One option for stripping metals is electrical discharge machining. The principle of operation of the technology is simple. A direct current source is connected to the workpiece and the electrode, which generates short-term pulses passing through the electrodes. Electricity in the core creates an electronic arc that easily burns through a metal surface. The arc lasts a short period of time, so it does not deform the metal, does not leave marks, and maintains the integrity of the electrode.
Electrical discharge machining of metals is usually performed using special machines, which have many advantages - high power, versatility, ease of use. But how does this metal processing happen? In what operating modes can erosion machines operate? And what do you need to know when choosing them? These issues will be discussed in the article.
Physical and chemical basis of electrical erosion
Electrical discharge machining (EDM) is a technology that destroys the surface of metal products using electrical discharges. The phenomenon of electrical erosion is based on the destruction of electrodes under the influence of electric current passed through the electrodes. The technology was invented by Soviet engineers and scientists B. Lazarenko and N. Lazarenko in 1943.
Electroerosion technology allows you to change the size and shape of metal parts - it can be used to create holes, for grinding, for processing shaped cavities, for creating recesses, and so on. The technology is very accurate and reliable, which allows it to be used for high-precision metal processing.
At the physical level, EEE looks like this:
- For electrical erosion, machines are used that have approximately the same design. Their main element is the processing tool-electrode, which acts as a cutter. The second important element is the workpiece itself. The third element is a direct current source to which the electrode and the workpiece are connected.
- To avoid overheating of parts, processing is performed in a liquid environment. The liquids are dielectrics that conduct current poorly (kerosene, mineral oil). For ease of operation, the machine can be equipped with additional parts (rheostats, capacitors, etc.). Most modern machines are also equipped with an electronic control panel.
- The installation can operate in two modes - electric spark and electric pulse. In the case of the electric spark mode, the current is supplied in such a way that the electrode acts as a minus cathode, and the part itself acts as a plus anode. During operation, the electrode generates an electric arc, which ionizes the surface of the metal workpiece. The ions have a very high temperature, which causes the metal to melt and form a small crater. To avoid melting the cathode electrode, electricity is supplied in short pulses. The duration of electricity supply to generate 1 pulse is 0.001 seconds. During electric spark machining, a small amount of metal is cut off, so this technology is used for final processing of the workpiece.
- In the case of electric pulse operation, the electrical polarity changes. A positive current is supplied to the electrode, and a negative current is supplied to the part. This also results in the formation of ionized plasma, which burns through the metal to form a crater. However, due to the characteristics of the crystal lattice of metals, a more powerful flow of ions is generated, therefore the electric pulse mode is 10-11 times more powerful than the electric spark mode. To protect the electrode from melting, current is supplied in small portions, where the duration of 1 pulse is 0.001 seconds. Due to its increased power, the electric pulse mode is used for roughing, as well as for cutting heavy-duty metal alloys.
Metal particles that are cut off by the ion flow fall into the dielectric liquid. They do not dissolve, but are present in the dielectric in the form of a fine suspension. At first the particles have a very high temperature, but upon contact with liquid they quickly cool down, reaching ambient temperature. After carrying out the work, it is not recommended to use the “solution” for its intended purpose, since the metal suspension can deteriorate the technical properties of the device in use.
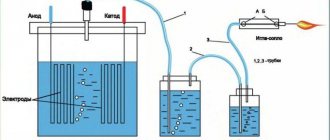
Basic elements of the electrical spark equipment circuit
The diagram is represented by the following elements:
- electrode;
- a clamp screw used to secure the positive wire and electrode;
- guide bushing;
- body made of fluoroplastic;
- hole used to supply oil;
- tripod.
The body, which is used to connect all the elements, is machined from fluoroplastic. A grounding pin is used as a bushing, in which a threaded hole is machined along the axis for attaching the electrode. All structural elements are mounted on a tripod, which is made with the ability to change height. A hole is also created through which oil is supplied.
Electric spark machine diagram
Often cutting is carried out using a device that is powered by a starter with a coil connected to a voltage of 220V. The starter rod can have a stroke of 10 millimeters. The starter winding is connected in parallel with the lamp. That is why the lamp is lit when the capacitors are charging, and after this process is completed, it goes out. After the rod has been lowered, a spark charge occurs.
