Polyethylene pipes are a popular material used in construction. They are used for pressure and non-pressure pipelines. Among the advantages of such pipes, light weight and ease of installation should be highlighted. Therefore, if you use a machine for welding HDPE pipes, you can do the installation of polyethylene pipes yourself.
This is a modern and convenient material that is widely used for residential and industrial premises. Let's consider methods of welding pipes and features of the equipment necessary for high-quality work.
Methods for installing polyethylene pipes
There are two main types of pipeline connections. These are welded permanent and detachable connections. When choosing one of the types of connections, you must first take into account the operating conditions of the pipeline. For example, when constructing a highway, butt welding is used. And when installing a pipeline with low pressure, detachable connections are used due to simpler installation.
Butt welding of polyethylene pipes is used to reliably connect individual pipeline elements. In this case, it can be used by connecting parts end-to-end or using an electric coupling.
Recommendations for proper welding of PE pipes
Polyethylene pipes can be welded using special equipment called a soldering iron. At the same time, there are a number of certain rules that will make the connection of elements smooth, high-quality and airtight.
The requirements look like this:
Description of methods for welding PVC pipes
- Before carrying out work, it is worth studying the HDPE characteristics for each pipe and verifying their compliance from certificates. Otherwise, the tubes simply will not fit together into a single sealed structure.
- The internal lumen of the tubes (diameter) must be identical for each cut intended for installation of communications.
- Before welding with your own hands, the ends of PE pipes must be cleaned of dust and dirt, and also degreased.
- The welding procedure should be performed only in a dry, heated room, in which drafts and high humidity are excluded.
- After joining two PE elements, any movement of the line should be avoided until the pipeline has completely cooled in order to prevent disruption of the communication lumen.
- In addition, it is worth protecting the welding seam from direct sunlight.
Important: the ends of the tubes, on the opposite side from those being welded, should be securely closed to prevent cold air from entering the lumen. Low temperatures can disrupt the welding technology of HDPE pipes.
Butt welding
It is advisable to use this type of connection exclusively for pipes with a diameter of at least 5 cm. To make a quality connection, you should use a welding machine for HDPE pipes. Welding is performed by heating the ends to the melting temperature and connecting them with a certain force. The strength of this connection is explained by the fact that when heated, polyethylene melts and forms a solid structure.
The ends of the pipe must be securely fastened in special clamps. The heating element is supplied to the ends. The polyethylene is heated to the melting point, and the ends of the pipes are pressed against each other. When the material has cooled, you can remove the clamps and remove the finished pipe from the apparatus.
If you couldn’t figure out how to weld plastic pipes yourself, the video on our website will help you with this.
Butt welding of polyethylene pipes - features and advantages:
- Polyethylene welding can only be used for pipes of the same diameter.
- Only used for pipes with a diameter of at least 50 mm.
- Butt welding of polyethylene pipes is possible only at air temperatures from 15 to 45 degrees.
- This is a fairly economical process because the welding machine for HDPE pipes consumes a small amount of electricity.
- Simplicity. If you have the necessary equipment, you can weld pipes yourself.
Electrofusion welding
Large diameter electrofusion joint
This technological process makes it possible to assemble polyethylene pipes into single systems, taking into account the high strength of the connection. The instructions for welding work are simple and allow you to do it yourself, without the need for the services of professional specialists.
The principle of connecting two pipes into a single unit is to apply voltage to a spiral fused into the pipe coupling. Due to this, the coupling heats up to the required temperature and melts. In order to melt the polymer coupling, a special apparatus is used that supplies the required voltage to the shaped element.
Among the advantages of the technology, the following should be noted:
- simplicity of the welding process in comparison with butt soldering machines;
- higher resistance to mechanical deformation compared to butt joints;
- small dimensions and weight of the machine, which allows work to be carried out in field conditions;
- possibility of soldering joints with a small intermediate gap.
