The strength of elements in particularly critical steel structures largely depends on the condition of the nodes. The surface of the parts plays an important role. To give it the necessary hardness, durability or viscosity, heat treatment operations are carried out. The surface of parts is hardened using various methods. One of them is hardening with high frequency currents, that is, HDTV. It is one of the most common and very productive methods during large-scale production of various structural elements.
Such heat treatment is applied both to entire parts and to individual sections. In this case, the goal is to achieve certain levels of strength, thereby increasing service life and performance.
The technology is used to strengthen components of technological equipment and transport, as well as for hardening various tools.
Equipment for performing induction hardening (HFC)
Induction hardening requires special technological equipment, which includes three main components: a power source - a high-frequency current generator, an inductor and a device for moving parts in the machine.
High-frequency current generators are electrical machines that differ in the physical principles of the formation of electric current in them.
- Electronic devices operating on the principle of vacuum tubes that convert direct current into alternating current of high frequency - tube generators.
- Electrical machine devices operating on the principle of inducing electric current in a conductor moving in a magnetic field, converting three-phase industrial frequency current into alternating current of high frequency - machine generators.
- Semiconductor devices operating on the principle of thyristor devices that convert direct current into alternating current of high frequency - thyristor converters (static generators).
Generators of all types differ in frequency and power of generated current
Types of generators Power, kW Frequency, kHz Efficiency
Lamp 10 – 160 70 – 400 0.5 – 0.7
Machine 50 – 2500 2.5 – 10 0.7 – 0.8
Thyristor 160 – 800 1 – 4 0.90 – 0.95
Surface hardening of small parts (needles, contacts, spring tips) is carried out using microinduction generators. The frequency they produce reaches 50 MHz, the heating time for hardening is 0.01-0.001 s.
Gas flame hardening
The method is used when processing large metal structures: machine parts, electrical machine components, rolling rollers, shafts made of cast iron, carbon, low-alloy steels, materials with low carbon content. The advantages of the technology are the preservation of surface cleanliness (there are no traces of oxidation processes on it) and relatively small deformation while maintaining the initial geometry of the workpiece.
All carbon steels can be processed by flame hardening.
Technology
Gas plasma hardening is performed in an acetylene-oxygen flame. During heating with a special burner, the surface temperature increases at a high speed. Due to this, the core of the part does not change its properties. The thickness of the surface treatment is adjusted by changing the speed of movement of the torch and the intensity of the supply of the gas mixture. Metal is cooled by immersion in a fast-cooling liquid or by treatment in the shower.
Process parameters
The technology involves the use of acetylene-oxygen flame with a temperature of +2400...+3100 °C. The hardening depth is most often 2-4 mm. The hardness of the layer formed after heat treatment is 56 HRC.
Making equipment yourself
Installing induction heating is not very difficult. Even someone who has no experience will cope with the task after careful study. Before you start, you need to stock up on the following necessary items:
- Inverter. It can be used from a welding machine, is inexpensive and will have the high frequency required. You can make it yourself. But this is a time-consuming activity.
- Heater body (a piece of plastic pipe is suitable for this; induction heating of the pipe in this case will be the most effective).
- Material (wire with a diameter of no more than seven millimeters will do).
- Devices for connecting the inductor to the heating network.
- Mesh for holding the wire inside the inductor.
- An induction coil can be made from copper wire (it must be enameled).
- Pump (to supply water to the inductor).
What is HDTV hardening?
High-frequency hardening is a surface thermal effect on steel, which is carried out by applying a high-frequency current. After the technological process, the strength and hardness indicators increase, which improves the performance characteristics of the product. The technological process consists of several stages:
- heating to high temperature;
- holding at one temperature;
- cooling.
The depth of HDTV hardening depends on the duration of each stage.
Using equipment that carries out the steel hardening process, you can perform high-frequency soldering. To do this, a current of even higher frequency is supplied to the working surface.
Methods of hardening HDTV
Based on the heating process, a distinction is made between induction continuous-sequential hardening and simultaneous hardening.
Continuous-sequential hardening is used for long parts of constant cross-section (shafts, axles, flat surfaces of long products). The heated part moves in the inductor. The area of the part that is at a certain moment in the zone of influence of the inductor is heated to the quenching temperature. At the exit from the inductor, the section enters the spray cooling zone. The disadvantage of this heating method is the low productivity of the process. To increase the thickness of the hardened layer, it is necessary to increase the heating duration by reducing the speed of movement of the part in the inductor. Simultaneous hardening involves simultaneous heating of the entire surface to be hardened.
What's going on inside
Without going into too much detail, it should be noted that the structure of hardened steel comes in three main types: martensitic, troostite and sorbitol. The mechanical characteristics depend on the ratio of these crystalline formations
In this case, it does not matter which of them and how it affects the hardness. The result depends on how hot the metal is and how quickly it is cooled
Thus, surface hardening can occur when the temperature of the top layer increases and subsequent cooling occurs either as a result of heat transfer to the external environment (liquid, most often oil, water and brine, air or other agents), or due to partial loss of heat into the product. In this case, polymorphic transformations occur layer by layer, depending on the degree to which the critical temperature is reached, which affects the formation of a new crystal structure.
As a result, changes occur in the following areas:
– Upper, subjected to hardening.
– Intermediate, partially hardened. It is also called the thermally affected zone.
– Area of reduced hardness.
– The interior has not been modified.