Electrical discharge machining of metals
Electrical discharge machining is suitable for processing any metals and their alloys (cast iron, steel, brass, aluminum, and so on). The temperature of the ionized plasma is very high (more than 10 thousand degrees), which makes it possible to work with all types of metals. Plasma has a short lifetime, so it does not damage the metal part, and controlling the power of the ion flow is not too difficult. The technology is in demand in high-precision industries; In small-scale and home production, EDM machines are rarely used due to their high cost.
In practice, EDM technology is usually used for processing complex facade structures, as well as when working with heavy-duty parts for aircraft, cars, ships, and electronic devices. If the equipment is used correctly, microcracks and microdamage to the metal workpiece do not occur, which has a positive effect on the quality of processing. Graphite, tungsten, aluminum or brass are used to create the electrode. These materials do not collapse upon contact with heated plasma and retain their shape. EDM allows you to change the shape, size, and roughness of the original part.
Homemade equipment
Homemade machines are assembled in situations where high-precision processing of metal alloys is carried out quite often and in relatively large volumes.
It’s worth noting right away that this equipment is not easy to make. This kind of undertaking justifies itself only in workshops and metal processing shops. You can now find a lot of detailed instructions online that will help you realize this idea. Homemade machines are often used for creating inscriptions, engraving, cutting thin sheet metal and some other purposes.
Advantages
EEE technology has both advantages and disadvantages. Let's first consider the advantages of EEE technology:
- Versatility (for metals). The heated plasma stream has a very high temperature, and with its help you can burn through any metal alloy. Using heated plasma, you can create a hole, cut a part, perform high-precision grinding, and create a recess. This makes EEO machines universal and easy to use.
- High cutting quality. The thickness of ionized plasma is less than 1 millimeter, so it can be used to perform precise machining of metal parts. The heated plasma cools quickly, so the edges of the workpiece remain smooth, strong, and without melted parts. The electric arc does not evaporate the dielectric solution, so the protective liquid can be used for a long time (liquid loss from evaporation is less than 0.1%).
- Easy to use. EEO machines are easy to use and do not require special care. Almost all models are equipped with an electronic panel that allows you to control the operating mode (discharge power, pulse duration, plasma supply depth, etc.). During work, harmful fumes and gases are not generated, so the worker does not need to wear protective clothing.
- Several operating modes. The main modes are electric spark and electric pulse. The first technique is used for cutting the part, the second is used for polishing and leveling the surface. There are also auxiliary methods of processing materials - erosion-chemical technology, wire, anodic-mechanical, electrical contact and others.
Flaws
- Dielectric materials must not be processed. The electric arc, which creates high-temperature plasma, occurs due to the contact of the electrode with the metal surface of the workpiece. If the part is made of dielectric material (wood, concrete, plastic), then the cutting arc will not occur and the machine will be useless.
- High power consumption. An EDM machine requires a large amount of electricity to operate, which increases the cost of processing. During operation of the machine, constant parameters of the electric current (voltage, power, strength) must be maintained. Therefore, many installations are equipped with protective equipment that allows you to change machine parameters in the event of a power surge.
- Poor performance. Most machine models cut at low speeds (from 0.1 to 7-8 millimeters per second, depending on the method of metal processing). Therefore, EDM machines are not suitable for factories with high production loads.
- High price. EEO equipment is quite expensive, which reduces its versatility and availability. Most machines are produced by foreign companies (Japan, Germany, Poland), which also negatively affects pricing. In addition, you will have to pay auxiliary costs - for the purchase of protective fluid, for replacing used electrodes, for electricity consumption, and others.
How to make an electrical erosion machine for your home workshop with your own hands?
Some home craftsmen have the idea of making an electrical erosion machine with their own hands for their own workshop. The desire is explained by the fact that sometimes it is necessary to process parts with high hardness. Annealing to reduce strength is not allowed. Deformation of the part is possible and the requirements for the quality of the processed surface or other characteristics will be violated.