Welding machine
The machine for welding HDPE pipes consists of several elements. Each element performs its own functions. For example, a centralizer is used to clamp and center pipes. It is equipped with two or four clamps. The plane is used to process the ends. And the welding mirror heats the pipes to the melting point.
In addition, the device is equipped with a device that allows you to create the required force for pressing the pipe against the welding mirror, as well as for pressing two sections of pipe during pressing. The device control unit allows you to provide the required voltage, as well as maintain device parameters in a certain range.
Butt welding
You can also butt weld HDPE pipes with your own hands. Butt welding is performed using special equipment with a mechanical or hydraulic drive. Such a welding machine will allow you to join two elements of the tubes until they are completely and tightly connected. The most popular devices are those that have software control. Such equipment is characterized by full automation and the ability to control the welding process without operator intervention in terms of physical effort.
Before doing the work yourself, you should select HDPE pipes with uniform technical characteristics. It is advisable to weld tubes even from the same batch. Since here the polymer is joined at the molecular level, this approach will make the weld more airtight and reliable.
Important: tubes with a wall thickness of at least 5 mm and a diameter exceeding 50 mm are suitable for butt welding.
The principle of butt welding is to heat the ends of the pipe on a special plate. After melting, the PE plate between the ends of the two pipes being welded is removed and the elements are mechanically compressed until the polymer is completely mixed and soldered. After which the pipes must be allowed to cool completely.
Methods for welding metal profile pipes
Important: when marking tubes and cutting them, it is worth taking into account the technical reduction in the length of the pipe after welding. In order to correctly calculate the length reduction factor, you can use the data below:
- So, for pipes with a cross-section of 20 mm, the melting length (welding depth) will be 14.5 mm;
- Elements 25 mm - 16 mm;
- For tubes with a diameter of 32 mm - 18 mm;
- For tubes with a cross section of 40 mm - 20 mm;
- Pipes with a diameter of 50 mm - 23 mm.
Welding parameters and sequence of operations
Butt welding parameters include:
- The degree of pressure on the ends.
- The temperature at which a material melts. Depends on the brand.
- The force with which the ends are pressed against the heating element.
- Duration of the process.
The pressure is controlled using a pressure gauge in an automatic device. If the pressure is created manually, then the pressure can be monitored visually, and the time of the compression process can be monitored using a stopwatch.
Sequence of operations:
- The first step in welding polyethylene pipes is to clean the ends of the pipes that will be joined.
- Securing the pipes in the centralizer of the device where polyethylene welding will be performed. Processing the ends of pipes with a cutter to ensure perpendicularity of the axis. At the same time, the finished workpieces are checked to ensure there are no gaps.
- Heating the ends of the pipes using a welding mirror to the melting temperature, which is about 220 °C.
- Pressing the ends of the pipes with the necessary force.
- Removing the finished pipe from the device.
In order to understand how plastic pipes are welded, the video on our website will provide more detailed information. This way, you can do the work yourself if you have the necessary equipment.
More on this topic on our website:
- Welding polypropylene pipes - process video Due to their low cost and ease of connection, plastic pipes occupy a leading position in the installation of heating and plumbing systems. Compared to metal structures, polypropylene pipes...
- Types of electrodes for welding - welding with electrodes on video A welding electrode is a metal rod of different lengths used in the process of welding parts made of a wide variety of materials. Their main purpose is to supply electric current to...
- Welding for beginners - video lessons The word welding is generally understood to mean a technological process where, as a result of heating, intermolecular and interatomic bonds are established between parts. In this way, direct materials are combined. Mostly…
- Welding work video lessons - watch lessons on welding with an inverter for novice welders Beginning specialists should watch welding work video lessons in order to avoid common mistakes and do their work with high quality and safety. You should always remember that...
Share a link to this material with your friends on social networks (click on the icons):
Electrofusion welding technology
In the photo - welding the coupling
- Polyethylene pipes are located at the same level relative to each other. If the set comes with special adjustable guide stands, we use them; if not, we make do with improvised means.
