What are the categories?
To determine the advantages of a specialty, you should determine what categories welders have according to the directory of professions.
A 1st category welder is more of a student than a master. He is trusted only with simple work of cutting and welding simple products. This rank is given during training at the school.
The 2nd qualification category is assigned to employees who have completed courses or completed their studies and learned to cook in the forward and lower positions.
The 3rd category is also obtained upon graduation from a special school or center. But they have no experience working in an enterprise or in construction.
Welders of the 4th category work with elements and metal structures of higher complexity. A specialist at this level welds in all locations, with the exception of the ceiling. In addition, he already knows how to form sealed lines during pipe connections. The salary of a 4th category welder is higher than that of the workers described above.
The 5th category is assigned to already accomplished craftsmen who are able to carry out work in any spatial location and obtain shaped parts from metal sheets. A high level indicates that the specialist is allowed to weld all types of pipelines. At the same time, he has knowledge of the correct welding of products of any thickness, made from metals and alloys of any grade.
The answer to the question of which category is better – 1 or 3 – is obvious. According to the unified tariff guide, the salary of a more qualified specialist is higher, but there is also more responsibility.
Work instructions for electric and gas welders (6th category)
__________________________ I APPROVED Name of the organization Name of the position of the head of the organization WORKING INSTRUCTIONS __________ ______________ Signature Explanation _________ N ___________ signatures Place of compilation ___________________________ Date ELECTRIC AND GAS WELDERS (6TH DIGIT)
GENERAL PROVISIONS
1. An electric and gas welder is hired and dismissed from work by order of the head of the organization upon the recommendation of ____________________.
2. The electric and gas welder obeys ____________________________.
3. In his activities, the electric gas welder is guided by:
— the charter of the enterprise;
— labor regulations;
— orders and instructions from the head of the organization (direct manager);
- these operating instructions.
4. An electric gas welder must know:
— a variety of titanium alloys, their welding and mechanical properties;
— kinematic diagrams of automatic and semi-automatic machines, basic design of electronic control circuits;
— rules for training robots and working with robotic systems;
— types of corrosion and factors causing it;
— methods of special testing of welded products and the purpose of each of them;
— main types of heat treatment of welded joints;
— basics of weld metallography.
PROFESSIONAL RESPONSIBILITIES
5. The electric gas welder is entrusted with:
5.1. Manual arc, plasma and gas welding of particularly complex devices, parts, assemblies, structures and pipelines made of various steels, cast iron, non-ferrous metals and alloys, designed to operate under dynamic and vibration loads and under high pressure.
5.2. Manual arc and gas-electric welding of building and technological structures operating under dynamic and vibration loads, and structures of complex configuration.
5.3. Automatic welding of various structures from alloyed special steels, titanium and other alloys on specially designed machines, multi-arc, multi-electrode machines and machines equipped with television, photoelectronic and other special devices, on automatic manipulators (robots).
5.4. Mechanized welding of devices, components, pipeline structures, building and technological structures operating under dynamic and vibration loads, when performing welds in the ceiling position and on a vertical plane.
5.5. Welding of experimental structures made of metals and alloys with limited weldability, as well as titanium and titanium alloys.
5.6. Welding of complex structures in block design in all spatial positions of the weld.
Work examples.
1. Beams of working platforms of open-hearth shops, structures of bunkers and unloading platforms of metallurgical enterprises, crane beams for heavy-duty cranes, booms of walking excavators - welding.
2. Span beams for bridge cranes with a lifting capacity of 30 tons and above - welding.
3. Boiler drums with pressure over 4.0 MPa (over 38.7 atm) - welding.
4. Air separation units for oxygen shops - welding of parts made of non-ferrous metals.
5. Gas tanks and tanks for petroleum products with a volume of 5000 cubic meters and more - welding during installation.
6. Main gas and oil product pipelines - welding during installation.
7. Parts and assemblies made of non-ferrous metals operating under pressure over 4.0 MPa (over 38.7 atm) - welding.
8. Spherical and drop-shaped containers and coatings - welding.
9. Vacuum containers, caps, spheres and pipelines - welding.
10. Locks of drill pipes and couplings - double seam welding.
11. Working wheels of gas turbine compressors, steam turbines, powerful blowers - welding of blades and blades.
12. Ammonia synthesis columns - welding.
13. Structures made of light aluminum-magnesium alloys - welding.
14. Design of radio masts, television towers and power line supports - welding during installation.
15. Structures made of low-magnetic steels - welding.
16. Steam turbine boxes - welding and fusing of shells.
17. Stator housings of large turbogenerators with hydrogen and hydrogen-water cooling - welding.
18. Housings of heavy laser engines and presses - welding.
19. Steam boilers - straightening the bottoms, welding critical components with a one-sided butt weld.
20. Feet and rustles of drill bits, drilling steam conductors - welding.
21. Rotor blades and turbine stators - soldering.
22. Oil and gas pipelines - welding to eliminate gaps.
23. Piping of oil and gas wells and peripheral filling wells - welding.
24. Wiring of pulse turbines and boilers - welding.
25. Tanks and structures made of two-layer steel and other bimetals - welding.
26. Reinforcement bars for reinforced concrete structures of split forms - welding.
27. Span structures of metal and reinforced concrete bridges - welding.
28. Pipelines for external gas supply networks of medium and high pressure - welding during installation.
29. Technological pipelines of the 1st and 2nd categories (groups), as well as steam and water pipelines of the 1st and 2nd categories.