Advantages and disadvantages
Hardening of parts using HDTV has both advantages and disadvantages. The advantages include the following:
- After high-frequency quenching, the part retains a soft center, which significantly increases its resistance to plastic deformation.
- The cost-effectiveness of the process of hardening HDTV parts is due to the fact that only the surface or zone that needs to be hardened is heated, and not the entire part.
- During mass production of parts, it is necessary to set up the process and then it will be automatically repeated, ensuring the required quality of hardening.
- The ability to accurately calculate and adjust the depth of the hardened layer.
- The continuous-sequential hardening method allows the use of low-power equipment.
- A short heating and holding time at high temperature contributes to the absence of oxidation, decarburization of the top layer and the formation of scale on the surface of the part.
- Rapid heating and cooling does not result in large warpage and distortion, which allows for a reduction in finishing allowance.
But it is economically feasible to use induction installations only for mass production, and for single production, purchasing or manufacturing an inductor is unprofitable. For some parts with complex shapes, induction production is very difficult or impossible to obtain a uniform hardened layer. In such cases, other types of surface hardening are used, for example, gas-flame or volumetric hardening.
Introduction
The final technological operation in the manufacture of steel gear parts is hardening with high frequency currents (HFC).
In mechanical engineering, it is customary to call a small gear a gear, and a large one is more often called the “wheel” of a gear. The most important parameters of gears are module, pitch, tooth height, number of teeth and lug circle diameter [1]. Gears with a module greater than 6 mm are processed in an induction installation; the resulting hardened layer depth is approximately 1.6 mm.
In a single-turn HDTV inductor with a concentrator, surface hardening of the tooth is carried out, the core of the tooth remains “raw” [2].
HDTV induction installations of the “Petra-0501” type are also used with hardening in a ring inductor.
Surface hardening of gears with a small module, less than 6 mm, is carried out in a ring inductor with a large number of turns.
Composition of the hardening complex HDTV "TESLINE"
- IGBT based induction heating installation
- Inductor-sprayer
- Mechanism for positioning the part and inductor for high-frequency hardening “A##” Rotation axis – vertical location
- Moving the inductor along the part
- The inductor axis positioning mechanism is driven using a joystick
- Pump with solenoid valve for supplying quenching liquid to the inductor sprayer.
- Pump for pumping out quenching liquid
- Pump for supplying cooling water to the unit
- Remote electronic control panel
- Push-button control panel
Set of technical documentation Operating manual
Inductor for HDTV
An inductor is an essential part of every HDTV installation. It consists of one or several turns of a conductor in which high-frequency electrical oscillations are created - up to 5 MHz. This is made possible by a powerful alternating current generator. Blanks made of electrically conductive material are placed in the coils.
The workpiece is heated by electromagnetic radiation that appears after the high-frequency generator is activated. The system including the inductor and the workpiece is a transformer. The inductor in it is the primary winding, and the workpiece is the secondary. It short-circuits. The magnetic flux that appears between the windings can be closed through air, protective gas, vacuum, liquid, etc.
Flat blanks can be placed at the end, and tubular ones can be placed on the outside of the inductor spiral.
Billet heating inductor (www.coilfab.com)
The inductor is also available in other forms. The serpentine shape is used when heating flat surfaces, the three-leaf clover shape is used when heating corners, and the figure eight shape is used when heating the teeth of gear wheels.
Typically, the HDTV inductor for powerful installations is made of copper tubes, which are regularly cooled with water. After all, working inductors through which a large current flows (from hundreds to thousands of amperes) become very hot. In addition, they absorb thermal radiation from the heated workpiece. In order for water to splash onto the workpiece and surface hardening to occur at the same time as heating, holes are drilled in the copper tubes.
Heating inductor for the internal part of the part
Inductors for short-term or low-power induction heating installations are made from solid copper wire. You can even use an ordinary insulated one for these purposes. After all, such HDTV inductors do not have time to heat up very much.
Designing an inductor is one of the most difficult tasks in heating HDTV. When developing, engineers use special software tools. This way it is possible to calculate and simulate the project without errors.
Varian of a complex inductor (www.coilfab.com)
To carry out simple operations that do not require high heating accuracy, it is permissible to use simple techniques developed by VNIITVCh employees.
To increase the efficiency of the HDTV inductor, you need to place it as close as possible to the workpiece - from 2 to several cm.
Inductor for hardening combined with sprayer
The outside of the inductor is covered with high-frequency magnetic circuits (magnetodielectrics), that is, small panels made of Fluxtrol or Ferrotron materials. This makes it possible to reduce magnetic flux leakage. Fluxtrol and Ferrotron are fine powdered magnetic material bound with epoxy resin. These panels concentrate electromagnetic radiation at frequencies up to 3 MHz and withstand temperatures up to 250 °C. Using a magnetic circuit, it is possible to more accurately identify the high-frequency heating zone. A replacement for panels is sometimes ferrite or ferrite chips bound with epoxy resin.
Inductor with Fluxtrol concentrators (fluxtrol.com)
Safety precautions when working
- The main danger during work is the risk of burns from heated elements of the installation and molten metal.
- The lamp circuit includes high-voltage elements, so it must be placed in a closed housing to prevent accidental contact with the elements.
- The electromagnetic field can affect objects located outside the device body. Therefore, before work, it is better to wear clothes without metal elements and remove complex devices from the operating area: phones, digital cameras.
It is not recommended to use the device for people with implanted pacemakers! A furnace for melting metals at home can also be used to quickly heat metal elements, for example, when tinning or forming them. The operating characteristics of the presented installations can be adjusted to a specific task by changing the parameters of the inductor and the output signal of the generating sets - this way you can achieve their maximum efficiency.
