Wire is one of the most popular types of metal products. It can be steel, copper, titanium, aluminum, zinc, nickel and their alloys. There are both bimetallic and polymetallic wires. It is impossible to imagine electrical engineering without wire - but not only that.
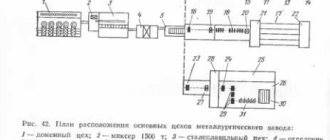
Steel wire is also needed in the production of springs, nails, electrodes, and drills. Although for such purposes it is not even the wire itself that is used, but its semi-finished product - steel wire rod. Let's see how it, and then the wire, is made from solid steel. Actually, wire rod is made in the same way as any other rolled product: the workpiece in the form of a bar (bloom) is heated to a state of “red softness”, and then passed through rollers, which they pull hot metal into wire rod with a cross-section of up to 10 mm. - and then goes to the winding machine, where it is laid in rings.
Responsible Cooling
After this comes the cooling stage of the wire rod. It can be natural (in this case, the wire rod receives the VO marking) and accelerated (UO marking).
Natural cooling produces a softer and more flexible wire rod (and then wire), while accelerated cooling produces a more rigid and elastic one. Industrial fan installations or water flows can speed up the cooling of the wire rod. With the first cooling method, the marking of the wire rod will indicate YO1, and with the second - YO2.
The rapidly cooled wire rod (intended for the production of wire in the future) is cleaned of scale, which should not be more than 18 kilograms per ton on the UO1 wire rod, and no more than 10 kg/t on the UO2 wire rod. Scale is removed either mechanically (then the wire rod is passed through a special descaling machine), or chemically, when the surface of the wire rod is etched with a solution of sulfuric acid with the addition of table salt, trisodium phosphate and other additives.
The chemical method gives a smoother surface, but it is also fraught with the acquisition of the so-called metal. "etching fragility". The mechanical method is safe in this regard, because - but it is less reliable and produces a rough surface.
Characteristics of cored wire
Flux-cored wire is a continuous electrode that consists of a metal sheath and a core. The sheath is cold-woven low-carbon steel tape with a thickness of 0.2 - 0.8 mm. The steel must be ductile to ensure proper formation and drawing of the wire. The core consists of a mixture of ores, ferroalloys, and mineral powders. The production of cored wire lines is a sought-after business as there is a constant demand for the products. The main purpose of flux-cored wire is to support the welding and surfacing process, both manual and automated. The wire is most widely used for welding low-alloy and carbon steels.
Composition of cored wire
Welding material is classified according to its intended purpose:
- for welding at high speed in one pass;
- for pipe welding;
- for welding metal structures;
- general purpose.
Most often, self-shielding wire is produced; its peculiarity is that the core mixture contains deoxidizing and slag-forming additives in equal proportions. Thanks to this composition, there is no need to use external flux and gas when welding.
Nails, bolts and GOST standards
Which method of cleaning wire rod is better? It depends on what they are going to make of it.
For nails, a workpiece with a smooth surface is required, but for the manufacture of fittings, electrodes or bolts, a rough one is also suitable.
In addition, specific defects may form on the surface of the wire rod intended for wire production - burrs or sunsets. Burrs are bulges that will be torn off and “rolled” during further operations (hence the name of another defect - rolls).
The properties of the metal in the wire rod are adversely affected by brewed bubbles - hairs - and “shrinkage cavities”, which occur if the metal was heated too much before rolling and therefore lost some of the carbon that “burned out” during calcination.
To check the quality, the wire rod is subjected to tests, the main one of which is the elasticity test. A quality wire rod can easily withstand a 180-degree bend around a pin that has the same diameter as the wire rod being tested. You can learn more about the requirements for such rolled metal products in GOST 30136–95.
In this GOST, wire rod diameters of 5, 5.5, 6, 6.3, 6.5, 7, 8 and 9 mm are defined as standard and mandatory for all manufacturers. At the request of the customer, metallurgical enterprises can produce wire rod with a cross-section larger than 9 mm, but such orders are quite rare.
Due to technological features, the production of wire rod with a diameter of 8 mm is the cheapest - it is in greatest demand. Adds 8 mm “caliber”. and ease of calculation:
- one meter of wire rod with a diameter of 8 mm. has a mass of about 400 g (395 g to be precise),
— in a ton of such wire rod there will be 2531 meters (that is, 2.5 kilometers “with a small margin”).
These are very convenient numbers - they are easy to remember, you don’t need to look into special tables.