RIGHTS
6. An electric gas welder has the right:
6.1. Require periodic training on labor protection.
6.2. Have the necessary instructions, tools, personal protective equipment for work and require the administration to provide them.
6.3. Familiarize yourself with the internal labor regulations and the collective agreement.
6.4. Make proposals for improving work technology.
6.5. _______________________________________________________________. (other rights taking into account the specifics of the organization)
RESPONSIBILITY
7. The electric gas welder is responsible for:
7.1. For failure to perform (improper performance) of one’s work within the limits determined by the current labor legislation of the Republic of Belarus.
7.2. For offenses committed in the course of carrying out their activities - within the limits determined by the current administrative, criminal and civil legislation of the Republic of Belarus.
7.3. For causing material damage - within the limits determined by the current labor, criminal and civil legislation of the Republic of Belarus.
Name of the position of the head of the structural unit _________ _______________________ Signature Explanation of signature Visas I have read the work instructions _________ _______________________ Signature Explanation of signature _______________________ Date
A COMMENT
The work instructions were developed in accordance with the Unified Tariff and Qualification Directory of Work and Professions of Workers (Issue 2, section: Welding work), approved by Resolution of the Ministry of Labor of the Republic of Belarus dated December 28, 2000 N 160.
These instructions are exemplary. It can be used as a basis for developing appropriate employee instructions, taking into account the specifics of the organization’s activities.
How does the change of ranks occur?
For example, if a welder with the 3rd category, working in a large organization, wants to receive the next category, he should contact the qualification commission with an application, and then a date for the corresponding tests will be set. You must pass the exam and receive the required document indicating the assignment of the rank.
In small enterprises, there is no other way to increase the grades of their employees other than sending them to a training center for advanced training courses . In this case, you need to look for a center that deals specifically with assigning a rank, and not issuing a certificate of listening to the course material. The received certificate is provided to the personnel department and accounting department at the place of work. Increasing the rank guarantees that the employee receives a higher salary.
What do you need to know and be able to do?
According to the job description, a 6th grade welder must be able to and know:
- structure of the weld scar;
- methods for correct selection of electrode rods;
- structure and design of devices;
- methods and technologies for manual welding of metals, features of surfacing;
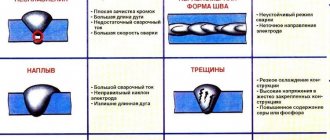
- causes of defects, their types and existing methods of avoidance;
- types of electrode coatings, the difference between them;
- norms and rules of labor protection;
- methods of preparatory work for metals under various conditions;
- types of cutting and selection of modes.
Job description of a welder
___________________
| I APPROVED ______________________ ______________________ ______________________ |
Job description No. __ welder
| _____________ | _____________ |
1. GENERAL PROVISIONS
1.1. This job description defines the duties, rights and responsibilities of a welder.
1.2. A welder belongs to the category of workers.
1.3. The decision on appointment to the position of welder and on dismissal from position is made by __________ upon the recommendation of ________________________________.
1.4. The welder reports to ________________________________.
1.5. The welder in his activities is guided by:
– technical regulations and other guidance materials regulating the performance of the work assigned to him; – the charter of the organization, local regulations, regulatory and administrative documents issued by the head of the organization, orders ________________________________; – this job description.
1.6. During the absence of the welder (vacation, illness, etc.), his duties are performed by a person appointed in the prescribed manner, who acquires the corresponding rights and is responsible for the performance of the duties assigned to him.
2. QUALIFICATION REQUIREMENTS
2.1. A person who has ______________________________ ______________________________________________________________________________ is appointed to the position of welder.
2.2. The welder must know:
2.2.1. When furnace welding of pipes:
– technological process of heating various brands of strips and pipes; – design, principle of operation and rules of technical operation of serviced furnaces, mills, control and measuring instruments; – furnace cooling system; – properties of fuel combustion and methods for reducing its consumption; – causes of welding defects and ways to eliminate them; – requirements of state standards for strips and pipes.
2.2.2. When performing manual welding:
– arrangement of used electric welding machines and welding chambers; – requirements for the weld seam and surfaces after oxygen cutting (planing); – properties and significance of electrode coatings; – main types of inspection of welds; – methods for selecting electrode grades depending on steel grades; – causes of internal stresses and deformations in welded products and measures to prevent them.
2.2.3. When performing thermite welding:
– device and methods for adjusting machines, apparatus, seeders, crushing, dosing and mixing devices during thermite welding; – purpose and methods of using thermite; – rules for warehousing and storage of thermite, thermite mixture and individual components; – brands and grades of materials used; – percentage composition of the thermite mixture; – causes of welding defects and ways to eliminate them; – rules for selecting sieves (by grain or particle size).
