Increasing construction rates, increasing production capacity, and increasing complexity of technological processes dictate their requirements in the field of metalworking. This is partly due to the demand for productive and economical equipment for cutting metals.
A significant market share is occupied by plasma cutting machines operating in conjunction with computerized CNC. They outperform many analogs due to the ability to process metals up to 100 mm thick (sometimes up to 150), as well as high speed and excellent accuracy.
The professional equipment market offers both Russian-made plasma cutting machines and foreign models. Options are available for automatic or manual cutting, including portable units. But the portal plasma cutting machine shows itself best - a stationary installation with a rack drive and CNC.
So, how does specialized plasma cutting equipment work and what is this unique technology based on?
Structure and principle of operation
The standard plasma cutting machine includes:
- the cutter itself, the so-called plasmatron;
- an air compressor responsible for supplying air at a certain pressure;
- power supply that converts 1- and 3-phase current into direct current.
The main component of a plasma cutting machine is the plasma torch. It is he who is responsible for the quality characteristics of the cut. The plasma torch consists of:
- nozzles where the cutting jet is formed;
- electrode;
- cooler
In addition, there is an extended system of various cables and tubes. All this is designed to connect the head components: compressor, cutter, power supply. Particular attention is paid to the channel through which air is supplied at a given pressure from the compressor to the plasmatron.
The portal plasma cutting machine is distinguished by the presence of a working table of certain dimensions and a rack and pinion drive that ensures backlash-free movement. Such machines are divided according to the type of portal movement. It could be:
- single drive;
- two-wheel drive system;
- servo;
- and even stepper motors.
Additional functionality includes the possibility of bevel cutting and simultaneous cutting with several plasma torches. Gantry machines are considered the most productive and have the best cutting quality, as a result of which they pay off their considerable price in a short time.
Portable, more mobile, plasma cutting equipment consists of a longitudinal frame. There are slats on it where the carriage moves. A plasmatron and a CNC unit are attached to the carriage itself. A sheet of iron is attached to the frame, and then a carriage with a plasma torch, moving, cuts the material. By the way, portable machines effectively cope not only with metal, but also with composites, wood, and polymers.
Children's Encyclopedia
Science knows for sure: the more the steam is heated, the more profitable it is to convert heat into work. If in an ordinary modern power plant the steam temperature is raised to 1000-1500°, its efficiency will automatically increase by one and a half times. But the trouble is that there is no way to do this - such terrible heat will very quickly destroy any turbine.
This means, the scientists reasoned, we must try to do without a turbine entirely. It is necessary to build a generator that would itself convert the energy of a stream of hot gas into electric current!
And they built it. A young, rapidly developing science - magnetohydrodynamics - helped in this. She studies the movement in a magnetic field of liquids that conduct electric current.
This is what was discovered. A conductor liquid placed in a magnetic field is no different in behavior from a solid conductor, such as metal. But we know well what happens in a metal conductor if it is moved between the poles of a magnet: an electric current is induced (or, as they say, induced) in it. This means that a current will appear in a stream of liquid if this stream crosses a magnetic field.
However, it was still not possible to build a generator with a liquid conductor. The liquid jet had to be accelerated to a very high speed, and this requires a huge amount of energy, most of which is lost in the jet itself through turbulence. It was then that the thought arose: shouldn’t we replace the liquid with gas? After all, we have long been able to impart enormous speeds to gas jets - just remember the jet engine. But this thought had to be discarded immediately: not a single gas conducts current!
It seemed like a complete dead end. Solid conductors cannot withstand high temperatures; liquids do not accelerate to high speeds; gases are not conductors at all. But…
We are accustomed to thinking that matter can only exist in three states - solid, liquid and gas. And it turns out that it also happens in a fourth state - plasma. As is now known, the Sun and most stars are made of plasma.
Plasma is a gas, but ionized. Among the molecules there are charged ions, i.e., “fragments” of atoms with broken electron orbits. There are also free electrons. Ions and electrons are carriers of electrical charges.
Plasma is electrically conductive!
But to obtain plasma, it is necessary to heat the gas more intensely. As the temperature rises, the gas molecules move faster and faster, and they often collide violently with each other. There comes a moment when the molecules gradually break down into atoms. But the gas does not conduct current yet. Let's keep heating it up!
The thermometer showed 4000°. The atoms acquired high energy. Their speeds are enormous, and some collisions end “catastrophically”: the electron shells of the atoms are disrupted. This is what we need - now there are ions and electrons in the gas. There is plasma!
Heating gas to 4000° is not an easy task. The best types of coal, oil and natural gases produce much lower combustion temperatures. What should I do?
Relatively recently, scientists have overcome this difficulty. Potassium, a cheap and widespread alkali metal, came to the rescue. It turned out that in the presence of potassium, the ionization of many gases begins much earlier. As soon as you add just one percent of potassium to ordinary flue gases - products of the combustion of coal and oil, ionization in them begins at 3000 ° and even a little lower. There is plasma - you can build a generator.
From the furnace, where hot gases are born, they are diverted into a pipe, where potash - potassium carbonate - is continuously supplied in a thin stream. A weak, but still sufficient ionization occurs. The pipe then smoothly expands to form a nozzle.
The properties of the expanding nozzle are such that when moving through it, the gas gains high speed, losing pressure. The speed of gases escaping from the nozzle can compete with the speeds of modern aircraft - it reaches 3200 km/h.
A hot stream of plasma bursts into the main channel of the generator. Its walls are not made of metal, but of quartz or fire-resistant ceramics. The poles of a strong magnet are connected to the walls outside. Under the influence of a magnetic field, an electromotive force is induced in the plasma, as in any conductor.
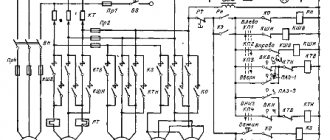
Now we need, as electricians say, to “remove” the current and take it to the consumer. To do this, two electrodes are introduced into the channel - also, of course, non-metallic, most often graphite. If they are closed by an external circuit, then a direct current will appear in the circuit (see figure).
In small plasma generators already built in different countries, the efficiency has reached 50% (the efficiency of a thermal power plant is no more than 35-37%). There is hope to get 65% in the coming years, and then even more. Scientists working on a plasma generator face many problems related to the choice of materials and increasing the life of the generator (current samples only work for minutes).
Plasma cutting sources
The characteristics of the power supply depend on the performance and power of the equipment. Its purpose is to supply a current of a certain strength. The role of the source can be performed by:
- a transformer that makes it possible to work more efficiently with pipes or metal of increased thickness;
- inverter, more suitable for small workshops. The main advantage is economical energy consumption.
A transformer power supply is considered more reliable due to its low susceptibility to voltage surges in the network. Widely used in conjunction with plasma cutting machines and automatic CNC lines. It has a long service life without loss of quality characteristics. The main disadvantages are high energy consumption, large weight and dimensions, which leads to low efficiency. Widely in demand due to the ability to obtain an output current of up to 180 amperes, which allows you to confidently work in the most difficult conditions.
The inverter is much smaller in size and weight, allowing for significant energy savings. However, the maximum possible current of 70 amperes limits the scope of use. In addition, the inverter does not tolerate voltage fluctuations well. Repairs are quite complicated and are usually carried out in service centers.
Which plasma cutting source to choose is something everyone decides for themselves based on specific tasks and requirements. The power source can come complete with the machine, but you can select it separately, provided that it fits the parameters.
Operational advantages of the device
Why do leading large-scale enterprises and professional craftsmen purchase CNC plasma metal cutting machines and abandon laser, waterjet and traditional oxy-fuel technologies? All this thanks to unique operational advantages:
- Plasma on the machine allows you to cut metal perfectly smoothly and accurately, without leaving beads, burrs or other defects at the cut site. The edge after plasma cutting does not require additional processing;
- the cutting zone does not heat up very much, the thermal effect is very small, which prevents deformation of even very thin metal;
- safety at work and minimal level of environmental pollution;
- ability to work with almost any metal (cast iron, aluminum, stainless steel, titanium, etc.). When changing the material for cutting, you just need to set the required power and air pressure; there is no need to change the plasma torch;
- the productivity of plasma units is several times higher than, for example, that of gas-oxygen units;
- insensitivity to the metal surface (it can be dirty, with elements of rust, or even painted);
- expanded capabilities for standardizing technological processes.