As a result of spark erosion, through holes are burned or markings are applied. It is possible to process a surface of complex shape specified by the electrode.
Processing methods
We list the main methods of electrical discharge machining:
- Creating holes. The plasma beam allows you to create very deep holes in a metal surface (from 20 to 40 diameters depending on the type of electrode). The depth of the hole can be increased by torsing the part, moving the electrode, or using non-standard auxiliary equipment. The average drilling speed is 0.1-1 millimeter per second.
- Cutting metal objects. Using a plasma beam, you can cut a workpiece into any number of parts. The cutting depth has practically no restrictions on depth - the standard depth is 20-40 diameters, but it can be increased through the use of non-standard electrodes and rotation of the workpiece. The average cutting speed is 0.1-0.5 millimeters per second.
- Cutting out parts. Using EDM technology, objects of any shape can be cut. This technology is widely used for cutting gemstones to create unusual jewelry. It is also used for the production of shaped cutters, dies, punches and other objects.
- Grinding, alloying. EDM technology can be performed to level rough surfaces, as well as to eliminate external defects. Grinding is carried out using a point method using an electrode, so EED alloying is not recommended for working with large surfaces. However, this technology can be used to work with parts of complex shapes and to eliminate defects on the surface of magnetic alloys. The average grinding speed is 4-5 square millimeters per second.
EDM technology can also be used to mark metals and create inscriptions on their surface. Any symbols can be used for marking - letters, numbers, special designations. De facto, marking is the creation of non-through holes, and a code can be applied to any area of a metal part. The average performance of EEO equipment is 4-10 millimeters per second, which is a good indicator for equipment of this class.
Technological indicators
An electric spark installation, depending on the operating mode, can ensure the accuracy of the result within a wide range. If high performance is required with relatively low requirements for surface condition (class I and II), then currents of 10-60 A are used at voltages up to 220V. In this case, electric spark erosion can remove metal from the cutting or drilling zone in a volume of up to 300 mm3/min. With higher accuracy class values - VI and VII, productivity decreases to 20-30 mm3/min, but lower currents are required, no more than 1 A at voltages up to 40 V.
Such a wide range of adjustments shows that electric spark processing of metal can be used in various fields, both for the production of large series of parts and for one-time work, including jewelry.
A feature of the use of electric spark installations can be considered the ability to strengthen parts of various configurations. A thin layer of a stronger alloy or metal is applied to the surface of the workpiece without heating the base to a greater depth. This allows you to preserve the metal structure of the base product and significantly change the properties of its surface. In some cases, base viscosity and high surface hardness are required, or vice versa. Only an electric spark machine can solve this problem.
Machines for electroerosion of metals
We list the main models of machines that are presented in Russia:
- INTEGRAL 2 (AGIE). Produced by the Swiss company of the same name. Allows you to work with parts measuring no more than 80 x 60 x 25 centimeters. The main operating mode is electric spark erosion in a protective environment of a dielectric liquid. It has a built-in CNC panel, which allows you to control the technological features of the operation (ion flow power, processing accuracy, final level of roughness).
- AQ535 (SODICK). Produced by a Japanese company. Allows you to process workpieces whose dimensions are no more than 105 x 65 x 30 centimeters. EDM is performed using a cutting wire that can do all the basic operations (making holes, marking, grinding, cutting). The model is equipped with an advanced CNC panel and has a built-in system that saves electricity, which reduces the cost of processing.
- Model 4531. Produced in the USSR; new 4531 machines are no longer produced. However, on sale you can find many unused models, as well as used machines. The work uses electric spark processing of metal workpieces. The maximum dimensions of processed parts are 16 x 12 x 3 centimeters. The control is carried out mainly mechanically + there are several information panels that allow you to find out the technological features of the procedure.
Typical representatives
In the process of preparing this abstract, several modern representatives of electric spark type machines equipped with a numerical program control system were disassembled. Such machines as ALC800G and AQ15L were presented. Their main technical characteristics are given below in tables 1 and 2.
ALC800G Specifications
Specifications of AQ15L