2.2.4. When welding on electron beam installations:
– main features and rules for controlling various electron beam welding installations; – basics of metal science and metal welding; – arrangement of instrumentation for monitoring pumping modes, welding, etc.; – methods of regulating modes; – methods of testing welds; – causes of welding defects and ways to eliminate them; – state standards for welded joints.
2.2.5. When welding reinforcing mesh and frames:
– types, classes and grades of steel; – purpose of manufactured meshes and frames and technical requirements for them; – installation of resistance welding machines; – basics of welding technology; – causes of welding defects and ways to eliminate them; – reading drawings of manufactured meshes.
2.2.6. When welding products made of refractory metals:
– arrangement of a power supply circuit with current, hydrogen and cooling water; – purpose and rules for using instrumentation; – the design principle of the hydrogen drying system; – properties and brands of materials used; – causes of welding defects and ways to eliminate them; – welding and annealing modes.
2.2.7. When welding on diffusion welding installations:
– operating principle of the serviced installations; – purpose and rules for controlling heating and blowing systems during welding; – technological process of preparing structures with honeycomb core for diffusion welding; – basic properties of welded materials and types of welded joints; – causes of welding defects and ways to eliminate them; – rules for reading simple drawings.
2.2.8. When welding on resistance (press) welding machines:
– design of contact machines used; – basics of welding technology and technical requirements for welded parts; – causes of welding defects, ways to eliminate them; – methods of quality control of the weld; – rules for reading drawings of welded structures.
2.2.9. When welding garments using HDTV installations:
– methods and techniques for connecting parts and products; – welding modes; – shapes of electrode templates; – rules for installing electrode templates; – properties of the materials used; – causes of welding defects and ways to eliminate them; – operating principle of the serviced installations.
2.2.10. When welding plastics:
– technology of the welding process of films and plastic products; – physical and chemical properties of plastics; – arrangement of serviced equipment and devices; – basics of electrical engineering; – causes of welding defects and ways to eliminate them; – requirements for films and plastic products after welding.
2.2.11. When welding glass products:
– design and operating rules of welding machines and torches of various types; – design and arrangement of devices for welding work; – composition, thermal and mechanical properties of glass of various brands; – technical specifications for glass fittings; – plumbing and electrical engineering to the extent necessary to independently perform repair work; – causes of welding defects and ways to eliminate them; – rules for reading complex drawings.
2.2.12. Basic technological methods of welding and surfacing of parts.
2.2.13. Labor regulations, rules on labor protection, environmental protection, industrial sanitation and fire safety, rules for the use of personal protective equipment and safety.
3. JOB RESPONSIBILITIES
3.1. The welder is obliged to use special clothing and safety devices in his work, and use a protective helmet.
3.2. The welder is obliged to inform the administration about malfunctions of tools, machines and equipment.
3.3. The welder carries out (controls):
3.3.1. When furnace welding of pipes:
– technological process of heating strip in heating furnaces during the production of pipes in continuous furnace welding mills under the guidance of a welder of higher qualifications; – landing the strip in the oven, ensures the correct movement of the strip in the working space of the oven; – replacement of planing pipes; – filling the hearth, cleaning the tapholes and working space of the furnace; – monitoring the good condition of the furnace fittings, evaporation packages, recuperators, gas pipelines (air ducts), the furnace cooling system and instrumentation.
3.3.2. When performing manual welding:
– manual arc and plasma welding of medium complexity parts, assemblies and structures made of carbon steels and simple parts made of structural steels, non-ferrous metals and alloys in all spatial positions of the weld, except for the ceiling; – manual oxygen arc cutting, planing of medium-complexity parts from low-carbon, alloy, special steels, cast iron and non-ferrous metals in various positions; – fusing of worn-out simple tools, parts made of carbon and structural steels.
3.3.3. When performing thermite welding:
– thermite welding of complex structures and parts, railway and tram tracks on specialized installations; – determination of thermite mass for welding; – determination of welding quality; – finishing and checking the path after welding the joint; – weighing individual components and preparing thermite mixture according to recipes; – testing of trial portions of thermite; – adjustment of mechanisms to the required grain size.
3.3.4. When welding on electron beam installations:
– welding of complex parts and assemblies made of chemically active and non-ferrous metals and alloys in various positions; – electron beam welding; – welding of products working under pressure; – welding of metals and alloys in various combinations with a metal thickness exceeding ______; – maintenance of multi-position equipment when working without adjusters; – maintenance of installations with differential pumping of the working chamber and an electron beam gun; – continuous monitoring of the operation of individual equipment components, pumping modes, cooling systems and instrumentation.
3.3.5. When welding reinforcing mesh and frames:
– laying prepared rods into templates (conductors); – feeding templates or jigs with heavy or long meshes under the electrodes and turning over wide meshes for welding the second side; – moving finished meshes into a stack or onto a trolley; – resistance welding on a single-point ______________ machine of simple reinforcing mesh; – welding of simple and medium-complexity embedded parts for reinforced concrete products on contact machines using the contact-relief or electric contact method.
