Проволока — один из самых востребованных видов изделий из металла. Она может быть стальной, медной, титановой, из алюминия, цинка, никеля и их сплавов. Бывают и биметаллические и полиметаллические проволоки. Без проволоки невозможно представить себе электротехнику — но не только.
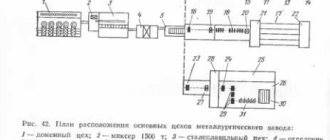
Стальная проволока нужна и при производстве пружин, гвоздей электродов, свёрл. Хотя для таких целей используется даже не сама проволока, а ее полуфабрикат — стальная катанка. Посмотрим, как ее, а потом и проволоку, производят из цельной стали.Собственно, изготавливают катанку так же, как и всякий иной прокат: заготовку в виде бруска (блюма) раскаляют до состояния «красной мягкости», а затем пропускают через вальцы, которые вытягивают горячий металл в катанку с сечением до 10 мм. — и далее поступает на мотальный станок, где и укладывается кольцами.
Ответственное охлаждение
После этого наступает этап охлаждения катанки. Оно может быть естественным (в этом случае катанка получает маркировку ВО) и ускоренное (маркировка УО).
Естественное охлаждение дает более мягкую и пластичную катанку (а затем и проволоку), а ускоренное — более жесткой и упругой. Ускорить охлаждение катанки могут промышленные установки-вентиляторы или потоки воды. При первом способе охлаждения в маркировке катанки будет указываться УО1, а при втором – УО2.
Ускоренно охлажденную катанку (предназначенную для производства проволоки в дальнейшем) зачищают от окалины, которой на катанке УО1 не должно быть более 18 килограмм на тонну, а для катанки УО2 – не более 10 кг/т. Окалина удаляется либо механическим путем (тогда катанка пропускается через специальный станок-окалиноломатель), либо химическим, когда поверхность катанки протравливают раствором серной кислоты с добавлением поваренной соли, тринатрийфосфата и др. добавок.
Химический способ дает более ровную поверхность, но он же чреват приобретением металлом т.н. «травильной хрупкости». Механический способ в этом отношении безопасен, поскольку — но он менее надежен и выдает шероховатую поверхность.
Характеристики порошковой проволоки
Порошковая проволока представляет собой непрерывный электрод, который состоит из металлической оболочки и сердечника. В качестве оболочки служит холоднотканная лента низкоуглеродистой стали толщиной 0,2 – 0,8 мм. Сталь должна быть пластичной это обеспечит правильное формирование и волочение проволоки. Сердечник состоит из смеси руд, ферросплавов, минеральных порошков. Производство линий порошковой проволоки является востребованным бизнесом, поскольку существует постоянный спрос на продукцию. Главным предназначением порошковой проволоки является сопровождение процесса сварки и наплавки как ручной, так и автоматизированной. Наибольшее применение имеет проволока для сварки низколегированных и углеродистых сталей.
Состав порошковой проволоки
Классифицируется сварочный материал по назначению:
- для сварки на высокой скорости в один проход;
- для сварки труб;
- для сварки металлоконструкций;
- общего назначения.
Чаще всего производится самозащитная проволока, ее особенность в составе смеси сердечника – в равных пропорциях деоксидирующие и шлакообразующие присадки. Благодаря такому составу при сварке отпадает необходимость в использовании внешнего флюса и газа.
Гвозди, болты и ГОСТы
Какой же из способов очистки катанки лучше? Это зависит от того, что из нее собираются делать.
Для гвоздей требуется заготовка с гладкой поверхностью, а для изготовления арматуры, электродов или болтов подойдет и шероховатая.
Кроме того, на поверхности катанки, предназначенной для производства проволоки, могут образовываться специфические дефекты — заусенцы либо закаты. Заусенцы — это выпуклости, которые при дальнейших операциях будут сдираться и «закатываться» (отсюда и название другого дефекта — закаты).
Плохо влияют на свойства металла в катанке заварившиеся пузыри – волосовины — и «усадочные раковины», которые возникают, если перед прокаткой металл был нагрет слишком сильно и оттого утратил часть углерода, «выгоревшего» при прокаливании.
Для проверки качества катанку подвергают испытаниям, главным из которых является проверка эластичности. Качественная катанка может спокойно выдерживать изгиб на 180 градусов вокруг штырька, имеющего такой же диаметр, как и у подвергаемой испытанию катанки. Более подробно ознакомиться с требованиями, предъявляемыми к такому металлопрокату, можно в ГОСТе 30136–95.