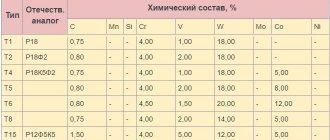
Type
How is the temperature selected?
To carry out high-quality hardening of a steel workpiece, you need to select a processing temperature, which depends on the type of material being processed:
- Hypoeutectoid steels contain less than 0.8% carbon. During processing they are heated to a temperature of 850 degrees. After heating, the parts are quickly cooled. She is immersed in a bath of coolant.
- Hypereutectoid steels contain more than 0.8% carbon. Heats up to a temperature of 800 degrees. Thus, incomplete hardening occurs.
The peculiarities of the induction effect on metal surfaces do not allow the processing of steels in which the percentage of carbon does not exceed 0.5%. To complete the technological process, it is necessary to eliminate the tension between the core and the surface of the product. To do this, low temperature tempering is carried out. The workpiece is placed in an oven heated to a temperature of 200 degrees Celsius. When the temperature drops, the product is allowed to cool at room temperature.
Hardening steel (Photo: Instagram / redventru)
Installation for induction heating of HDTV
The first induction heating installation appeared in the 19th century. Then scientists managed, based on the Joule-Lenz and Faraday-Maxwell laws, to create the first melting furnace that could melt metal under the influence of high-frequency currents. Later, high-frequency heating became more widespread and began to be studied, creating more and more new installations that could not only melt metal using high-frequency currents, but also carry out other types of heat treatment, for example, high-frequency hardening, soldering, welding, forging , deformation, etc. And in the twentieth century, it was possible to obtain the first samples of various installations. A modern induction heating installation - a high-frequency installation - is capable of performing almost all types of high-temperature metal processing.
Induction heating installation - types of processing
As mentioned above, an induction heating installation can easily cope with all types of high-temperature processing of metal products. The main tasks that the UIN copes with are:
- HDTV soldering. It began to be produced at enterprises much more often with the advent of induction heating, because it allows high-quality processing of metal without compromising the integrity of its structure.
- Melting metal. The induction heating unit is designed to work with all types of metals. It will do an excellent job not only with ferrous, but also with non-ferrous and even precious metals.
- HDTV hardening. Most often, hardening is performed on steel products that are constantly exposed to mechanical stress from external factors. High-frequency hardening is undeniably high-quality and uniform.
- Forging, plastic, deformation, etc. All these operations are carried out in a special induction installation called a forge heater.
- Heat treatment of metal surface. Most often it is performed in relation to welded seams of pipes to smooth out residual stress in the metal after intervention of the welding machine in its structure.
In addition to the above operations, the induction heating installation can handle other types of heat treatment well. If you need to heat metal, perform firing or annealing, or get rid of some harmful chemicals, then the HDTV installation will become an indispensable assistant.
Induction heating installation - types
Induction heating installations are divided into three types according to frequency of operation
When choosing the operating frequency of an installation, it is important to pay attention to what tasks this or that installation is intended to perform.
- Medium-frequency induction heating installations are installations operating at the lowest frequencies. The operating frequency of this type of induction installation ranges from 0.5 – 20 KHz.
- Mid-frequency installations are used in cases where deep hardening of a part is required; for soldering massive products, which also requires a depth of heat penetration into the part; for melting all types of metals.
- High-frequency induction heating installations are installations that operate at a higher frequency than medium-frequency, but lower than ultra-high-frequency. The operating frequency of this type of induction installation is 20-40 kHz, and in some cases reaches 30-100 kHz. At the same time, the high-frequency UIN has a small depth of heat penetration into the metal - no more than 3 mm. The high-frequency induction unit is the most versatile because it can cope with most metal heat treatment operations.
- Ultra-high-frequency induction heating installations are installations with the highest operating frequency. Operating frequency from 100 kHz. However, the depth of heat penetration in the microwave UIN is no more than 1 millimeter. Ultrahigh-frequency induction heating installations are most often used for surface hardening of high-frequency high-frequency materials, for heating small workpieces and for soldering thin and thin-walled products.
Each induction heating installation has its own characteristics. If you do not know how to choose an induction heating installation for your enterprise, then prepare a technical specification, based on which ELSIT specialists will help you select the most suitable equipment.
If you notice an error, select a piece of text and press Ctrl+Enter
xn--h1afsf5c.xn--p1ai
High-frequency induction installation for surface hardening of large-module gears
High-frequency induction installations are used for surface hardening with an individual inductor design [3].
To harden large-diameter gears, the method of surface hardening of the tooth is used by moving the inductor in the cavity between the working surfaces of two adjacent teeth. The inductor is heated by HDTV, and then moves from the sprayer (shower) from bottom to top along the tooth of the wheel. Automation of the process and stabilization of the inductor current ensure repeatability of the quality of the hardened layer of the wheel. Installation of a gear wheel of large dimensions and mass, rotation of the wheel, its lifting, and removal are provided by a hoist.
The induction heating installation includes a Petra-0120 frequency converter and a Petra-0305 heat exchange station, a block of power capacitors and an HF output transformer with a set of inductors for cooling process water from the cooling tower.
A single-turn inductor for such an installation must have great mechanical strength, be designed for a low effective voltage (20–50 V) and provide the flow of a high high-frequency current (3–5 kA).
In Fig. Figure 1 shows a high-frequency induction installation for surface hardening of large-module gears.
Rice. 1. “Petra” HDTV induction installation for surface hardening of large-module gears
Composition of the induction HDTV installation of the “Petra” type:
- heat exchange cooling station “Petra-0395 ST”;
- thyristor converter “Petra-0120”;
- compensation unit for electrothermal capacitors;
- transformer matching block;
- inductor;
- remote control panel;
- wheel moving equipment;
- rotary table of the hardening mechanism.
In Fig. Figure 2 shows a magnetic concentrator during induction heating for high-frequency hardening of coarse-grooved gear wheels with a tooth template.
Rice. 2. Magnetic concentrator of the inductor along the tooth cavity for surface hardening of high-frequency frequencies
The loading/unloading mechanism is controlled by a programmable logic controller. All technological parameters of the heating mode are displayed on the operator panel.
Induction heating parameters
Induction heating is characterized by three parameters: power density, heating duration and current frequency. Specific power is the power converted into heat per 1 cm2 of the surface of the heated metal (kW/cm2). The heating rate of the product depends on the specific power: the higher it is, the faster the heating occurs.
The duration of heating determines the total amount of transferred thermal energy, and accordingly the temperature achieved
It is also important to take into account the frequency of the current, since the depth of the hardened layer depends on it. The frequency of the current and the depth of the heated layer are in opposite relationships (second formula)
The higher the frequency, the smaller the heated volume of metal. By choosing the specific power value, heating duration and current frequency, it is possible to change within a wide range the final parameters of induction heating - the hardness and depth of the hardened layer during hardening or the heated volume when heating for stamping.
In practice, the controlled heating parameters are the electrical parameters of the current generator (power, current, voltage) and heating duration. Using pyrometers, the heating temperature of the metal can also be recorded. But more often there is no need for constant temperature control, since the optimal heating mode is selected, which ensures constant quality of hardening or heating of the HDTV. The optimal hardening mode is selected by changing the electrical parameters. In this way, several parts are hardened. Next, the parts are subjected to laboratory analysis with recording of hardness, microstructure, distribution of the hardened layer in depth and plane. When underheated, residual ferrite is observed in the structure of hypoeutectoid steels; When overheated, coarse-needle martensite appears. Signs of defects when heating HDTV are the same as with classical heat treatment technologies.
With surface hardening, high-frequency heating is carried out to a higher temperature than with conventional volumetric hardening. This is due to two reasons. Firstly, at a very high heating rate, the temperatures of the critical points at which the transition of pearlite to austenite occurs increase, and secondly, it is necessary that this transformation be completed within a very short heating and holding time.
Despite the fact that heating during high-frequency hardening is carried out to a higher temperature than during normal hardening, the metal does not overheat. This happens because the grain in steel simply does not have time to grow in a very short period of time. It is also worth noting that, compared with volumetric hardening, the hardness after high-frequency hardening is higher by approximately 2-3 HRC units. This provides higher wear resistance and surface hardness of the part.
Advantages of hardening with high frequency currents
- high process productivity
- ease of adjustment of the thickness of the hardened layer
- minimal warping
- almost complete absence of scale
- possibility of complete automation of the entire process
- possibility of placing a hardening unit in the machining flow.
Most often, parts made of carbon steel containing 0.4-0.5% C are subjected to surface high-frequency hardening. These steels, after hardening, have a surface hardness of HRC 55-60. At higher carbon contents there is a risk of cracks due to sudden cooling. Along with carbon steels, low-alloy chromium, chromium-nickel, chromium-silicon and other steels are also used.
Induction heating - characteristics
The degree of induction heating depends on three parameters - specific power, heating time, frequency of electric current. Power determines the time spent heating the part. Accordingly, with a larger value, less time is spent.
The heating time is characterized by the total volume of heat expended and the temperature developed. Frequency, as mentioned above, determines the depth of penetration of currents and the hardened layer formed. These characteristics have an inverse relationship. As the frequency increases, the volumetric mass of the heated metal decreases.
It is these 3 parameters that allow you to adjust the degree of hardness and layer depth, as well as the heating volume, over a wide range.
Practice shows that the characteristics of the generator set (voltage, power and current values), as well as the heating time, are monitored. The degree of heating of the part can be controlled using a pyrometer. However, in general, continuous temperature monitoring is not required because There are optimal HDTV heating modes that ensure stable quality. The appropriate mode is selected taking into account the changed electrical characteristics.
After hardening, the product is sent to the laboratory for testing. The hardness, structure, depth and plane of the distributed hardening layer are studied.
Surface hardening of HDTV is accompanied by greater heating compared to the conventional process. This is explained as follows. First of all, a high rate of temperature increase contributes to an increase in critical points. Secondly, it is necessary to ensure the completion of the transformation of pearlite into austenite in a short time.
High-frequency hardening, in comparison with the conventional process, is accompanied by higher heating. However, the metal does not overheat. This is explained by the fact that granular elements in the steel structure do not have time to grow in a minimum time. In addition, volumetric hardening has a lower strength of up to 2-3 units. After high-frequency hardening, the part has greater wear resistance and hardness.
Temperature selection
For the correct completion of the hardening process, the correct selection of temperature, which depends on the material used, is very important.
Steels based on carbon content are divided into hypoeutectoid - less than 0.8% and hypereutectoid - more than 0.8%. Steel with carbon less than 0.4% is not hardened due to the resulting low hardness. Hypoeutectoid steels are heated slightly above the temperature of the phase transformation of pearlite and ferrite to austenite. This occurs in the range of 800-850°C. Then the workpiece is quickly cooled. When cooled sharply, austenite transforms into martensite, which has high hardness and strength. A short holding time makes it possible to obtain fine-grained austenite and fine-needle martensite; the grains do not have time to grow and remain small. This steel structure has high hardness and at the same time low brittleness.
Hypereutectoid steels are heated slightly lower than hypoeutectoid steels, to a temperature of 750-800°C, that is, incomplete hardening is performed. This is due to the fact that when heated to this temperature, in addition to the formation of austenite, a small amount of cementite, which has a higher hardness than martensite, remains undissolved in the metal melt. After rapid cooling, austenite transforms into martensite, and cementite remains in the form of small inclusions. Also in this zone, carbon that has not had time to completely dissolve forms solid carbides.
In the transition zone during high-frequency quenching, the temperature is close to the transition temperature, and austenite with ferrite residues is formed. But, since the transition zone does not cool down as quickly as the surface, but cools down slowly, as during normalization. At the same time, the structure in this zone improves, it becomes fine-grained and uniform.
After cooling, high compressive stresses remain on the metal surface, which increase the performance properties of the part. Internal stresses between the surface layer and the middle must be eliminated. This is done using low-temperature tempering - holding at a temperature of about 200°C in an oven. To avoid the appearance of microcracks on the surface, it is necessary to minimize the time between hardening and tempering.
You can also carry out the so-called self-tempering - cool the part not completely, but to a temperature of 200 ° C, while heat will remain in its core. Then the part should cool slowly. This will equalize internal stresses.
EMA INDUTEC GmbH, which has been in business since 1946, has developed a new process that combines the well-known advantages of induction heating and hardening with the advantages of the press hardening process. Among the advantages of induction hardening: • heating is carried out directly in the part, • no transmission losses, • energy savings, • high utilization rate, • process control is quick and easy to control, • no harmful emissions. Let's consider how they can be supplemented.
High precision requirements for parts
Deformation during hardening When heated to approximately 900–950°C, adverse effects appear such as:
- various thermal expansions caused by differences in mass and shape,
- warping as a consequence of the asymmetrical shape,
- warping as a result of asymmetrical hardening structures,
- expansion due to the larger volume of martensitic structure (about 1%),
- and, most often, a combination of the above factors;
- and finally, we must not forget:
- stresses in the part that arose during processing and manufacturing before the hardening process.
All pre-existing internal stresses are released during the heating and hardening process, especially in thin-walled parts. In order to eliminate the inevitable influences, time-intensive and, as a result, expensive modifications are necessary. An additional complication is the fact that all improvement operations (such as grinding and straightening) have to be performed on a hardened surface.
Induction hardening in a non-tempered state (Fixturhärten)
Induction hardening process on a mandrel To eliminate all these seemingly inevitable undesirable effects and to meet current requirements, EMA Indutec GmbH has already supplied a large number of induction hardening plants, the vast majority of which are designed for annular and cylindrical parts, such as sliding couplings. A process variant already available on the market for a part after carburization is shown in Fig. 1, table. 1 .
Rice.
1. Inductive hardening on a mandrel Table 1. Typical process parameters
| Sliding sleeve (16MnCrS5) Quenched and tempered, mandrel hardening included | |
| Power | 100 kW |
| Frequency | 10 (or 20) kHz |
| Cycle time | 60 s (incl. loading) |
| Surface hardness | 650 … 720 HV1 |
| Hardening depth | 0.3…0.6 mm |
| Core hardness | 320 … 420 HV1 |
| Accuracy: | |
| Roundness tolerance | <0.05 mm |
| Parallelism | <0.05 mm |
| Taper / Squareness | <0.05 mm |
The oval or non-circular sliding sleeve is mounted on a non-conductive centering and holding device (step 1) and inductively heated to a hardening temperature of approx. 900°C (step 2). Once the temperature is reached, a short holding period follows to ensure uniform and homogeneous temperature distribution throughout the part. A calibrating mandrel is then inserted into the part (step 3), followed by immediate quenching by applying a large amount of polyamide-based coolant (step 4). Steps 1 to 4 are the process of induction hardening the workpiece with a hot fit onto a high alloy steel mandrel. Next comes the tempering process: the inductor is repositioned around the sliding sleeve and calibrating mandrel (step 5), and the power is turned on. The applied power serves primarily to generate the required tempering heat in the still pressed part (step 6). As the temperature increases, minimal thermal expansion of the sliding sleeve occurs. Already at a temperature of about 200°C, a minimum gap is formed (step 7), which allows you to remove the sliding sleeve from the calibrating mandrel without any noticeable application of force - the spring force is more than enough. The precision and high-precision surface of the calibration mandrel thus does not show any signs of abrasion or scratches (step 8), which, of course, significantly increases its service life. At the end of the entire hardening and tempering process, the sliding sleeve can be cooled back to room temperature.
New induction press hardening process The new process has been developed for, but is not limited to, disc gears. All parts requiring smooth and flat surfaces ( Fig. 2 ) can thus be brought to their final dimensions with a high degree of precision during the hardening process. In principle, the new installation works in the same way as the conventional one (see above). However, additionally at the bottom there is one stationary device for fixing the part (lower stamp) and an upper stamp, which is pressed against the hot part and presses with a certain force during the hardening process.
Rice. 2. Irregular disc wheel Steps 3 and 4 of Figure 3 require additional workpiece fixing devices (marked in green).
Rice. 3. Induction hardening in a captive state of a disc (gear) wheel
After hardening (step 4), the dies are no longer needed, and they are removed - the induction tempering process is carried out using the same inductor and power source as before during the hardening process (steps 5 and 6). The process parameters and the results obtained are presented in Table 2 .
Table 2. Disc Wheel Process Parameters
| Disc wheel (16MnCrS5) Hardened and tempered | |
| Power | 250 kW |
| Frequency | 10 kHz |
| Cycle time | 4 min |
| Surface hardness | 680…780 HV30 |
| Hardening depth | 0.8…1.2 mm |
| Core hardness | 350…480 HV30 |
| Accuracy: | |
| Roundness tolerance | <0.03 mm |
| Parallelism | <0.03 mm |
| Taper / Squareness | <0.05 mm |
Advantages of the installation When compared with the traditional free-hardening method, the new installation is characterized by two important and exceptional criteria. 1. In most conventional methods, parts are gas heated in a rotary hearth furnace, then carburized, and finally transferred to a press while hot. During transportation, parts are cooled to a greater or lesser extent. As is known, the time interval between the end of the heating phase and the first hardening is extremely important for the quality of the resulting parts, and in the new method it is significantly reduced. Under certain conditions, an inductor in a new installation makes it possible to compensate for transfer losses and compensate for the decrease in temperature. 2. The hardening technique has also been changed. EMA Indutec GmbH uses four independently adjustable quenching circuits: via the outlet holes of the lower die, via the upper die, via a calibrating mandrel and additionally with traditional shower quenching cooling from the outside ( Fig. 4 ). These four hardening options provide the greatest possible flexibility and allow you to adjust the shape only by separately adjusting the operation of the shower nozzles. Of course, both the consumption rates and the holding time are also individually programmed. All shower nozzles are controlled by flow meters.
Rice. 4. Four individually controlled nozzle systems
Advantages of the technology Through the above-described plant and process, EMA INDUTEC GmbH combines the advantages of induction hardening with the advantages of captive hardening:
- the process can be integrated directly into the line,
- continuous flow in production (One-piece flow),
- no delay at the start of the process - no heating delay,
- energy savings due to short heating times,
- excellent reproducibility due to good regulation,
- the part size is even closer to the final dimensions,
- minimizing defects,
- minimizing rework processes.
The process is based on working with parts after carburization. Thus, there is no need to change the material (for example, to a temperable steel with a sufficient carbon content) - the permissible hardening parameters do not need to be changed. That is, the customization process is less expensive financially and in time compared to completely new technology and parts that are made from a different material.
Ring oven concept
Installation according to state of the art Fig. 5 shows a diagram of a traditional installation. The main components are a rotary hearth furnace for carburizing and a conventional hardening press for preheated parts. Since the traditional installation uses oil as a quenching medium, a washing machine must be included in the line for subsequent cleaning of the parts. Then a separate tempering oven. All installation components are connected by a transport system.
Rice. 5. Traditional installation
Induction industrial installation - layout diagram It is already obvious at first glance that the number of individual components of the installation ( Fig. 6 ) has been noticeably reduced. All that remains is a rotary hearth furnace and a new induction installation for freezing hardening followed by tempering. A washer is no longer necessary because induction hardening typically works with a water-based hardening medium so that there is no need to clean the parts after heat treatment. In addition, a free-standing tempering oven can be omitted. The release is integrated into the new process, as a result, no additional energy is required. The inductor allows both heating for hardening and tempering without any readjustment - only the power input differs.
Rice. 6. Induction industrial installation
Rice. 7. Hardening plant
As a result, the number of plant components is reduced, as well as the number of transmission systems and, as a result, the sources of failure and the required maintenance are significantly reduced. The heart of the new process, a module consisting of an inductor, upper and lower workpiece fixation, and a calibration mandrel, can be integrated into (almost) every standard installation of EMA Indutec GmbH ( Fig. 7 ). Application The process is suitable for the following parts:
- sliding couplings,
- turning circles,
- synchronizing rings,
- disc wheels,
- clutch housings,
- any type of high-precision cylindrical parts.
conclusions
A completely new process is introduced that combines both the advantages of induction heating and induction hardening with the advantages of free-state hardening to produce high-precision parts with significantly reduced or completely eliminated downstream machining processes. The main component is a hardening machine equipped with a built-in free-state hardening device in coordination with induction heating. Inductive energy can be used to heat the part before quenching in the press, as well as for heating before tempering, which ensures easy removal/removal of the calibrating mandrel without any wear or damage to the surface. Complete installation alone or in a production line requires neither a washing machine nor a separate tempering furnace.
Wilfried Goy, Mikhail Garkusha EMA-Indutec GmbH, Germany Petersbergstr. 9, D-65451 Meckesheim Tel.: +49-6226-788-0 Fax: +49-6226-788-100 E-mail www.ema-indutec.com
References 1. Heess K. et al., Maß-und Formänderungen infolge Wärmebehandlung, Expert Verlag, Renningen 2007. 2. Benkowsky G., Induktionserwärmung, Verlag Technik GmbH, Berlin 1990. 3. Schreiner, A.; Irretier, O., Praxishandbuch Härtereitechnik, Vulkan-Verlag, Essen 2013. 4. Nacke, B.; Baake, E., Induktives Erwärmen, Vulkan-Verlag, Essen 2014.