Business concept
Wire is a metal thread or cord. Usually the products have a round cross-section, but on sale you can find different options - square, rectangular, etc. The main materials used in the manufacture of wire are copper, steel, aluminum, zinc, and titanium alloys.
The scope of application of wire is very diverse. It is used for the manufacture of electrical wires, springs, drills, and various electronic devices.
The business idea is related to the opening of an enterprise for the production of galvanized wire. The main buyers of finished products will be individuals, agricultural, industrial enterprises, companies engaged in the manufacture of electronic equipment, etc.
The wire manufacturing process may involve a number of repetitive sequential operations. The number of repetitions is affected by the diameter of the finished product.
At the first stage of production, the metal is heat treated, after which the surface of the material is prepared for drawing. Next, the wire is drawn to the specified dimensions.
The process itself is quite complex and requires a large number of different equipment, the main element of which is furnaces with low-oxidation heating. Scale is removed by keeping the material in acid-base solutions.
Another type of equipment is refrigeration machines, rapidly cooling drums and dies. These are precisely what are used for wire drawing.
Thanks to the use of modern lubricants in the production process, the final products are resistant to corrosion and oxidation.
The required thickness is obtained by applying a zinc coating to the metal surface. To do this, the wire is kept in special solutions.
Modern equipment makes it possible to bypass the classical technology of chemical etching, removing scale using mechanical action, thereby making all stages of work safe for human life and health, and the environment.
Delivery and labeling
The finished wire rod is wound into coils weighing at least 160 kg. Typically, each coil is a continuous piece, which is marked according to the requirements of GOST 7566. A marking is attached to each coil, which indicates the manufacturer, wire rod diameter, grade and grade of steel, and heat number. However, it is allowed to wind two sections of wire rod into one coil - but only if one section does not exceed 10% of the mass of the coil. In this case, the manufacturer must guarantee the weldability of the products and put two marking labels - one for each segment.
According to the technical conditions TU 14-15-254-91, wire rod according to TU is manufactured in 4 classes:
class VK - high-quality wire rod;
class VD - wire rod with high deformation;
class KK-quality wire rod;
class PD - structural wire rod.
Steel wire production technology
Home \ Useful articles \ Steel wire production technology
1. The influence of chemical elements on the quality of raw materials.
The material for steel wire is wire rod. For production, steels smelted in open-hearth and electric furnaces and converters are used.
— the wire rod must have a constant chemical composition and uniform structure along the entire length.
— the cross section must be accurate in shape and size.
1. The influence of individual elements on quality.
Carbon - gives steel increased strength and a certain level of ductility, increases elasticity, wear resistance and endurance under variable loads.
Manganese and silicon deoxidize steel during smelting. They increase the density and uniformity of the metal, strengthen it, make it more elastic, and increase abrasion resistance. Manganese neutralizes the harmful effects of sulfur in steel by forming compounds with it. If silicon is in the form of oxide accumulations, it reduces the ductility of steel.
Sulfur and phosphorus are harmful impurities. They are prone to segregation - capable of accumulating in separate parts. High sulfur content causes red brittleness in steel (brittleness at high temperatures). The content of sulfur and phosphorus in steel is limited to 0.03% each and a total of 0.05%.
Chromium - enters carbon steel, usually from the charge during smelting in furnaces. When patented, chromium has a harmful effect, so its content is limited to 0.1-0.15%.
Nickel - at low levels in carbon steel, does not have a harmful effect and does not delay the patenting process.
Non-metallic inclusions are classified as defects. They degrade mechanical properties.
Nitrogen - causes strain aging, i.e. increases hardness and brittleness over time.
2. Defects and other shortcomings of raw materials (wire rod).
Defects in the wire rod significantly affect the quality of the finished wire.
Burrs and sunsets - a burr (mustache) has the appearance of a convexity stretching along the length of the wire rod. If a burr appeared in the preparatory gauge, then in subsequent transitions it rolls into the sunset.
A wire rod with a burr and a sunset is not suitable for wire production.
Hairlines, uncooked bubbles elongated in the direction of rolling, also reduce the mechanical properties of the metal.
Shrinkage cavities and friability - these defects weaken the cross-section of the wire, lead to breaks, and reduce mechanical properties.
Decarburization occurs when ingots are heated for rolling; the surface is depleted of carbon. Decarburization is very harmful in wire rope rod.
Irregular shape of the wire rod and inaccurate cross-section dimensions (oval) - oval cross-section and deviation of the cross-section from the circle shape leads to uneven deformation of the workpiece during the drawing process. Because of this, the mechanical properties of the wire deteriorate and cracks appear on its surface.
Unsatisfactory structure. In those. The conditions for the wire rod specify the requirements for the microstructure - it should not have traces of shrinkage cavities, friability, carbon segregation, martensitic areas are not allowed.
A satisfactory structure in the wire rod is sorbitol, which is formed as a result of intensive cooling after rolling the wire rod. This structure facilitates wire drawing conditions and reduces the cost of wire production.
Mixing up melts (grades) leads to a sharp deterioration in the quality of wire, disruption of the technological process of wire production, and additional costs for eliminating the current situation when processing wire rod.
For the production of medium-carbon and high-carbon steel wires, steels with a carbon content of 0.5 to 0.85% are used, i.e. brands 50 - 85.
Two-digit numbers in steel grades indicate the average carbon content in hundredths of a percent, for example grade 50 contains 0.47-0.55% carbon.
3. GOST requirements for the composition of wire rod.
Wire rod is used in accordance with GOST 1050-74; GOST 14959-79 for patenting group B11.
According to the technical conditions TU 14-15-254-91, wire rod according to TU is manufactured in 4 classes: class VK - high-quality wire rod; class VD - wire rod with high deformation; class KK-quality wire rod; class PD - structural wire rod.
Difference between TU 14-15-254-91 and GOST 1050-14 and GOST 14954-79: 1. Tolerance according to TU +/- 0.2 mm; tolerance according to GOST +/- 0.3: 0.5 mm 2. Ovality according to GOST no more than 0.5 mm, according to specifications no more than 0.3 mm. 3. According to the technical specifications, the amount of scale is specified - 5 kg/t; according to GOST, scale is not specified. 4. According to the technical conditions, the presence of lamellar perlite of the first grade is not less than 30%; according to GOST, this value is not specified. 5. According to the technical conditions, the depth of the decarbonized layer is specified - 2.5% for VK, VD and PD wire rods and 3% for KK wire rods. The following are also standardized
| According to those conditions | Not standardized according to GOST |
| nitrogen - 0.008% | |
| arsenic - 0.08% | |
| copper - 0.10-0.15% | |
| aluminum - 0.005% | |
| titanium - 0.005% |
Subshrink heterogeneity (liquation) for classes is regulated:
| According to technical conditions | Not standardized according to GOST |
| nitrogen - 0.008% | |
| arsenic - 0.08% | |
| copper-0.10-0.15% | |
| aluminum - 0.005% | |
| titanium - 0.005% |
4. Delivery and storage of wire rod.
Wire rod is supplied in batches; there should be no more than two batches (melts) per car. Each coil of wire rod is marked with the following information: diameter, steel grade, heat number and manufacturer. Wire rod in a warehouse is necessarily stored by the carload, “sausage”, by grade and heat, this condition during further processing significantly affects the quality of work.
Before the wire rod is issued for production, it is checked by the external acceptance quality control department for compliance with its certificate data, after which the quality control department gives permission to launch the wire rod into production.
When processing wire rod, each heat must be produced completely; imperfections in individual heats (tails) further sharply worsen the work and, in some cases, lead to defective wire. When the wire rod is issued for work, the data is recorded in a log and must be obtained with the permission of the external acceptance quality department.
5. Wire rod pickling.
The surface of the wire rod is thoroughly prepared before drawing. Pickling is used to remove scale from the surface of the wire rod. Removing scale before drawing is necessary to reduce friction in the die channel and reduce the drawing force, temperature in the deformation zone and the magnitude of residual stresses in the wire after drawing.
Scale is removed chemically in aqueous solutions of sulfuric acid. For etching, sulfuric acid is used in accordance with GOST 2184-77. Contact grades 92.5 - 94%; tower - 75%.
The etching rate in sulfuric acid is maximum at its concentration of 2.5%. In practice, high concentration acid is not used to avoid severe corrosion of the metal and its saturation with hydrogen, leading to etching brittleness. To avoid etch brittleness during etching, the following etch inhibitors are added to the etching bath:
| a) C-5 inhibitor | TU 14-6-156-78 |
| b) I1V and I2V | TU 38-103339-76 |
| c) lignophosphate | GOST 13-183-83 |
| d) table salt | GOST 13830-84 |
| e) trisodium phosphate | GOST 201-76. |
A foaming agent is also added to the pickling bath to prevent evaporation of the acid into the air in the pickling room.
Etching is carried out in “cage” baths. Before lowering the wire rod into the bath, the coils are freed from the elms so that there is free access for the acid to the coils of the wire rod. The holding time depends on the acid concentration and the thickness (kg/t) of scale on the wire rod.
After the pickling bath, the wire rod is washed with water.
The wire rod is washed with water in cage baths by dipping the coils into the bath. Washing the wire rod is carried out in order to remove residues of acid, scale, as well as sulfuric acid salt and dirt from the metal surface. Washing is carried out in two baths: - the first in hot water; - the second in cold water. After washing, the metal should have a matte color.
Applying a lubricating layer. After pickling and washing, a lubricating layer is applied to the surface of the wire rod. Borax is used as a lubricating layer in accordance with GOST 3429-70. Borax concentration is in the range of 50-70 g/l; t=80 C. Immersion time from 5 to 10 minutes. Processing metal in borax significantly improves drawing conditions, protects the wire from rusting for a long time, and welding conditions improve, since borax is a flux.
Drying the metal is the final operation in metal etching. During the drying process, moisture is removed from the metal surface and etching brittleness is eliminated. Drying is carried out in a bath (tank) with heated circulating air. The quality of the wire rod surface prepared for drawing determines the success of drawing on mills. The wire rod prepared for drawing is transferred to the drawing department on the drawing machines.
6. Wire drawing from wire rod.
Single-shot drawing is when the workpiece is pulled through only one die, completely wound onto the drawing drum and transferred to a reel or removed as a skein.
Multiple drawing - the wire is pulled simultaneously through several dies, drums and dies can be 15 or more. This mainly comes down to the mechanization of wire transfer to subsequent drawing and the possibility of increasing the drawing speed. In addition, productivity increases and labor becomes easier. With repeated drawing, the drawing conditions are improved, for example, the lubrication conditions observed with single drawing during the transfer of wire from one mill to another are not violated.
In the workshop, the wire rod is drawn on drawing mills. Wire rod O 6.5 mm. can extend up to Ø 2.8 mm. depending on the required workpiece according to the technology to the final size on the finished wire with the requirements for mechanical properties.
The tool for drawing is a die, which is a tool with funnel-shaped holes of a certain shape through which the wire being processed is pulled. For the manufacture of dies, hard alloys of the VK-6 grade are used; VK-5.
Factories mainly use double dies. Double dies are two dies mounted in a metal casing, one is pressure, the other is finishing. Twin dies operate in hydrodynamic friction mode, which significantly reduces friction forces in the deformation zone.
During the drawing process, the drawing tool heats up to very high temperatures due to frictional forces, which is why the drawing mills have a water cooling system for the dies.
The lubricant for drawing is soap powder, which is poured into the soap dish where the die is installed. The soap powder is drawn into the deformation zone by the movement of the wire.
7. Patenting of the workpiece.
After drawing a rod or workpiece (wire) to a given size, when this metal has exhausted its plastic properties and further drawing is no longer possible, it is subjected to heat treatment (patenting).
Patenting in the workshop is carried out on broaching units, which include: a) a heating furnace; b) saltpeter bath; c) washing bath - 2 pcs; d) pickling bath; e) drilling bath; f) drying device; d) winding device (24 coils or 16).
Patenting involves heating the workpiece to a temperature of 950-980 and cooling it in a saltpeter bath at a temperature of 450-550 (These temperatures depend on the chemical composition of the metal). Nitrate is used according to GOST 821-77. When leaving the saltpeter bath, the workpiece is washed in hot water, where the remaining salt is removed.
Pickling of the workpiece is carried out in a lingering bath in sulfuric acid according to GOST 2184-79. Pickling is necessary to remove scale formed during the heating of the workpiece in the furnace.
The workpiece is washed after etching in a lingering bath in running water; during the washing process, acid contaminants are removed.
Processing in borax solution. Borax (GOST 8429-77) is applied to the surface as a lubricating layer to improve drawing conditions and increase the durability of the dies. The concentration of borax in the bath should be in the range of 50-70 g/l, bath temperature 80
Drying the workpiece. After drilling, drying is necessary to remove moisture, since the presence of moisture on the workpiece makes drawing difficult and leads to premature failure of the drawing tool (splitting of the dies).
Winding the workpiece onto reels. Winding the workpiece onto reels is the final operation. The workpiece on reels is transported to drawing machines for further drawing into smaller wire sizes.
8. Galvanizing of wire.
Galvanization is carried out according to the following scheme:
a) degreasing the wire in a technical sodium hydroxide solution in accordance with GOST 2263-79;
b) washing in hot water;
c) etching in hydrochloric acid according to TU 6-01-193-80;
d) washing in water;
e) fluxing to improve the adhesion of zinc to metal;
e) galvanizing in a zinc solution at a solution temperature of 420-460? Zinc is used according to GOST 3640-79 grades Ts-0, Ts-1;
g) cooling the wire with water;
h) winding the finished wire onto a reel.
Wire rod in business and production
Wire rod is considered a semi-finished product, but is quite widely used on its own. Steel wire rod serves as a means of fastening when transporting large-sized cargo by rail. It is also used to fasten load-bearing structural elements and reinforce reinforced concrete (the cheapest 8-mm wire rod is very suitable for this). Products with a thickness of 6.5 mm are used to strengthen brickwork, install lightning rods and make cables used in the construction of cable-stayed bridges. However, the main purpose of wire rod is still the role of an intermediate semi-finished product in the production of nails, welding electrodes, winding springs - and, of course, the production of wire.
What metal is used to make wire?
A thin metal thread is made from different types of alloys:
- steel of various grades;
- aluminum;
- nickel;
- copper;
- zinc;
- titanium;
- brass;
- bronze.
Other types of ferrous and non-ferrous metals, including noble ones (gold, platinum), as well as their alloys, can be used.
The physicochemical properties of the wire depend on the characteristics of the metal base. This must be taken into account when choosing wire thread for construction or other activities.
Application of oxygen
Oxygen is heavier than air, it promotes the combustion of gases and vapors at high speed, which releases heat and reaches a high melting point. The interaction of compressed oxygen with fatty oils and lubricants leads to spontaneous ignition and explosion, so work with oxygen cylinders is carried out in clean conditions, without the danger of such contamination. Storage of oxygen-type welding materials is carried out in compliance with fire safety standards.
Oxygen for welding is technical, obtained from the atmosphere. The air is processed in special separation devices, carbon dioxide impurities are removed, and the final product is dried. Liquid oxygen for transportation and storage requires special containers with increased thermal insulation.
Requirements for materials for welding
For any type of welding, materials are used in accordance with strict standards, where acceptance and inspection requirements are clearly defined. All batches used for the production of welding materials in the factory are supplied with a certificate indicating technical indicators: manufacturer's trademark; symbols consisting of letters and numbers indicating the brand and type; serial number of the batch of heat and shift; indicator of the surface condition of the electrode or wire; chemical composition of the alloy indicating the percentage; mechanical characteristics of the resulting weld weld; net weight.
The general requirements for all electrodes are a stable burning arc and a well-formed seam. The metal of the resulting surfacing corresponds to a predetermined chemical composition, the melting of the rod during operation occurs evenly, without splashing or releasing toxic substances. The wire contributes to the production of high-quality welding, slag from the surface of the seam is easily removed, and the coating of the seam is durable. The electrodes retain technical parameters for a long time. Every detail is important to complete the welding process. The use of high-quality materials in the work plays an important role in the process of stable and durable joining of metals.
Specification of individual components of the production line
In Russia, the largest engineering companies are engaged in the production of flux-cored wire lines:
- Vulcan TM;
- TIM-METIZ;
- TM Weltek.
There are also foreign suppliers on the market:
- Atlantic China;
- DEM;
- Bohler.
In general, the line has a standard set of components; the distinctive features of different manufacturers can be the control system, the quality of the material from which the connections are made, maximum power and performance.
The welded wire production line consists of the following units:
- feed mechanism;
- degreasing unit;
- charge supply unit;
- molding machine;
- drawing unit;
- winding mechanism.
The feed unit is equipped with double holder cones, a spool lifting mechanism and a pusher. These devices are driven by a pneumatic drive. Unit weight 1000 kg.
The degreasing unit is equipped with 24 flat nozzles, two pumps, four heaters, and a fan. The maximum belt processing speed is 100 m/min.
The charge supply system includes a container for mixing filler components and a system for transporting it to the molding sections.
Maximum productivity – 150 kg/hour, capacity – 30 l.
The forming section is a tape 0.9 mm thick, 14 mm wide, made of low-carbon steel. It works in the direction from left to right, the drawing speed is 100 m/min.
The drawing section has four guide shafts, a cooling system, and a die. Made from FC 250 steel.
The winding mechanism is equipped with a reel and holder, which are driven by a pneumatic drive. Winding speed – 250 m/min, maximum weight – 1000 kg.
When assembled, the welded wire production line is 15 meters long and 4 meters wide, a height of 4.2 m, and a total weight of up to 14 tons. When preparing a room for placing an automated line, it is necessary to take into account its dimensions, as well as the need for water supply and power supply (three-phase, at least 380 V). Average productivity per year at full load can be 4000 tons of finished wire.