3.3.6. When welding products made of refractory metals:
– welding and annealing of rods and other products made of tungsten, molybdenum and other refractory metals, as well as with additions of rare and radioactive materials on welding machines; – adjustment, minor repairs and cleaning of devices of various designs and brands; – disassembly and assembly of flexible gas and water connections to welding machines; – loading and unloading of devices; – remelting of rods to determine the welding mode; – maintaining the welding mode according to the readings of instrumentation; – regulation of temperature, gas and coolant supply speed.
3.3.7. When welding on diffusion welding installations:
– welding on diffusion-welding vacuum installations of varying complexity of parts made of homogeneous metals and alloys that are not subject to special tests; – welding in special furnaces of structures such as honeycomb panels with filler with an area of ____________; – preparation of structures with a honeycomb core made of titanium foil for diffusion welding in special furnaces; – degreasing, placing honeycomb blocks in containers on nitrided sheets and fixing them with technological compensators.
3.3.8. When welding on resistance (press) welding machines:
– welding on contact and spot machines of parts, assemblies, structures and pipelines made of structural and high-speed steel, non-ferrous metals, alloys, non-metallic materials and tools; – friction welding of parts, shafts, rods with pistons; – cutting of bays, folds, build-ups on complex castings using air-contact cutting installations.
3.3.9. When welding garments using HDTV installations:
– operations for connecting parts and assemblies of products made of thermoplastic materials on high-frequency welding installations using electrode templates in accordance with established technological requirements.
3.3.10. When welding plastics:
– technological process of welding films made of vinyl plastic, plastic compound, copolymers based on polyvinyl chloride and polyamides into a continuous strip with simultaneous winding into rolls on high-frequency welding machines of various designs; – welding of films made of polyethylene, polystyrene, etc. into a continuous strip, as well as welding of large-sized products from these films on resistance welding machines of various designs; – blind embossing of plastic products on high-frequency welding machines; – welding of products of complex configuration from various films and sheets using welding torches; – welding of leather goods made of plastic on welding units with high-frequency currents; – ultrasonic welding of films and sheets of various plastics; – cutting of handles in plastic bags; – trimming the ends of the film at the seam with scissors or a knife; – preparation and installation of welding fixtures.
3.3.11. When welding glass products:
– welding of glass pipes and fittings with a diameter of ____________; – welding of valves and taps of various designs for process pipelines in the flame of gas-air and gas-oxygen burners; – making internal welds; – regulation of welding technological parameters.
3.3.12. Ensures the maintenance of good condition, trouble-free, reliable and efficient operation of serviced devices, electrical installations and equipment.
4. RIGHTS
The welder has the right:
4.1. Require the creation of normal conditions for the performance of job duties provided for in these instructions. Including the provision of the necessary equipment, inventory, personal protective equipment, benefits and compensation for work in working conditions that deviate from normal ones.
4.2. Get acquainted with the decisions of the organization’s management regarding its activities.
4.3. Make proposals for improving work related to the responsibilities provided for in these instructions.
4.4. Request through your immediate supervisor information and documents necessary to perform your job duties.
4.5. Improve your professional qualifications.
5. RESPONSIBILITY
The welder is responsible:
5.1. For improper performance or failure to fulfill one’s job duties as provided for in this job description - within the limits determined by the current labor legislation of the Russian Federation.
5.2. For offenses committed in the course of carrying out their activities - within the limits determined by the current administrative, criminal and civil legislation of the Russian Federation.
5.3. For causing material damage - within the limits determined by the current labor and civil legislation of the Russian Federation.
5.4. For violation of labor regulations, fire safety and safety regulations established in the organization.
The job description has been developed in accordance with ______________________________.
AGREED:
| _______________________ | _______________________ | _______________________ |
__________
| _______________________ | _______________________ | _______________________ |
__________
I have read these instructions.
I received one copy in my hands and undertake to keep it at my workplace.
| Welder | _______________________ | _______________________ |
__________
What education and experience should you have?
Electric welders of the 6th category must have the following knowledge and skills:
- available technologies for melting metal, physics and chemistry, electrical engineering (at the level of a qualified electrician);
- properties of various gases used for protection against oxidation (for gas welders);
- knowledge of the principles of operation of the equipment and devices used, have experience in their use;
- mastering instructions for safe work performance;
- have excellent vision and physical fitness;
- dexterity and flexibility;
- perseverance;
- hard work.
Compliance with industrial sanitation and labor protection requirements also plays a huge role.
JOB DESCRIPTION
electric gas welder (6th category)
1. General Provisions
1.1. This job description defines the functional, job responsibilities, rights and responsibilities of an electric and gas welder (6th category) of the “New Technologies” division (hereinafter referred to as Electric and Gas Welder (6th category)) Self-regulatory organization Non-profit Partnership “National Welding Control Agency” (SRO NP “NAKS” ") (hereinafter referred to as the Establishment).
1.2. A person who meets the following education and training requirements is appointed to the position of electric and gas welder (6th category):
- Fundamentals of Economics;
- Basic provisions of labor legislation;
- Nomenclature, rules of operation and storage of hand and mechanized tools, equipment, devices and equipment;
- Requirements of regulatory, design, production, technological and technical documentation for welded and welding materials, conditions for their storage and launch into production, for the quality of welded joints;
- Instructions for labor protection, industrial sanitation and fire safety; rules for the production and acceptance of welding work;
- Labor organization measures;
- Requirements for regulatory, design, production, technological and technical documentation for manufactured welded products;
- Norms, forms and procedures for remuneration used in the team;
- The procedure for handling regulatory, design, production, technological and technical documentation;
- Necessary knowledge provided for by labor functions at 3 or 4 qualification levels of this professional standard;
- Vocational training under programs of vocational training, retraining, advanced training in the professions of workers and positions of employees, as a rule, in the area corresponding to the focus (profile) in welding production3;
with practical work experience:
- Analyze the readiness of the team workers to improve their qualification level;
- Identify cases where violation of labor safety rules may pose a threat to the health or life of team workers;
- Develop current, long-term work plans for the welding team;
- Possess the necessary skills provided for by labor functions at 3 or 4 qualification levels of this professional standard;
- Availability of a professional category in accordance with ETKS: gas welder (6th category), electric and gas welder (6th category), electric manual welder (6th category); electric welder on automatic and semi-automatic machines (6th category), plastics welder (4th category), thermite welder (5th category);
- Availability of the third qualification level in the following professions: thermite welder; welder of polymer materials;;
- Availability of the fourth qualification level in the following professions: gas welder; welder of manual arc welding with a consumable coated electrode; welder of partially mechanized fusion welding; welder of manual arc welding with a non-consumable electrode in shielding gas; manual plasma welder;;
- Set a personal example in performing work in the field of welding production;
1.3. An electric gas welder (6th category) must know:
- Norms, forms and procedures for remuneration used in the team;
- Requirements of regulatory, design, production, technological and technical documentation for welded and welding materials, conditions for their storage and launch into production, for the quality of welded joints;
- Requirements for regulatory, design, production, technological and technical documentation for manufactured welded products;
- Fundamentals of Economics;
- Labor organization measures;
- Necessary knowledge provided for by labor functions at 3 or 4 qualification levels of this professional standard;
- The procedure for handling regulatory, design, production, technological and technical documentation;
- Nomenclature, rules of operation and storage of hand and mechanized tools, equipment, devices and equipment;
- Instructions for labor protection, industrial sanitation and fire safety; rules for the production and acceptance of welding work;
- Basic provisions of labor legislation;
- Vocational training under programs of vocational training, retraining, advanced training in the professions of workers and positions of employees, as a rule, in the area corresponding to the focus (profile) in welding production3;
1.4. An electric gas welder (6th category) must be able to:
- Availability of a professional category in accordance with ETKS: gas welder (6th category), electric and gas welder (6th category), electric manual welder (6th category); electric welder on automatic and semi-automatic machines (6th category), plastics welder (4th category), thermite welder (5th category);
- Availability of the third qualification level in the following professions: thermite welder; welder of polymer materials;;
- Availability of the fourth qualification level in the following professions: gas welder; welder of manual arc welding with a consumable coated electrode; welder of partially mechanized fusion welding; welder of manual arc welding with a non-consumable electrode in shielding gas; manual plasma welder;;
- Develop current, long-term work plans for the welding team;
- Set a personal example in performing work in the field of welding production;
- Possess the necessary skills provided for by labor functions at 3 or 4 qualification levels of this professional standard;
- Analyze the readiness of the team workers to improve their qualification level;
- Identify cases where violation of labor safety rules may pose a threat to the health or life of team workers;
1.5. An electric and gas welder (6th category) is appointed to a position and dismissed from a position by order of the President of the SRO NP “NAKS” of the Institution in accordance with the current legislation of the Russian Federation.
1.6. Electric and gas welder (6th category) reports to the President of the SRO Research and Production Association “NAKS” of the Institution and the head of the “New Technologies” division
2. Labor functions
- 2.1. Leading a team of welders.
3. Job responsibilities
- 3.1. Ensuring that the brigade workers comply with labor protection and fire safety requirements and industrial sanitation.
- 3.2. Ensuring working conditions for team workers in accordance with the requirements of safety regulations.
- 3.3. Implementation of measures to prevent defects and improve the quality of manufactured welded products.
- 3.4. Preparation of proposals for the development of new and improvement of existing technological processes of welding production.
- 3.5. Monitoring compliance with technological processes of welding production, promptly identifying and eliminating the causes of their violation.
- 3.6. Ensure proper operation of welding and auxiliary equipment and adherence to repair schedules.
- 3.7. Application of social pressure measures on brigade workers for failure to comply with internal labor regulations.
- 3.8. Leading a team of welders.
- 3.9. Suspension of work in cases where violation of labor safety rules may entail a threat to the health or life of workers, with immediate notification of this to the foreman (work performer), and in his absence to another manager.
- 3.10. Necessary measures to correct defects in welded structures.
- 3.11. Carrying out measures to increase labor productivity, rational use of materials, reduce the labor intensity of manufacturing welded structures based on the full load of equipment and the use of its technical capabilities.
- 3.12. Labor actions provided for by labor functions at 3 or 4 qualification levels of this professional standard.
- 3.13. Necessary instructions for the performance of welding work by the brigade workers, which are mandatory for them.
- 3.14. Establishment and timely delivery of production tasks to the welding team in accordance with approved production plans and schedules, ensuring and monitoring their implementation.
- 3.15. Ensuring that the team complies with the requirements of design, production, technological and regulatory documentation, equipment operating instructions.
- 3.16. Taking the necessary measures to prevent and eliminate downtime, equipment breakdowns, and accidents.
- 3.17. Checking the provision of workplaces with materials, tools, devices, and technical documentation.
- 3.18. Ensuring that the team's workers comply with the environmental safety of welding work.
- 3.19. Ensuring the production of welded products on time, of the required quality, of a certain range and in a given volume.
- 3.20. Ensuring that the welding team fulfills planned tasks and ensures uniform (rhythmic) work.
- 3.21. Providing the foreman (work manager) with information about the possibility of increasing the qualification level of the team’s workers.
- 3.22 Additionally:
- This labor function applies to managing a team of welders of the 2nd, 3rd and 4th qualification levels according to the professional standard “Welder” of labor functions provided for by codes “A”, “B” and “C” of this professional standard;
- Mandatory presence of one of the following certificates or ranks in the profession provided for by the ETKS: certificate of the fourth qualification level in the professions: gas welder; welder of manual arc welding with a consumable coated electrode; welder of partially mechanized fusion welding; welder of manual arc welding with a non-consumable electrode in shielding gas; manual plasma welder; third qualification level certificate for professions: thermite welding welder; welder of polymer materials; category by profession provided for by the ETKS: gas welder (6th category); electric and gas welder (6th category); manual electric welder (6th category); electric welder on automatic and semi-automatic machines (6th category); plastic welder (4th category); thermite welder (5th category);
- Name of the qualification certificate issued for this job function: welder-foreman, 4th qualification level;
- Training a team of welders to effectively and efficiently perform work using a specific welding method;
- Recommended job title: welder - foreman;
Change job functions
4. Rights
An electric gas welder (6th category) has the right:
4.1. Request and receive the necessary information, as well as materials and documents related to the activities of an electric and gas welder (6th category).
4.2. Improve your qualifications, undergo retraining (retraining).
4.3. Enter into relationships with departments of third-party institutions and organizations to resolve issues within the competence of an electric and gas welder (6th category).
4.4. Take part in the discussion of issues included in his functional responsibilities.
4.5. Make suggestions and comments on how to improve activities in the assigned area of work.
4.6. Contact the relevant local government bodies or the court to resolve disputes arising during the performance of functional duties.
4.7. Use information materials and regulatory documents necessary to perform your job duties.
4.8. Pass certification in the prescribed manner.
5. Responsibility
An electric gas welder (6th category) is responsible for:
5.1. Failure to perform (improper performance) of one’s functional duties.
5.2. Failure to comply with the orders and instructions of the President of the SRO NP "NAX" Institution.
5.3. Inaccurate information about the status of fulfillment of assigned tasks and instructions, violation of deadlines for their execution.
5.4. Violation of internal labor regulations, fire safety and safety rules established in the Institution.
5.5. Causing material damage within the limits established by the current legislation of the Russian Federation.
5.6. Disclosure of information that has become known in connection with the performance of official duties.
For the above violations, an electric and gas welder (6th category) may be subject to disciplinary, material, administrative, civil and criminal liability in accordance with current legislation, depending on the severity of the offense.
This job description has been developed in accordance with the provisions (requirements) of the Labor Code of the Russian Federation dated December 30, 2001 No. 197 FZ (Labor Code of the Russian Federation) (with amendments and additions), the professional standard “Welder” approved by order of the Ministry of Labor and Social Protection of the Russian Federation from November 28, 2013 No. 701n and other regulations governing labor relations.
Share the job description on social networks:
Responsibilities
A 6th category welder performs the following duties:
- repair of light and heavy equipment, know the nuances of drivers’ work;
- welding of certain elements and parts of automobiles;
- welding of sealed tanks - boilers, pipes and other pressure vessels;
- fusing of holes;
- production of curved elements from sheet steel;
- fusing onto worn parts of parts and elements;
- welding repair of all types of engines;
- performing non-standard work, including experimental work;
- assembly according to the sample or instructions of metal structures.
Salary level
Like representatives of other professions, welders have their own remuneration system, regulated at the legislative level. This is highly skilled work that is harmful to health, therefore, when calculating payment, harmfulness and difficult conditions are taken into account . Damage to health is calculated and compensated by legislative acts.
It is logical that the fee for the work of specialists is determined by the region where the master is located. When a master is sent to another region to work on a shift or on a short-term business trip, he will also receive additional travel allowances.
It is also necessary to take into account the welding method, because the qualifications of a manual welding specialist must be improved in order to engage in argon arc welding. After training, the master receives documents of the established form, without which, permission to perform work will not be obtained.
Despite the nuances and differences, it is possible to find out the approximate average salary by considering large organizations that provide vacancies for the position of welder . One of the criteria by which salaries are calculated is the rank on which the minimum hourly wage depends. Payments made at our own rates are also paid depending on its volume, percentage of completion of the norm, and complexity.
Andrey Stepanov, electric and gas welder, 18 years of work experience: “The salary that the craftsmen receive plays a significant role in the popularity of the welding profession. But there will always be work for welders with small discharges. Organizations even apply for unqualified personnel, since some managers prefer to “grow” specialists for the enterprise themselves.”
Occupational Safety and Health
General situation.
A manual electric welder of the 6th category belongs to the category of workers. A person with a higher professional education in the relevant profile and work experience in the profession ______________ is appointed to the position of electric welder of manual welding of the 6th category.
An electric welder of manual welding of the 6th category is appointed and dismissed in accordance with the procedure established by the current labor legislation by order of the head of the organization. Electric welder of manual welding of the 6th category reports directly
During the period of temporary absence of an electric welder of manual welding of the 6th category, his
responsibilities are assigned to
A manual welder of the 6th category must know: labor protection and fire safety rules; internal labor regulations; rules for using personal protective equipment; requirements for the quality of work performed; types of defects and ways to prevent and eliminate them; requirements for the rational organization of labor in the workplace; design of the equipment being serviced; types of titanium alloys, their welding and mechanical properties; types of corrosion and factors causing it; methods of special testing of welded products and the purpose of each of them; diagrams of pumping systems of chambers with controlled atmosphere; main types of heat treatment of welded joints; basics of weld metallography;
Job responsibilities.
Manual arc and plasma welding of complex devices, components, structures and pipelines made of various steels, non-ferrous metals and alloys. Manual arc and gas-electric welding of complex building and technological structures operating under dynamic and vibration loads, and structures of complex configuration. Welding of experimental structures made of metals and alloys with limited weldability, as well as titanium and titanium alloys. Welding of complex structures in block design in all spatial positions of the weld. Examples of work: Beams of working platforms of open-hearth shops, structures of bunkers and unloading platforms of metallurgical enterprises, crane beams for heavy-duty cranes, booms of walking excavators - welding. Span beams for overhead cranes with a lifting capacity of 30 tons and above - welding. Boiler drums with pressure over 4.0 MPa (38.7 atm.) - welding. Gas tanks and tanks for petroleum products with a volume of 5000 cubic meters and more - welding during installation. Main gas and oil product pipelines - welding during installation. Vacuum and cryogenic containers, caps, spheres and pipelines - welding. Spherical and drop-shaped containers and coatings - welding. Drill pipe joints and couplings are double seam welded. Working wheels of gas turbine compressors, steam turbines, powerful blowers - welding of blades and blades. Ammonia synthesis columns - welding. Structures of radio masts, television towers and power line supports - welding during installation. Steam turbine boxes - welding and fusing of shells. Stator housings of large turbogenerators with hydrogen and hydrogen-water cooling are welded. Housings of heavy diesel engines and presses are welded. Marine steam boilers - welding of bottoms, welding of critical components with a one-sided butt weld. Structures made of light aluminum-magnesium alloys - welding. Paws and rustles of drill bits, drilling steam conduits - welding. Oil and gas pipelines - welding to eliminate gaps. Pipeline piping of oil and gas wells and edge flooding wells - welding. Tanks and structures made of two-layer steel and other bimetals - welding. Reinforcement bars of reinforced concrete structures in split forms - welding using the hot tub welding method. Span structures of metal and reinforced concrete bridges - welding. Pipe elements of steam boilers with pressure over 4.0 MPa (38.7 atm.) - welding. Pressure pipelines; spiral chambers and impeller chambers of hydroelectric power plant turbines - welding. Pipelines for external gas supply networks of medium and high pressure - welding during installation. Technological pipelines of categories I and II (groups), steam and water pipelines of categories I and II - welding. Electric arc welding: Heat exchangers and other vessels made of special steels under test pressure over 20.0 MPa (over 200 kgf/sq.cm) - welding. PC brackets - welding to the casing. Necks made of alloy steels are welded with a hermetically sealed seam under pressure over 4.0 MPa (over 40 kgf/sq.cm). Doors and entrance hatch collars with bulkhead panels are welded. Buffer tanks for air pressure of 40.0 MPa (400 kgf/sq.cm) - welding. Plugs for hydraulic testing of the block - welding. Collectors, chambers, pipes, cylinders, tanks, tanks