- We cut the ends with a special cutter, which allows cutting at an angle of 90º.
Important: Do not cut pipes with a knife or saw, as this will not achieve optimal quality and evenness of the cut.
- Using a lint-free rag and an alcohol-based degreaser, thoroughly wipe the ends from the outside and inside.
- On each pipe we measure a distance from the end equal to half the coupling and mark it with a special white marker.
- We remove the surface layer along the entire measured distance. For these purposes, we use a special scraper, which is included with the welding machine.
Important: Under no circumstances should such work be performed using sandpaper, since individual abrasive grains in the polyethylene will make the soldering leaky.
- Along the measured edge where the coupling will end, we install a special clamp, which will subsequently allow the pipe to be positioned.
- Degrease the cleaned section of the pipe.
- We install the coupling on both ends and turn on the equipment for welding HDPE pipes. Soldering takes about 4 minutes, while it takes about 10 minutes for the plastic to cool.
Construction of houses
46 votes
+
Vote for!
—
Vote against!
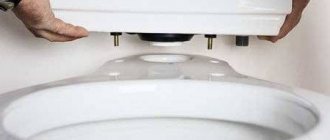
Pipes made of polyethylene are increasingly used. The technical characteristics of such products allow them to be used for industrial needs and in the process of constructing pipelines for domestic use. The high quality and relatively low price of polyethylene pipes creates a steady demand for them. In addition, they are easy to install and connect. Let's look at how polyethylene pipes are welded at home.
Connection of polyethylene pipes
Those who decide to replace an old pipeline with a plastic one will undoubtedly appreciate the modern variety of types of plastic. But on the other hand, the wide range has given rise to certain difficulties, because each type requires a special attitude during installation. Pipes made of a special material - the so-called cross-linked polyethylene - are especially resistant to external factors and reliable.
Pipes made of polyethylene can be used for the construction of pressure and non-pressure pipelines. In everyday life, such pipes are most often used to assemble a water supply system. To install the pipeline with your own hands, it is important for home craftsmen to know the parameters of polyethylene pipe connections.
The main types of connections of polyethylene pipes: connection using additional connecting elements called fittings, butt and electrofusion welding. With detachable connections, as a rule, everything is clear. Detachable connections are usually used when installing the internal part of the pipeline. Laying pipes using fittings is such a simple procedure that it can be done by any person who does not have the slightest experience in this matter.
However, the choice of such connections allows you to carry out a limited range of work, so when installing a water supply system you cannot do without welding polyethylene pipes yourself. As a type of connection, welding will help maintain the strength and flexibility of the pipeline. Another important advantage is that the installation of pipes can be carried out on the surface of the earth, after which they can be laid in a trench; the trenchless method is also acceptable.
Pipe welding rules
The technology of welding methods for polyethylene pipes is different, but several fundamental principles are known. They are worth paying attention to when starting any welding. Let's take a closer look at them:
Polyethylene pipes must have the same wall thickness and diameter, and be physically and chemically compatible with each other (this information should be checked with the manufacturer).
- The ends of the pipes must be cleaned before starting work.
- When welding pipes, it is recommended to minimize the influence of external factors and weather conditions:
- at too low temperatures, you need to heat the room, as shown in the video about welding polyethylene pipes;
- if there is wind and there are no windows, create a barrier from any material like a tent;
- If there is an abundance of sunlight, protect the surfaces to be welded from direct rays to avoid overheating of individual areas.
- It is recommended to close the ends of the pipes that are not involved in welding with plugs, because the influx of cold air can lower the temperature of the welded areas below the required level (except for the case when cold welding of polyethylene pipes is carried out).
- Avoid any mechanical impacts on these products during the welding process and while the pipes are cooling.
Pipe welding methods
And you immediately had a question - which technology for welding polyethylene pipes is preferable, and what kind of pipe welding generally exists. If you are planning to weld pipes with your own hands, you should thoroughly understand the entire procedure, materials and equipment that are used when welding polyethylene pipes. There is nothing complicated in the technology of welding polyethylene pipes, because modern welding machines are simplified for use.
Socket welding
Socket welding, or as it is also called “socket welding,” involves connecting pipes using special fittings. It is recommended to buy fittings, like polyethylene pipes themselves, with a reserve in case of incorrect welding, especially if you have to perform the procedure for the first time.
For this method of polyethylene welding, it is recommended to prepare special equipment, which is a welding machine. Manual welding machines are designed for manual welding of pipes and fittings of small diameters - up to 50 millimeters. Despite such limitations, manual welding machines are manufactured for the entire range of polyethylene pipes that are intended for socket welding using fittings (up to 125 millimeters).
There are also mechanical welding machines that are intended for mechanized socket welding of large-diameter polyethylene pipes - from 40 millimeters and more, when the force of combining the pipes and fitting is high. Such devices provide speed and convenience for socket welding of polyethylene pipes and allow achieving high quality welded joints.
For socket welding, prepare the following accessories:
- Welding attachments or adapters. They need periodic replacement due to wear and tear of the Teflon coating. For a certain diameter of polyethylene pipes, a pair of nozzles of the appropriate diameter is required.
- Cutting tools. Such things are necessary for cutting pipes when laying pipelines and for removing the aluminum layer from reinforced pipes before welding.
In this case, the welded surfaces are the outer part of the pipe and the inner part of the fitting. Both surfaces are heated using a welding nozzle, consisting of the following components: mandrel - half for heating the fitting and sleeve - half for heating the end of the pipe.
Socket welding of polyethylene pipes is carried out in this way. The welding machine should be heated to the required temperature. The fitting is put on the mandrel until it stops, according to the instructions for welding polyethylene pipes. This action usually requires little effort. At the same time, push the end of the polyethylene pipe onto the sleeve until it stops. Do these manipulations as quickly as possible.
Remember that the outer diameter of the sleeve is slightly larger than the inner diameter of the pipe, and the inner diameter of the fitting is slightly smaller than the outer diameter of the mandrel. The excess outer layer of the pipes melts during heating and is squeezed out in the form of a roller, which is called burr. Reducing the diameter of the pipes allows them to fit into the nozzle intended for welding.
In a similar way, the burr is also squeezed out on the fitting, allowing it to align completely with the mandrel. The parts are moved into the wall of the heating nozzle until it stops. You need to feel this moment with your hand; when it occurs, it is very important to stop any pressure on the parts. Then the parts should be held in this position for the required time.
After the allotted interval has passed, you need to quickly remove the fitting, then remove the pipe from the nozzle and align the two parts together until it stops. After cooling, you will receive a solid polyethylene part. After this, a second pipe is welded into the other end of the fitting. If you plan to use a pipe welding machine only once, it makes more economic sense not to buy it, but to rent it. This way you can reduce the cost of welding polyethylene pipes.
The quality of the connection will directly depend on the correctness of the manipulations performed. When socket welding polyethylene pipes, the following errors are most often made. The first of them is that the pipe is not fully inserted into the fitting during alignment, due to which a gap is formed between the internal stop and the pipe. This connection looks ordinary from the outside, but inside a section is formed with a large internal diameter of the pipes and a smaller wall thickness.
When combining parts, extra effort also provokes problems related to the reliability of the connection. So, inside the pipe, under the pressure of the fitting stop, an extra burr is formed, which will further create an obstacle to the flow of gas or water.
Butt welding of pipes
The most popular is the technological map for butt welding of polyethylene pipes. By choosing this welding technique, you can significantly reduce your energy use. In addition, butt welding of pipes does not require the use of heavy equipment, which simplifies installation work.
This technique is used to weld pipes with a wall thickness of more than 5 millimeters and a diameter of more than 50 millimeters. The brand of polyethylene of the elements welded together must be the same. Therefore, before performing butt welding, it is worth sorting pipes and fittings into delivery lots. It is preferable to weld pipes that were produced in the same batch. In addition, it would be a good idea to test the pipes for ellipse.
The basis of the technology is to heat the ends of the pipes using a heating tool before the melting process. When joining pipes in this state, the parts are connected at the molecular level. Butt welding is carried out in the range from minus 15 degrees to plus 45 degrees Celsius.
When butt welding polyethylene pipes, the question immediately arises: how much to cut from the pipes. After all, the pipe section will eventually decrease by the welding distance. To do this, look at the instructions for welding polyethylene pipes or measure the paired nozzle on the tool. This distance will be different for different pipe diameters. For example, for a 20 millimeter pipe this distance is 14.5 millimeters, for a 32 millimeter pipe - 18 millimeters, respectively.
Further, it is recommended to apply markings to each part of the water supply before welding, so as not to constantly measure the pipe and increase the repeatability of welding. The connections will be identical in appearance, the effort for putting on and removing workpieces from the heated nozzle will be predictable.
Butt welding of a polyethylene pipe involves heating the ends of the welded elements to a viscous-flow state and connecting them under pressure. The ends of the pipes must be firmly fixed in the clamps of a special apparatus, and a heated plate is placed between them. Press the ends against the plate with a certain pressure and hold until the melting process begins.
The heating time depends on the diameter of the polyethylene pipes and the power of the device used. Once you reach the required heating level, remove the stove and butt the pipes together, applying pressure to them. Now all that remains is to wait until the polymer material has completely cooled.
In order for butt welding of polyethylene pipes to occur as quickly and accurately as possible, you need to use devices with a hydraulic or mechanical drive. The most advanced devices have software control.
The use of such a device has a whole list of advantages: automatic process control, which eliminates the influence of the human factor and the ability to accurately calculate the time required to weld the planned number of pipes.
Electrofusion pipe welding
Electrofusion welding of polyethylene pipes is used for pipes of different wall thicknesses and different diameters, when installing free-flow pipelines - drainage and gravity sewer systems, inserting into an existing pipeline and repairing existing pipelines.
The procedure for welding pipes using an electric coupling is designed to produce welded joints that can withstand pressures of up to 16 atmospheres. Electrofusion joints are the most expensive compared to butt welding, and the cost of welding polyethylene pipes in this case increases.
To carry out electrofusion welding, you will need special fittings, for example, electric welded fittings with an embedded electric heater that heats the ends of the pipes. If you decide to perform electrofusion welding of polyethylene pipes, you should follow these instructions. To begin, prepare the necessary parts, and also clean the place where you will carry out the work, select the welding parameters, depending on the size of the pipe and embedded parts.
Then you should thoroughly clean the inner surface of the electrofusion coupling and the surfaces of the connected pipes from contamination. To clean and simultaneously degrease products, it is recommended to use wipes soaked in a highly volatile liquid, for example, alcohol.
The ends of the pipes to be welded must be carefully and evenly cut to avoid molten polyethylene flowing into the pipe. Remove the oxidized layer from the surface of the pipes. Oxides that form during the pipe production process can be removed mechanically, by cleaning with special scrapers.
Fix the pipes in the positioner, while controlling their alignment. To further protect the connections from dust, it is customary to use adhesive tape. Plugs are used to close the open ends of pipes to prevent wasteful heat loss. Voltage should be applied to the electrical coupling terminals, as a result of which the fitting will heat up, welding the pipes.
During the entire welding period of polyethylene pipes, including the cooling time, the place of the pipe with the fitting must be rigidly fixed and remain motionless during welding. Do not forget about safety measures when carrying out welding work. Especially taking into account little experience in welding polyethylene pipes, even if you think that the procedure is easy and simple.
Seam quality control
An obligatory part of the welding procedure for polyethylene pipes is quality control of the connections made. Further processing of pipes can only be continued after inspection of all connections made. The completed seams must exactly comply with the established technical requirements, only then the connection can be confidently considered to be of high quality.
A pipeline assembled from polyethylene pipes with high-quality connections will last for several decades without requiring additional maintenance or repairs. Here are the basic requirements and parameters for welding polyethylene pipes, which apply to the quality of the seam during visual inspection:
- The connection on the surface of the pipe should not look like a sunken groove, that is, it should not be located below the general level of the pipeline.
- It is important to maintain the alignment of the pipes. Displacement of the welded products relative to each other is allowed, but not more than 10% of the wall thickness. For example, if you are welding pipes with walls that are 5 millimeters thick, then the amount of displacement should not exceed 0.5 millimeters.
- The height of the rollers that are formed inside polyethylene pipes and outside on their surface is also limited. When welding pipes with a thickness of 5 millimeters, the height of the bead should not exceed 2.5 millimeters. If the thickness of the pipe walls is 6-20 millimeters, then the height of the roller should be limited to 5 millimeters.
Thus, polyethylene pipes are widely used for assembling pipelines for various purposes. When doing work in a house or apartment, it is quite possible to weld polyethylene pipes with your own hands. Depending on the size of the pipes and the purpose of the pipeline, a welding technique is selected, and mastering the technology of this work will not be difficult. It is enough to study the theoretical recommendations and restrictions on the procedure, after which you can safely begin practice!
The essence of technology
The device operates according to the following algorithm:
- A metal spiral located in a polyethylene coupling is heated until after current is applied.
- When temperatures reach 137°C (HDPE board temperature), metal penetrates into the coupling.
- The result is a strong metal alloy.
Electrofusion welding process for PE pipes
Features of using sleeve welding
During the welding process, the elements should not move, so it is recommended to use special positioners. To eliminate the ovality of the pipes, a mechanical rounding pad is used, which consists of two folds. Without the use of pads, there is a chance of gaps forming (this subsequently leads to leaks in the places where the coupling was secured).
The welder needs to use the machine’s scanner to read the fitting markings to obtain all the necessary information, which includes:
- brand;
- voltage level;
- duration of welding work.
Reading a brand with a scanner
Welding of PE pipes with couplings is carried out in automatic mode, which is used even for working with minimal sample sizes. After completing the work, the elements must be secured in a stationary state so that they cool down.
HDPE pipes
HDPE pipes, or low-pressure polyethylene pipes, are widely popular today.
This is largely due to the excellent technical characteristics of the pipelines:
- Environmental Safety.
- It is very easy to use , especially since they are easily installed, and their cost is not too high. Unlike pipes that can withstand high pressure, HDPE melts at a temperature 20 degrees higher, due to which the range of their application is much wider.
- Due to their ability to withstand temperature well , they can be used in the construction of both hot and cold water supply systems.
- The material is very plastic , it can be easily bent and deformed if desired - nothing will happen to the pipes.
- HDPE perfectly resists the effects of most aggressive chemical compounds. The inner layer of the pipe does not interact with the substances that pass through it, so they will retain their positive characteristics for a long period of time.
- The strength indicator is very high , due to which the pipelines perfectly resist various mechanical influences and are resistant to corrosion processes.
Depending on the scope of application, pipes made of low-density polyethylene can be divided into 4 main types:
- Sewer - can withstand about 20 atmospheres. They are produced from primary raw materials and are subsequently used for the construction of sewer systems.
- Tap water. They have a distinctive external feature - a blue stripe along their entire length. Their production is strictly regulated by the GOST 18599-2001 standard. The key function of such pipes is to transport drinking and household water to the place of direct consumption. Water is transported at temperatures of about 40 degrees and pressures of up to 15 atmospheres.
- Gas. These products also have a stripe, however, it is yellow. They are produced on the basis of GOST R 50838-2008. They are designed to transport gas, often even liquid, and operate under pressure from 3 to 12 atmospheres.
- