях невозможно. В этом случае необходимо вызвать аварийную бригаду, сотрудники которой временно отключат подачу воды и снимут поврежденный радиатор.
Особенности сварки водопроводной трубы
Для прочного надежного соединения необходимо оставлять зазор 1-2 мм, тогда расплавленный металл образует шов с обратным наплывом, края трубы равномерно на молекулярном уровне соединяются между собой. Зазор размером менее 1 мм с таким качеством соединить сложнее. Трубопровод сначала собирают, затем подключают воду. Отдельные элементы системы проверяют специальным оборудованием на надежность опрессовки под повышенным давлением.
Сварку магистральных трубопроводов делают электродуговыми аппаратами. Способ гарантированно выдерживает необходимый срок эксплуатации, если выполнены технологические условия. Диаметры труб менее 50 мм в разводке домов часто делаются газовым оборудованием. В условиях ограниченного пространства и недостатка квалификации исполнителей, обладающих навыками электросварщика, этот способ оказывается предпочтительнее.
При ремонте газовая сварка также применяется чаще. Однако при невозможности отключения подачи воды способ не используется. Температура свариваемого участка не успевает доходить до нужных значений. Вода охлаждает металл, надежного соединения не получится. Единственный вариант, когда пользуются этим методом не отключая магистральную подачу — если выше места протечки имеется внутренняя запорная арматура, позволяющая на этом участке сбросить давление. Если конструкция системы позволит образоваться воздушной пробке, есть шансы качественно сварить место свища.
Принципиальная разница газового и электродугового оборудования заключается в том, что во втором случае нет необходимости прогревать металл. Нужную температуру он набирает за доли секунды.
Опасность представляет горячий пар, выброс которого может привести к ожогам. Не рекомендуется заваривать трубу с горячей водой электросваркой. В случае прорыва последствия могут быть критическими. Работы выполняются в маске, перчатках, спецодежде. Повышенная влажность опасна рисками поражения электрическим током. Выполняя работу необходимо соблюдать технику безопасности при подключении к сети, размещении кабелей.