Advantages and disadvantages
Any metal processing method has strengths and weaknesses. Advantages:
- Products that have been hardened by high-frequency currents retain a soft center. This makes them more resistant to plastic deformation.
- The hardening depth can be adjusted.
- The metal surface is heated for a short time. Thanks to this, no oxidation processes occur.
- Ability to process products of various shapes and sizes.
- No carbon deposits form on the surface of the workpieces.
- Minimal change in dimensions after the technological process. This allows you to use a slight allowance on the finished part.
Flaws:
- It is not profitable to purchase equipment for working in a workshop or garage, since it is expensive.
- It is impossible to create an induction installation with your own hands.
The machines are used in the serial production of wear-resistant parts.
Advantages of technology
- Controlling modes;
- Replacing alloy steel with carbon steel;
- Uniform heating process of the product;
- The ability not to heat the entire part completely. Reduced energy consumption;
- High resulting strength of the processed workpiece;
- There is no oxidation process, no carbon is burned;
- No microcracks;
- There are no warped points;
- Heating and hardening of certain areas of products;
- Reducing the time spent on the procedure;
- Introduction of high-frequency installations into production lines during the manufacture of parts.
Table No. 1
| options | GCK1050 | GCK10120 | GCK10200 | GCQ10300 | GCQ10500 |
| Max. shaft length, mm | 500 | 1200 | 2000 | 3000 | 5000 |
| Max. engine stroke, mm | 600 | 1300 | 2100 | 3200 | 5200 |
| Max. Workpiece diameter, mm | 300 | 400 | 400 | 500 | 600 |
| Max. weight of the workpiece, kg | 50 | 150 | 200 | 400 | 800 |
| Speed of movement of the workpiece, mm/s | 1-30 | 1-30 | 1-30 | 1-30 | 1-30 |
| Lowering speed of the workpiece, mm/s | 120 | 120 | 120 | 120 | 120 |
| Main shaft rotation speed, rpm | 1-200 | 1-200 | 1-200 | 1-200 | 1-200 |
| Electric power machine engine, kW | 1,5 | 2,5 | 2,5 | 4 | 4 + 1,5 |
| Machine weight, kg | 900 | 1600 | 2500 | 3240 | 4000 |
| Dimensions, mm | 1100x900x2000 | 1720x840x3600 | 1720x840x5300 | 2700x1300x5800 | 3200x1900x7800 |
Induction installation
The HDTV induction heat treatment unit is a high-frequency generator and inductor for HDTV hardening. The part to be hardened can be located in or near the inductor. The inductor is made in the form of a coil, with a copper tube wound on it. It can have any shape depending on the shape and size of the part. When alternating current passes through the inductor, an alternating electromagnetic field appears in it, passing through the part. This electromagnetic field causes eddy currents known as Foucault currents to occur in the workpiece. Such eddy currents, passing through layers of metal, heat it to a high temperature.
HDTV induction heater
A distinctive feature of induction heating using HDTV is the passage of eddy currents on the surface of the heated part. This way, only the outer layer of the metal is heated, and the higher the frequency of the current, the smaller the depth of heating, and, accordingly, the depth of hardening of the high-frequency frequency. This makes it possible to harden only the surface of the workpiece, leaving the inner layer soft and tough to avoid excessive brittleness. Moreover, you can adjust the depth of the hardened layer by changing the current parameters.
The increased frequency of the current allows you to concentrate a large amount of heat in a small area, which increases the heating rate to several hundred degrees per second. Such a high heating rate moves the phase transition to a higher temperature zone. In this case, the hardness increases by 2-4 units, to 58-62 HRC, which cannot be achieved with volumetric hardening.
For the correct implementation of the HDTV hardening process, it is necessary to ensure that the same clearance is maintained between the inductor and the workpiece over the entire hardening surface, and mutual touching must be avoided. This is ensured, if possible, by rotating the workpiece in the centers, which allows for uniform heating, and, as a consequence, the same structure and hardness of the surface of the hardened workpiece.
The inductor for hardening HDTV has several versions:
- single- or multi-turn annular - for heating the outer or inner surface of parts in the form of bodies of rotation - shafts, wheels or holes in them;
- loop - for heating the working plane of the product, for example, the surface of the bed or the working edge of the tool;
- shaped - for heating parts of complex or irregular shape, for example, the teeth of gear wheels.
Depending on the shape, size and depth of the hardening layer, the following HDTV hardening modes are used:
- simultaneous - the entire surface of the workpiece or a certain zone is heated at once, then also cooled simultaneously;
- continuous-sequential - one zone of a part is heated, then when the inductor or part is displaced, another zone is heated, while the previous one is cooled.
Simultaneous high-frequency heating of the entire surface requires large amounts of power, so it is more profitable to use it for hardening small parts - rolls, bushings, pins, as well as part elements - holes, necks, etc. After heating, the part is completely lowered into a tank with coolant or sprayed with a stream of water.
Continuous-sequential hardening of high-frequency particles allows you to harden large-sized parts, for example, the crowns of gear wheels, since during this process a small zone of the part is heated, which requires less power of the high-frequency generator.
High Definition Display Devices
The main question that potential HDTV viewers have is which display device to choose? After all, an expensive purchase must be chosen so that it does not become outdated in a year or two due to changes in technology or broadcast format, and represents a reasonable compromise between screen size, image quality and price.
In essence, the choice will have to be made between three types of devices: a plasma or liquid crystal display, or a projector with support for high-definition format (Fig. 9).
Rice. 9.