The economic component depends on a number of factors, including the thickness and type of metal. The purchase of a machine is justified if there is constant work:
- with aluminum, including alloys based on it (up to 12 cm);
- copper (up to 8 cm);
- alloy and carbon steels (up to 15 cm);
- cast iron (up to 9 cm).
In terms of these tasks, plasma is a leader even in comparison with laser machines. Although it is worth noting that the laser copes better with thin metals and complex shaped cuts. And for particularly thick ones (up to 500 mm), oxygen technology is more suitable. But the laser cuts more slowly and does not cope well with aluminum and stainless steel, and, for example, water-abrasive devices are expensive and cannot work with rusting metals.
All have their advantages and disadvantages. And few production facilities will equip workshops with machines of several types. Those. plasma equipment is the most optimal and universal solution.
For those who decide to buy a CNC plasma cutting machine, price is not the main criterion. And by the way, it is quite large, especially for portal installations (but usually lower than laser ones). Still, the decisive factor for many is the productivity and quality of the cut, on which the payback of the equipment directly depends. Accordingly, taking into account the quality characteristics, productivity and economy, price can also be considered an advantage.
The main differences between plasma cutting equipment
The modern market offers plasma cutting machines for metals, stone and plastics.
Main types of plasma cutters:
- direct functioning devices - cutting occurs using the contact method;
- indirect functioning devices - cutting occurs using a non-contact method.
In devices of the first type, the ignition of an electric arc occurs when the electrode and the part come into contact. The disadvantage is that this device can only cut metal, but not stone or plastic.
Using equipment that belongs to the second type, you can process both metal and stone (plastic, ceramics).
The arc is ignited in the gap between the nozzle and the electrode. Such installations are used for various purposes and are much more popular than previous ones, in which the arc is ignited upon contact.
Plasma cutters used for cutting metal and working using the contact method have standard configurations:
- power supply;
- plasmatron;
- power section consisting of cables;
- gas supply hoses;
- a gas cylinder or compressor equipment that provides the required air flow.
Operating principle of a plasma cutter
The main element of the equipment under consideration is the design of the plasma torch, which differs from a simple welding machine.
Equipment of the plasma torch itself:
- working nozzle;
- electrode;
- an insulating element with high heat resistance.
The main purpose of plasma torches is to convert arc energy into plasma. The gas that is used during metal cutting or the corresponding gas must pass through a cylindrical chamber. It has an electrode that is rigidly fixed.
Plasma torch device
The nozzle from a plasma cutter is capable of providing the required flow speed and movement. All manipulation processes with such cutters are performed:
- using the manual method;
- operators of additional equipment.
A situation often occurs when the cutting operator must hold the cutter at the same level, but this is not so easy to do and the cutting quality is poor. For this, special devices are used, depending on the shape of the workpiece and other factors.
During plasma cutting, the edges of the workpiece are uneven and have beads. This can be avoided by using appropriate attachments, stops or stands. To cut circular holes during manual cutting, special additional tools with holders in the form of a compass are used.
Features of the cutting process
A CNC plasma cutting machine cuts metal using ionized gas, which can be divided into two categories:
- active (i.e. oxygen), ideal for ferrous metals.
- inactive - hydrogen, nitrogen and even water vapor. It is most effective when cutting non-ferrous metal and many alloys (high- and low-carbon, structural, high-alloy, stainless).
More technologically complex complexes use gas mixtures where hydrogen, argon, and helium are combined with oxygen. This eliminates nitriding and oxidation in the cutting area, thereby ensuring higher quality.
Plasma-forming medium is the main characteristic of all cutting machines. It is regulated by the proportion of gases used and the settings of the plasma torch. Changing the plasma-forming medium allows you to change the temperature of the heat flow, its speed, and density. This is done taking into account the material being processed, chemical composition, viscosity, and physical properties. Incorrectly selected parameters lead to the appearance of floats and other defects.
CNC plasma cutting machines for sheet metal operate in several modes:
- Simple (using current, air and nitrogen) does not allow obtaining a large arc length, which limits work with metals more than 10 mm thick.
- Cutting using shielding gas, plasma gas or even water. Such methods protect the cut site from environmental influences.