В этом ГОСТе диаметры катанки в 5, 5,5, 6, 6,3, 6,5, 7, 8 и 9 мм определены как стандартные и обязательные к изготовлению для всех производителей. По желанию заказчика металлургические предприятия могут производить катанку с сечением и больше 9 мм, но такие заказы бывают довольно редко.
В силу технологических особенностей дешевле всего обходится производство катанки диаметром 8 мм – она и пользуется наибольшим спросом. Добавляет «калибру» 8 мм. и удобство расчетов:
-один метр катанки диаметром 8 мм. имеет массу около 400 г. (395 г., если быть точным),
—в тонне такой катанки будет 2531 метр (то есть 2,5 километра «с небольшим запасом»).
Это очень удобные цифры — их легко запомнить, не надо заглядывать в специальные таблицы.
Концепция бизнеса
Проволока – это металлическая нить или шнур. Обычно изделия имеют круглое сечение, но в продаже можно встретить разные варианты – квадратное, прямоугольное или др. Основными материалами, используемыми при изготовлении проволоки, выступают медь, сталь, алюминий, цинк, сплавы титана.
Сфера применения проволоки очень разнообразна. Она используется для изготовления электропроводов, пружин, сверл, разных приборов в электронике.
Идея бизнеса связана с открытием предприятия по производству оцинкованной проволоки. Основными покупателями готовой продукции станут физические лица, сельскохозяйственные, промышленные предприятия, фирмы, занимающиеся изготовлением электронного оборудования и др.
Производственный процесс по изготовлению проволоки может включать ряд повторяющихся последовательных операций. На количество повторений влияет диаметр готового изделия.
На первой стадии производства осуществляют термическую обработку металла, после чего поверхность материала подготавливают к волочению. Далее происходит волочение проволоки до заданных размеров.
Сам процесс довольно сложный, требует наличия большого количества разного оборудования, главным элементом среди которого выступают печи с малоокислительным нагревом. Окалину снимают, выдерживая материал в кислотно-щелочных растворах.
Еще один вид оборудования – холодильные машины, быстро охлаждающие барабаны и волок. Как раз они и используются для волочения проволоки.
Благодаря применению в производственном процессе современных смазочных материалов, конечные изделия устойчивы к коррозии и окислению.
Нужную толщину получают в процессе нанесения цинкового покрытия на поверхность металла. Для этого проволоку выдерживают в специальных растворах.
Современное оборудование позволяет обойти классическую технологию химического травления, удаляя окалину с помощью механического воздействия, тем самым делая все этапы работ безопасными для жизни и здоровья человека, окружающей среды.
Поставка и маркировка
Готовая катанка сматывается в бухты весом не менее 160 кг. Обычно каждая бухта представляет собой сплошной отрезок, который маркируется по требованиям ГОСТ 7566. На каждый моток крепится маркировочная метка, в которой указывается завод-изготовитель, диаметр катанки, сорт и марка стали, номер плавки. Тем не менее, допускается сматывание в одну бухту и двух отрезков катанки – но если только один отрезок не будет больше 10% от массы мотка. При этом производитель должен гарантировать свариваемость изделий и поставить два маркировочных ярлыка – по одному на каждый отрезок.
По техническим условиям ТУ 14-15-254-91 катанка по ТУ изготавливается 4-х классов:
класс ВК — катанка канатная высококачественная;
класс ВД — катанка высокой деформированности;
класс КК-катанка канатная качественная;
класс ПД — катанка конструкционная.
Технология производства стальной проволоки
Главная \ Полезные статьи \ Технология производства стальной проволоки
1.Влияние химических элементов на качество сырья.
Материалом для стальной проволоки является катанка. Для изготовления используют стали,выплавленные в мартеновских и электропечах и конверторах.
— катанка должна иметь постоянный хим. состав и однородную структуру по всей длине.
— поперечное сечение должно быть точным по форме и размерам.
1.Влияние отдельных элементов на качество.
Углерод — придает стали повышенную прочность и определенный уровень пластичности, повышает упругость, износостойкость и выносливость при переменных нагрузках.
Марганец и кремний — раскисляют сталь при выплавке. Они повышают плотность и однородность металла, упрочняют его, делают более упругим, повышают сопротивление истиранию. Марганец нейтрализует вредное действие серы в стали, образуя с ней соединения. Если кремний находится в виде скоплений окислов, то уменьшает пластичность стали.