Display devices supporting Full HD mode
The final decision always remains with the buyer, but it should be borne in mind that each of the listed devices has its own characteristics, advantages and disadvantages.
Liquid crystal displays
Today, this is perhaps the most common device for displaying a high-definition television signal. When it comes to flat-panel TVs, we usually mean TFT LCD panels. Currently, they are deservedly popular due to their high reliability, relatively low price and good image quality. Until recently, the buyer had virtually no choice, since multimedia projectors were extremely expensive, and plasma displays were not yet as advanced as they are now. Today, both plasma panels and video projectors have gotten rid of a number of serious design flaws, so that when directly compared with them, TFT TVs even lag behind in some respects.
The disadvantages of TFT technology are mainly the worse contrast, which also depends on the viewing angle. True, this does not apply to expensive PVA, MVA or IPS matrices. In addition, a long response time (primarily for cheap models) worsens the viewing experience of dynamic scenes due to the appearance of a blurred image on the screen. To overcome these shortcomings, developers of modern models of liquid crystal panels use a 100-Hz frame rate and a number of circuit and technological solutions aimed at improving image quality.
Plasma displays
If you're in the market for a new TV, a plasma panel may be your best choice. The previous disadvantages of this technology, such as screen burn-in, high power consumption and fan noise, are a thing of the past.
Plasma TVs do not deteriorate picture clarity depending on the viewing angle, and the image contrast is often an order of magnitude higher than that of TFT displays. Currently, consumer electronics stores sell plasma panels of the eleventh generation: when used correctly, their screens no longer burn out, and some models do not need fans. All this makes them a good choice for use in a home theater.
Video projectors
While a classic TV is a kind of center around which the entire furnishings of a living space is built, a projector provides greater freedom of choice when organizing your living space, because it can be hung from the ceiling using a special bracket; you just need to choose a place to install the screen. The diagonal size of the image can reach several meters, and there are no problems with contrast deterioration when changing the viewing angle. However, the projector has a number of significant disadvantages. Firstly, there is fan noise, since projector lamps heat up to very high temperatures, and cooling due to natural air convection is not enough. Second, projector lamps are expensive—the price of the lamp is a significant fraction of the price of the projector, and the lamp life is, at best, several thousand hours. Finally, the third problem is the problem of the brightness of the light flux created by the lamp. Apart from top-end projector models capable of displaying images even in daylight, today there is not a single device capable of reproducing an image of acceptable quality in an undarkened room. This means that when watching movies you will need to close the windows with curtains and turn off the lights.
Today, two different technologies are used in the production of projectors - LCD and DLP. LCD projectors send light to the screen through a kind of slide formed by an LCD matrix; the image in DLP models is created using thousands of microscopic mirrors in DMD chips. Each of them represents one pixel of the projected image. DLP projectors differ from LCDs in that they have higher image contrast and do not project a noticeable “grid” onto the screen. But DLP models are much more expensive than LCD competitors. To the price of the projector you should add the cost of the screen, acoustics and external TV tuner. Having a projector in the living room is only convenient if there is a regular TV in the other room that can be turned on periodically to watch TV shows. After all, turning on the projector for a short time is quite a troublesome task: you need to close the curtains and turn on the speaker system.
Hardening of high-frequency steel - varieties:
Stationary high-frequency hardening.
It is used for hardening small flat parts (surfaces). In this case, the position of the part and the heater is constantly maintained.
Continuous-sequential high-frequency hardening
. When carrying out this type of hardening, the part either moves under the heater or remains in place. In the latter case, the heater itself moves in the direction of the part. This high-frequency hardening is suitable for processing flat and cylindrical parts and surfaces.
Tangential continuous-sequential high-frequency hardening
. It is used when heating exclusively small cylindrical parts that are rotated once.
Do you want to purchase high-quality hardening equipment? Then contact the research and production department. We guarantee that every HDTV hardening installation we produce is reliable and high-tech.
Induction heating of various cutters before soldering, hardening, induction heating installation IHM 15-8-50
Induction soldering, hardening (repair) of circular saws, induction heating installation IHM 15-8-50
Induction heating of various cutters before soldering, hardening
Features of the induction installation
The installation for high-frequency hardening is a high-frequency generator together with an inductor. The workpiece is located both in the inductor itself and next to it. It consists of a coil on which a copper tube is wound.
An alternating electric current passing through an inductor creates an electromagnetic field that penetrates the workpiece. It provokes the development of eddy currents (Foucault currents), which pass into the structure of the part and increase its temperature.
The main feature of the technology is the penetration of eddy current into the surface structure of the metal.
Increasing the frequency opens up the possibility of concentrating heat on a small area of the part. This increases the rate of temperature rise and can reach up to 100 – 200 degrees/sec. The degree of hardness increases to 4 units, which is excluded during volumetric hardening.
Temperature selection
For the correct completion of the hardening process, the correct selection of temperature, which depends on the material used, is very important.
Steels based on carbon content are divided into hypoeutectoid - less than 0.8% and hypereutectoid - more than 0.8%. Steel with carbon less than 0.4% is not hardened due to the resulting low hardness. Hypoeutectoid steels are heated slightly above the temperature of the phase transformation of pearlite and ferrite to austenite. This occurs in the range of 800-850°C. Then the workpiece is quickly cooled. When cooled sharply, austenite transforms into martensite, which has high hardness and strength. A short holding time makes it possible to obtain fine-grained austenite and fine-needle martensite; the grains do not have time to grow and remain small. This steel structure has high hardness and at the same time low brittleness.