Cutting can be carried out with an arc or a jet:
The first method implies that the material being cut acts as a conductor and becomes a participant in the electrical circuit. Those. an arc is formed between the electrode and the metal being cut. The gas stream emerging from the plasma torch is combined with the arc. The method is called plasma-arc and is considered the most effective.
When working with a jet, an arc is formed between the electrode and the nozzle; accordingly, the metal is not part of the circuit. A jet of plasma erupts from the plasma torch, which produces cutting. The method is more suitable for materials that are not capable of being conductors.
Direct plasma torch
A plasma arc occurs between the cathode and the conductive material being welded. Its main components are:
- a cathode unit consisting of a tungsten electrode and a gas supply device;
- plasma torch body;
- nozzle (forming tip);
- insulator;
- cooling system (in water-cooled devices);
- handle with start button.
The body of the plasma torch with the nozzle is isolated from the cathode assembly. The cathode electrode is made of a refractory material, predominantly tungsten with additions of oxides of lanthanum, thorium, yttrium or other metals that increase the stability of tungsten at high temperatures and reduce the potential for its exposure to ionized gases.
The arc is excited between the cathode and the positively charged surface of the metal being welded or cut. The positive cable from the welding machine is connected to it. The resulting electric arc causes ionization of the gas, which is supplied to the plasmatron chamber under low pressure from a cylinder or compressor. During ionization, the gas heats up and rapidly increases in volume, which leads to the ejection of a plasma jet from the chamber at high speed.
The plasma-arc jet is formed using a refractory nozzle cooled by water or a gas stream. To facilitate arc ignition, a standby electrode—anode—is mounted in the plasmatron chamber. When the plasma torch is started, it is connected to the network, and an arc occurs inside the chamber between it and the cathode. The resulting plasma jet heats the metal being welded and causes the formation of a more powerful arc between it and the cathode of the plasma torch. After this, the pilot arc dies out, and the welding machine operates on the main one.
Operating principle of the installation
The operation of the machines is based on the unique properties of ionized gas (i.e. plasma) supplied under high pressure. The process can be described step by step as follows:
- An electric arc is ignited in the plasmatron. An arc is formed between the electrode and the metal itself (in other situations - inside the plasma torch, between the electrode and the nozzle);
- The arc is ignited in different ways: using a pulse, a short circuit or a nozzle. In the case of an injector, its effective cooling is necessary;
- gas (or air) with a pressure of 3.5 to 10 atmospheres is supplied to the nozzle from the compressor;
- an electric arc transforms this gas into a jet of plasma.
The nozzle has a design that tapers at the bottom. This allows you to more effectively compress air heated to incredible temperatures. It comes out of the nozzle at breakneck speed. After this, it comes into contact with the metal surface, heating the contact point. The cut site begins to melt, tiny droplets of metal are formed, which in the process are blown away by an air stream.
As a result of this process, the plasma heats up to 5–30 thousand degrees Celsius. This allows you to work with any metals, including refractory alloys.
Selection of devices by cutting speed, power and cutting time
It is recommended to select the nominal operating power of the device, taking into account the thickness and type of metal that will be processed. The gas is selected depending on the metal to be processed. It can be either nitrogen or simple air.
It is important to pay attention to the size of the nozzle, which has different sizes, or rather the diameter of the exit hole. If you choose a machine with a power of about 100 A, you can effectively cut metal with a thickness of about 3 cm. These types of installations are useful in many areas of industry.
If plasma cutting is intended for cutting thicker metal, then the current is selected accordingly to a larger value (within 100–200 A). Such a cutting machine will process metal 5–6 cm thick.
Today, combined type plasma torches are produced that can be connected to both 220V and 380V.
Combined plasmatron
The current value for cutting metal is also adjusted, depending on its thickness.
As for the speed of metal cutting, this value is measured in cm/min. A plasma torch can cut metal 40 mm thick in 3 minutes. There are more powerful devices that do the job in 1 minute.
When choosing a device designed for plasma cutting, it is important to pay attention to the continuous operation time. For example, if the level of continuous operation is 50% (DC), then the time will be about 5 minutes. It will also take 5 minutes to cool down.