Сера и фосфор — вредные примеси. Они склонны к ликвации — способны скапливаться в отдельных частях. Повышенное содержание серы вызывает в стали красноломкость (хрупкость при высоких температурах). Содержание серы и фосфора ограничивается в стали до 0,03 % каждого и в сумме до 0,05 %.
Хром — попадает в углеродистую сталь, как правило, из шихты при выплавке в печах. При патентировании хром оказывает вредное действие, поэтому его содержание ограничивается до 0,1-0,15%.
Никель — при небольших содержаниях его в углеродистой стали не оказывает вредного действия, не задерживает процесс патентирования.
Неметаллические включения — относятся к деффектам. Они ухудшают механические свойства.
Азот — вызывает деформационное старение, т.е. повышает твердость, хрупкость с течением времени.
2.Деффекты и другие недостатки сырья(катанки).
Деффекты катанки существенно влияют на качество готовой проволоки.
Заусенцы и закаты — заусенец (ус) имеет вид выпуклости, тянущейся по длине катанки. Если заусенец появился в подготовительном калибре,то в последующих переходах он закатывается в закат.
Катанка с заусенцем и закатом не пригодна для производства проволоки.
Волосовины — вытянувшиеся по направлению прокатки не заварившиеся пузыри, также снижают механические свойства металла.
Усадочные раковины и рыхлость — эти деффекты ослабляют сечение проволоки, приводят их к обрывам, понижают механические свойства.
Обезуглероживание — происходит при нагреве слитков под прокатку, поверхность обедняется углеродом. Обезуглероживание очень вредно в катанке для канатной проволоки.
Неправильная форма катанки и неточные размеры сечения (овал)- овальное сечение и отклонение сечения от формы круга приводит к неравномерной деформации заготовки в процессе волочения. Из-за этого ухудшаются механические свойства проволоки и на ее поверхности возникают трещины.
Неудовлетворительная структура. В тех. условиях на катанку оговариваются требования к микроструктуре — она не должна иметь следов усадочной раковины, рыхлости, ликвации углерода, не допускаются мартенситные участки.
Удовлетворительной структурой в катанке является сорбит, образующийся в результате интенсивного охлаждения после прокатки катанки. Такая структура облегчает условия волочения катанки и удешевляет производство проволоки.
Перепутывание плавок (марок)- приводит к резкому ухудшению качества проволоки,расстройству технологического процесса производства проволоки, дополнительных затрат на ликвидацию создавшегося положения при переработке катанки.
Для производства стальной среднеуглеродистой и высокоуглеродистой проволоки используются стали с содержанием углерода 0,5 до в 0,85%, т.е. марки 50 — 85.
Двухзначные числа в марках стали обозначают среднее содержание углерода в сотых долях процента, например марка 50 содержит углерода 0,47-0,55% С.
3.Требования ГОСТа к составу катанки.
Катанка используется по ГОСТ 1050-74; ГОСТ 14959-79 для патентирования группы В11.
По техническим условиям ТУ 14-15-254-91 катанка по ТУ изготавливается 4-х классов: класс ВК — катанка канатная высококачественная; класс ВД — катанка высокой деформированности; класс КК-катанка канатная качественная; класс ПД — катанка конструкционная.
Отличие ТУ 14-15-254-91 от ГОСТ 1050-14 и ГОСТ 14954-79: 1.Допуск по ТУ +/- 0,2 мм.; допуск по ГОСТ +/- 0,3 : 0,5 мм 2.Овальность по ГОСТ не более 0,5мм, по ТУ не более 0,3 мм. 3.По ТУ оговорено количество окалины — 5 кг/т, по ГОСТ окалина не оговаривается. 4.По техническим условиям оговаривается наличие пластинчатого перлита первого бала не менее 30%, по ГОСТ эта величина не оговаривается. 5.По техническим условиям оговаривается глубина обезуглероженного слоя — 2,5% для катанки ВК, ВД и ПД и 3% для катанки КК. Нормируются также следующие
| По тех. условиям | По ГОСТ не нормируются |
| азот — 0,008 % | |
| мышьяк — 0,08 % | |
| медь — 0,10-0,15% | |
| алюминий — 0,005 % | |
| титан — 0,005 % |
Подусадочная неоднородность (ликвация) для классов регламентирована:
| По тех.условиям | По ГОСТ не нормируются |
| азот — 0,008% | |
| мышьяк — 0,08 % | |
| медь-0,10-0,15 % | |
| алюминий — 0,005% | |
| титан — 0,005 % |
4.Поставка и складирование катанки.
Катанка поставляется партиями, в вагоне должно быть не более двух партий (плавок). Каждый моток катанки маркируется, где указано:диаметр, марка стали, номер плавки и завод-изготовитель. Катанка на складе обязательно складируется повагонно, «колбаской»,по маркам и плавкам, это условие в дальнейшем при переработке существенно сказывается на качестве работы.
Перед выдачей катанки в работу она проверяется ОТК внешней приемки на соответствие ее сертификатным данным, после чего ОТК дает разрешение на запуск катанки в производство.
При переработке катанки должна вырабатываться каждая плавка полностью, недоработка отдельных плавок (хвосты) в дальнейшем резко ухудшают работу и приводят в отдельных случаях к браку изготовленной проволоки. При выдаче катанки в работу данные регистрируются в журнале и обязательно с разрешения ОТК внешней приемки.
5.Травление катанки.
Поверхность катанки перед волочением подвергают тщательной подготовке. Травление применяют для удаления окалины с поверхности катанки. Удаление окалины перед волочением необходимо для уменьшения трения в канале волок и снижения силы волочения, температуры в очаге деформации и величины остаточных напряжений в проволоке после волочения.
Окалину удаляют химическим способом в водных растворах серной кислоты. Для травления применяется серная кислота по ГОСТ 2184-77. Марки контактная 92,5 — 94 %; башенная- 75 %.
Скорость травления в серной кислоте максимальная при ее концентрации 2,5 %. На практике кислоту высокой концентрации не применяют, чтобы избежать сильного разъедания металла и насыщения его водородом, приводящего к возникновению травильной хрупкости. Чтобы избежать травильной хрупкости при травлении, в травильную ванну вводят следующие ингибиторы травления:
| а) ингибитор С-5 | ТУ 14-6-156-78 |
| б) И1В и И2В | ТУ 38-103339-76 |
| в) лигнофосфат | ГОСТ 13-183-83 |
| г) соль поваренная | ГОСТ 13830-84 |
| д) тринатрийфосфат | ГОСТ 201-76. |
В ванну травления также добавляется пенообразователь для предотвращения испарения кислоты в воздух травильного отделения.
Травление производится в «садочных» ваннах. Перед опусканием катанки в ванну бунты освобождают от вязов с тем, чтобы был свободный доступ кислоты к виткам катанки. Время выдержки зависит от концентрации кислоты и наличия толщины (кг/т) окалины на катанке.
После травильной ванны катанку промывают водой.
Промывка катанки водой производится в садочных ваннах путем окунания бунтов в ванну. Промывка катанки производится с целью удалить с поверхности металла остатки кислоты, окалины, а так же сернокислой соли и грязи. Промывку производят в двух ваннах: — первая в горячей воде; — вторая в холодной воде. После промывки металл должен иметь матовый цвет.
Нанесение подсмазочного слоя. После травления и промывки на поверхность катанки наносится подсмазочный слой. В качестве подсмазочного слоя используется бура по ГОСТ 3429-70 Концентрация буры в пределах 50-70 г/л; t=80 C. Время погружения от 5 до 10 мин. Обработка металла в буре заметно улучшает условия волочения, предохраняет проволоку от ржавления в течение длительного времени, улучшаются условия сварки, так как бура является флюсом.
Сушка металла — это заключительная операция при травлении металла. В процессе сушки с поверхности металла удаляется влага, устраняется травильная хрупкость. Сушка производится в ванне (баке) нагретым циркулирующим воздухом. Качество поверхности катанки подготовленной к волочению определяет успех при волочении на станах. Подготовленная к волочению катанка передается в волочильное отделение на волочильные станы.
6.Волочение проволоки из катанки.
Однократное волочение — это когда заготовка протягивается только через одну волоку, полностью наматывается на волочильный барабан и передается на катушку или снимается в виде мотка.
Многократное волочение — проволока протягивается одновременно через несколько волок, барабанов и волок может быть 15 и более. В основном это сводится к механизации передачи проволоки на последующую протяжку и возможности повышения скорости волочения. Кроме того повышается производительность и .облегчается труд. При многократном волочении улучшаются условия волочения, например не нарушаются условия смазки, наблюдаемые при однократном волочении в процессе передачи проволоки с одного стана на другой.
В цехе катанка проходит волочение на волочильных станах. Катанка O 6,5 мм. может протягиваться доO 2,8 мм. в зависимости от требуемой заготовки по технологии до конечного размера на готовой проволоке с требованиями по механическим свойствам.
Инструментом при волочении является волока, представляющая собой инструмент с воронкообразными отверстиями определенной формы, через которое протягивается обрабатываемая .проволока. Для изготовления волок применяют твердые сплавы марки ВК-6; ВК-5.
На заводах в основном применяется сдвоенные волоки. Сдвоенные волоки представляют собой две волоки вмонтированные в металлическую обойму, одна является напорной, другая — чистовой. Сдвоенные волоки работают в режиме гидродинамического трения, что значительно снижает усилия трения в очаге деформации.
В процессе волочения волочильный инструмент от сил трения нагревается до весьма высоких температур, поэтому на волочильных станах имеется система охлаждения волок водой.
Смазкой при волочении является мыльный порошок, который засыпается в мыльницу, где устанавливается волока. Мыльный порошок втягивается в зону деформации с помощью движения проволоки.
7.Патентирование заготовки.
После волочения катанки или заготовки (проволоки) на заданный размер, когда этот металл исчерпал свои пластические свойства и дальнейшее волочение уже невозможно, его подвергают термообработке (патентированию).
Патентирование в цехе производится на протяжных агрегатах, которые в своем составе имеют: а) печь для нагрева; б) селитровую ванну; в) промывочную ванну — 2шт; г) травильную ванну; д) ванну для бурения; е) сушильное устройство; г) намоточное устройство (24 катушки или 16 ).
Патентирование заключается в нагреве заготовки до температуры 950-980 и охлаждение ее в селитровой ванне при температуре 450-550 (Эти температуры зависят от химического состава металла). Селитра используется по ГОСТ 821-77. При выходе из селитровой ванны заготовки подвергается промывке в горячей воде, где удаляются остатки соли.
Травление заготовки осуществляется в протяжной ванне в серной кислоте ГОСТ 2184-79. Травление необходимо для удаления окалины образовавшейся в процессе нагрева заготовки в печи.
Промывка заготовки после травления производится в протяжной ванне в проточной воде, в процессе промывки удаляются кислотные загрязнения.
Обработка в растворе буры. Бура (ГОСТ 8429-77) наносится на поверхность как подсмазочный слой, для улучшения условий волочения, повышения стойкости волок. Концентрация буры в ванне должна быть в пределах 50-70 г./л, температура ванны 80
Сушка заготовки. После бурирования сушка необходима для удаления влаги, так как наличие влаги на заготовке затрудняет волочение, приводит к преждевременному выходу из строя волочильного инструмента (раскол волок).
Намотка заготовки на катушки. Намотка заготовки на катушки является заключительной операцией. Заготовка на катушках транспортируется на волочильные станы для дальнейшего волочения на меньшие размеры проволоки.
8.Оцинкование проволоки.
Оцинкование производится по следующей схеме:
а) обезжиривание проволоки в растворе едкого натрия технического по ГОСТ 2263-79;
б) промывка в горячей воде;
в) травление в соляной кислоте по ТУ 6-01-193-80;
г) промывка в воде;
д) флюсование для улучшения сцепления цинка с металлом;
е) цинкование в растворе цинка при температура раствора 420-460 ? Цинк используется по ГОСТ 3640-79 марки Ц-0, Ц-1;
ж) охлаждение проволоки водой;
з) намотка готовой проволоки на катушку.
Катанка в деле и производстве
Катанка считается полуфабрикатом, но довольно широко используется и сама по себе. Стальная катанка служит средством крепления при перевозке по железной дороге крупногабаритных грузов. Ей же скрепляют несущие элементы конструкций и армируют железобетон (для этого очень хорошо подходит самая дешевая 8-миллиметровая катанка). Продукцию толщиной 6,5 мм используют для упрочения кирпичной кладки, устройства громоотводов и изготовления тросов, применяемых при строительстве вантовых мостов. Однако главное назначение катанки – все-таки роль промежуточного полуфабриката при производстве гвоздей, сварочных электродов, намотки пружин — и, разумеется, производстве проволоки.
Какой металл используют при изготовлении проволоки
Тонкая металлическая нить изготавливается из разных видов сплавов:
- сталь различных марок;
- алюминий;
- никель;
- медь;
- цинк;
- титан;
- латунь;
- бронза.
Могут использоваться и другие виды черных и цветных металлов, в том числе и благородных (золото, платина), а также их сплавы.
Физико-химические свойства проволоки зависят от характеристик металлической основы. Это надо учитывать, выбирая проволочную нить для строительства или для других видов деятельности.
Применение кислорода
Кислород тяжелее воздуха, он способствует сгоранию газов и паров с большой скоростью, при этом выделяется тепло и достигается высокая температура плавления. Взаимодействие сжатого кислорода с жирными маслами и смазочными материалами приводит к самопроизвольному воспламенению и взрыву, поэтому работа с баллонами кислорода ведется в чистых условиях, без опасности подобных загрязнений. Хранение сварочных материалов кислородного типа производится с соблюдением норм пожарной безопасности.
Кислород для сварки бывает технический, получаемый из атмосферы. Воздух обрабатывают в специальных разделительных аппаратах, удаляются углекислые примеси, конечный продукт сушится. Жидкий кислород для перевозки и хранения требует особых емкостей с повышенной теплоизоляцией.
Требования к материалам для сварки
Для любого типа сварки используются материалы в соответствии со строгими стандартами, где четко обозначены требования к приемке и контролю. Все партии, пошедшие на изготовление сварочных материалов в заводских условиях, снабжаются сертификатом с указанием технических показателей: знак товарной принадлежности изготовителя; условные обозначения, состоящие из букв и цифр, показывающих марку и тип; заводской номер партии плавки и смены; показатель поверхностного состояния электрода или проволоки; химический состав сплава с указанием процентного соотношения; механические характеристики получаемого наплавленного шва; вес нетто.
Общими требованиями для всех электродов являются стабильно горящая дуга, хорошо сформированный шов. Металл полученной наплавки соответствует предварительно заданному химическому составу, расплавление стержня при работе идет равномерно, без разбрызгивания и выделения токсических веществ. Проволока способствует производству высококачественной сварки, шлак с поверхности шва удаляется легко, покрытие шва отличается прочностью. Электроды сохраняют технические параметры в течение длительного времени. Для выполнения процесса сварки важна каждая деталь. Применение качественных материалов в работе играет не последнюю роль в процессе стойкого и прочного соединения металлов.
Спецификация отдельных узлов производственной линии
В России производством линий порошковой проволоки занимаются крупнейшие машиностроительные компании:
- Вулкан ТМ;
- ТИМ-МЕТИЗ;
- ТМ Велтек.
На рынке присутствуют также и иностранные поставщики:
- Atlantic Chinna;
- DEM;
- Bohler.
В целом линия имеет стандартный набор узлов, отличительными чертами разных производителей может стать система управления, качество материала, из которого изготовлены узы, максимальная мощность и производительность.
Линия по производству проволоки сварной состоит из следующих узлов:
- механизм подачи;
- узел обезжиривания;
- узел подачи шихты;
- формовочная машина;
- узел волочения;
- намоточный механизм.
Узел подачи оснащен двойными конусами удерживателя, механизмом поднятия катушки и толкателем. Эти устройства приводятся в действие пневматическим приводом. Масса узла 1000кг.
Узел обезжиривания оснащен 24 плоскими форсунками, двумя помпами, четырьмя нагревателями, вентилятором. Максимальная скорость обработки ленты – 100 м/мин.
Система подачи шихты включает в себя емкость для смешивания компонентов наполнителя и системой транспортировки его в формовочные секции.
Максимальная производительность – 150 кг/час, ёмкость – 30 л.
Формовочная секция представляет собой ленту толщиной 0,9 мм, шириной 14 мм, выполненную из малоуглеродистой стали. Работает в направлении –слева направо, скорость протяжки – 100 м/мин.
Секция волочения имеет четыре направляющих вала, систему охлаждения, фильеру. Изготовлена из стали марки FC 250.
Намоточный механизм оснащен катушкой и удерживателем, которые приводятся в действие пневматическим приводом. Скорость намотки – 250 м/мин, максимальный вес – 1000 кг.
В собранном виде линия по производству сварной проволоки занимает 15 метров в длину и 4 в ширину, высота 4,2 м, общая масса – до 14 тонн. При подготовке помещения для размещения автоматизированной линии необходимо учитывать ее габариты, а также необходимость водоснабжения и электропитания (трехфазное, не менее 380 В). Средняя производительность в год при полной загрузке может составить 4000 тонн готовой проволоки.