made of carbon and low-alloy steels under pressure over 4.0 MPa (over 40 kgf/sq.cm) - welding. Cable boxes - welding under pressure testing over 4.0 MPa (over 40 kgf/sq.cm). Flap and pipe housings TA - welding to the main body, item 21. Special purpose tank bodies (bottom sheets, transverse bulkheads, roof) - welding. Support columns of floating drilling rigs - welding during installation. Structures made of high-strength special steels - welding of installation joints OK in vertical and ceiling positions. Hull structures and assemblies, 100% of the welds of which are subjected to ultrasonic or gammagraphic control - welding. Removable body sheets made of high-strength steel - welded after hydraulic tests. Interhull transitions, coaming platforms, TA and stern tubes - welding and straightening. Mortars, necks, fillets, chairs, glasses and others - welding and sealing. Butts, traverses, beams of span cranes with a lifting capacity of over 30 tons - welding. Sheathing OK, PR - welding of joints and grooves. Sheathing of external durable tanks and enclosures - welding and sealing. Sheathing and frames of rescue devices, as well as coamings welded into them, rod devices - welding and welding. Sheathing and frames of containers - welding. Sheathing of internal durable tanks, recesses, partitions and sheets of impenetrable bulkheads (stringers) - welding together and welding. Other capsules, chambers, nacelles, etc., operating at full outboard pressure - welding. Shelf panels and a set of end strong bulkheads - welding and welding. Fabrics and a set of inter-hull connections OK and equal-strength structures - welding and welding to OK. Sheets and sets of spacer platforms and watertight bulkheads - welding and welding. The walls and stiffeners of the PTU frame, the foundations of the main mechanisms are welded and sealed. Removable sheets and seals of the main body art. 21 - welding. The ends of the set of end bulkheads, external and internal tanks are welded to the OK and PTs casing. Main and auxiliary steam pipelines - welding of fittings and branches under pressure over 4.0 MPa (over 40 kgf/sq.cm). Boiler pipes under test pressure over 4.0 MPa (over 40 kgf/sq.cm), fixed joints under durable pressure over 2.5 MPa (over 25 kgf/sq.cm) - welding. Pipelines - welding in hard-to-reach places with quality control of welds by radiography. High-pressure pipelines with a working pressure of 40.0 MPa (400 kgf/sq.cm) and higher on floating drilling rigs - welding. Bimetallic pipes under pressure over 20.0 MPa (over 200 kgf/sq.cm) - straightening of flanges and welding. Welded seams - welding in hard-to-reach places using a mirror. Welding in shielding gases: Heat exchangers made of aluminum and copper alloys under hydraulic pressure over 4.0 MPa (over 40 kgf/sq.cm) - welding. Fittings made of tin bronze and silicon brass - welding of defects under pressure over 4.0 MPa (over 40 kgf/sq.cm). Cylinders made of titanium alloys and corrosion-resistant steels under pressure over 4.0 MPa (over 40 kgf/sq.cm) - welding. Portholes made of special alloys and steels under pressure over 20.0 MPa (over 200 kgf/sq.cm) - preliminary welding and welding into the body. Caps, shells, housings, covers, pipes made of non-ferrous metals - welding under pressure testing over 4.0 MPa (over 40 kgf/sq.cm). Structures made of alloys and corrosion-resistant steels operating under pressure over 20.0 MPa (over 200 kgf/sq.cm) - welding. Special structures made of corrosion-resistant steels up to 2 mm thick, subjected to X-ray gammagraphy, hydro- and pneumatic tests under pressure over 5.0 MPa (over 50 kgf/sq.cm) - welding. Containers, housings made of corrosion-resistant steels - welding under pressure testing over 5.0 MPa (over 50 kgf/sq.cm). Pipes made of corrosion-resistant steel - welding of fixed joints. Joints of pipes made of copper-nickel, copper, aluminum, titanium alloys, corrosion-resistant steels in systems with pressure over 4.0 MPa (over 40 kgf/sq.cm) - welding, welding of fittings. Joints of mounting housings made of special steels and alloys - welding in hard-to-reach places. Pipelines made of corrosion-resistant steels under pressure over 5.0 MPa (over 50 kgf/sq.cm) - welding in hard-to-reach places using a mirror.
Copper water desalination plants - welding under pressure 0.6 MPa (6 kgf/sq.cm).
Rights.
A manual welder of the 6th category has the right to: Report to management about all identified deficiencies within his competence. Make proposals for improving work related to the responsibilities provided for in this job description. Require management to create the necessary conditions for the performance of job duties. Get acquainted with draft decisions of the organization’s management relating to its activities. Request from managers and specialists of the organization information and documents necessary to perform job duties. Involve specialists from other departments in solving the tasks assigned to him.
Responsibility.
An electric welder of manual welding of the 6th category is responsible: for the quality and timeliness of fulfillment of the duties assigned to him by this job description; for compliance with the internal labor regulations of the organization; for compliance with labor protection and fire safety instructions; for improper performance or failure to fulfill their job duties as provided for in this job description - within the limits determined by the labor legislation of the Russian Federation; for offenses committed in the course of carrying out their activities - within the limits determined by the current administrative, criminal and civil legislation of the Russian Federation; for causing material damage - within the limits determined by the current labor and civil legislation of the Russian Federation.