What is it needed for
The chemical activity of the area where the parts are joined increases significantly during the welding process when high temperatures occur. Under the influence of air, slag and oxides begin to enter the metal, which leads to deterioration in the quality of the weld.
Welding fluxes create a protective environment that isolates the welding zone from the negative influence of air. Flux in welding is a non-metallic component that is involved in the process of joining products and has a positive effect on this process.
Flux in welding adds additional benefits to this process:
- makes metal melting more intense;
- there is no need for pre-processing of product edges;
- metal losses due to evaporation are reduced;
- arc burning becomes stable;
- metal splashing and spark formation are reduced;
- the efficiency of heating the metal increases by reducing energy consumption for this process;
- filler material consumption is reduced to the optimal value.
Flux for welding shields part of the arc flame, which for the welder is an element of safety for the work he performs. Thus, welding flux is a substance that protects the weld pool from interaction with the surrounding air and prevents carbon from being displaced from the base material.
There are certain types of fluxes that enrich the weld metal of the joint with alloying elements, which leads to its strengthening and makes it more reliable and durable.
How to prepare flux for soldering yourself
When soldering radio engineering materials, it is possible to use flux prepared independently. Solder is used with a diameter of 2 mm in small pieces. Preparation will require a metal container with a pre-drilled hole of the required diameter at the bottom. The tin-lead solution is heated to the melting point, after which the substance flows out of the prepared hole. After the rods have hardened, it is necessary to divide them into pieces of the required size.
The cooking process can take place in various containers; the technology consists of several simple steps:
- Weight distribution of tin and lead proportions.
- Melting occurs in a hardened crucible, which is stirred to prevent the solution from sticking to the walls.
- A thin film of deposits is removed from the surface of the bowl.
- The final stage is pouring the liquid into prepared forms.
After any soldering processes, the shock must be wiped with acetone or special alcohol. Recently, no-clean solders have become widespread, the advantages of which are:
- Absence of components leading to oxides and corrosion.
- They do not conduct current.
- No stripping process is required after the process.
To apply liquid solder, use a brush or a cotton swab; you can use a device you made yourself for convenient work. The medical syringe is cut into two parts, a piece of silicone hose is inserted into it, the needle is shortened and bent to a slight degree.
Homemade solder paste can make the soldering process easier. For manufacturing, it is necessary to grind solid flux with a coarse file on a metal material. Using a fine-grained soldering iron is not wise, as the flux will simply clog into its teeth. The resulting powder must be mixed with rosin and alcohol; if the solder paste is thick, alcohol is added to it until a homogeneous mass is obtained. The paste is placed in a hermetically sealed container, because... if it interacts with moisture, subsequent corrosion of the welded parts is possible. For the best application and convenient use, it is possible to make a syringe from available tools.
A self-made design will help you use flux paste when applied to hard-to-reach parts. To prevent drying and reuse, you should use a wire to plug the outlet hole.
When performing any soldering work, personal protective equipment should be used. Chemical gases released during heating can damage a person's respiratory tract or visual organs. The use of high-quality fluxes prevents gas poisoning.
Terms of Use
Flux-cored welding must occur under certain conditions. The flux should not react chemically with the metal of the parts to be connected and the metal of the internal rod of the electrode or filler wire.
Throughout the entire welding process, the weld pool area must be isolated from the surrounding air. The flux residues remaining in the slag crust should be easily removed.
Application area
Flux welding is used in the arc method using consumable electrodes in the form of wire, when welding with coated electrodes using the electric method. During semi-automatic inert gas welding, the flux is located inside the tube wire. The flux is also used in welding with carbon electrodes and during gas welding of non-ferrous metals and alloy steels.
Use for all types of welding is possible if there is a need to create insulation from oxidation, improve current conductivity and arc stability, and eliminate the ingress of impurities that cause unwanted defects. It is necessary to carefully select fluxes depending on the type of specific work.
Flux application technique
After igniting the arc, the operator must maintain it between the end of the electrode and the workpiece under the flux layer. The powder is poured in a layer of 55-60 mm, after which the arc should be literally drowned in this mass until it melts. With an average flux weight, its static pressure on the metal can be about 8-9 g/cm2. This value is sufficient to eliminate unwanted mechanical effects on the weld pool. When using wire for welding with flux, you can achieve minimal melt spatter. This condition is met by ensuring stable contact of the melt zone with the melting wire and flux, as well as by regulating the current strength. Gas protection is also not required in this case, but power control will be especially important. As a rule, a combination of wire and flux is used when welding with high-density current, therefore the machine must be selected taking into account maintaining a constant speed of direction of the electrode thread.
Principle of operation
What welding flux is can be understood by understanding how welding occurs with its participation.
- Before starting the welding process, a thick layer of flux is applied to the future joint.
- An electrode is inserted into the welding zone and the arc is ignited.
- Flux, which has a reduced density, begins to quickly melt, isolating the weld pool from air access.
- Due to the high surface tension of the flux, strong splashing of the metal is prevented, which allows the current to be increased.
- In the arc zone, under the influence of the flux, the heat value increases, as a result of which the welding process begins to proceed faster.
- All joints are filled with molten metal.
A significant part of the remaining flux after cleaning can be used again.
The flux welding process occurs differently depending on the type of welding. When manual welding, flux in powder form is poured onto the surface of the product in a layer of up to 60 millimeters. The width is in the range of 50-100 millimeters.
Insufficient thickness can lead to defects - lack of penetration, cracks and cavities. When moving the electrode during welding, the next layer of flux is added as it moves. Depending on the granulation, the required height of the flux powder layer is determined and the current strength is selected.
In automatic and semi-automatic welding, the flux is supplied through a special tube from the machine’s hopper. Then the supply of welding wire, which has the function of an electrode, is connected. The unused part of the flux, together with the slag embedded in it, enters a container intended for this purpose. The cooled crust is removed from the surface mechanically. To work with automatic equipment, fluxes from the AN category, as well as ceramic ones, are most often used.
Types of fluxes
Existing types of fluxes can be divided into three large categories:
Neutral or inactive fluxes - they do not contain acids. A distinctive feature of these fluxes is their inability to conduct electricity. A striking example of an inactive flux is pine rosin. Inactive fluxes are mainly used for low-temperature soldering of parts using a conventional soldering iron.
Acidic or active fluxes contain acid. Active fluxes are used for soldering aluminum, where high temperatures and a strong chemical reaction are required to remove the oxide film.
Anti-corrosion or protective fluxes - used to protect the finished joint from corrosive metal processes and the appearance of rust on them.
Each type of flux is designed to perform its own specific tasks. According to their consistency, fluxes are liquid, in the form of paste and gel, solid, and in the form of powder, for example, borax flux.
Classification
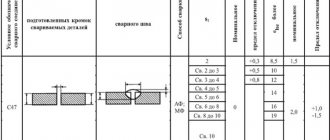
Flux for welding steel can differ from each other in appearance, chemical composition, physical state, scope and purpose. The use of fluxes is regulated by relevant regulatory standards. For example, GOST 8713-89 specifies the requirements for electric welding of iron products, nickel, and metal products made of various types of steel.
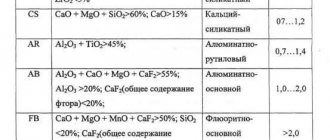
According to their purpose, fluxes can be divided into those intended for welding low-carbon steels, low-alloy steels, high-alloy steels, and for joining active metals. For low-carbon steels, fluxes with a high content of silicon and manganese are used. There are various options regarding the amount of content. The lack of manganese content in the flux can be compensated by using welding wire, which has a large amount of manganese.
To join steels with a low degree of alloying, fluxes that have a high degree of chemical inertness and belong to the oxide type are used. Depending on the brand, they contain 5-35 percent silicon oxide. For welding high-alloy steels, fluxes with low chemical activity are used. Mixed fluxes can be used, which contain oxides and salts in different proportions. For active metals such as titanium, salt fluxes consisting of a mixture of halides are used.
Activity is an important component of the characteristics of fluxes, which is indicated in conventional units in the range from one to ten. The higher the value, the more active this brand of flux is.
According to the production method, fluxes are divided into those obtained by fusion, gluing, mechanical stirring, and grain crushing. Fluxes obtained by gluing are called ceramic. Ceramic fluxes can be used for welding surfaces with residues of rust and oxides on the surface of products, and the presence of traces of moisture on it. The ceramic mixture can be added to the vitreous mixture.
When gas welding and soldering, it is recommended to use fluxes in the form of fine powder, gas and paste. The physical condition determines what the flux looks like. It may appear as a fine powder, glassy granules, pumice-like, gaseous, or paste-like. They can be transparent and porous.
The composition of the flux is determined by its chemical components. These indicators are an important characteristic. The main indicator is chemical inertness under temperature conditions that are of great importance. In addition, the material from which the flux is composed must ensure the diffusion of certain elements into the weld metal.
In many types of fluxes, the largest proportion is silica, which prevents the formation of carbon, which reduces the appearance of cracks and pores in the weld. The manganese contained in the flux, which is an active deoxidizer, helps reduce the formation of oxides in the place where the weld pool is located. Manganese also reacts with sulfur, making it easier to remove after welding.
The purpose of flux additives such as molybdenum, tungsten, chromium, titanium is to restore the original composition of the base metal, as well as give it additional useful properties.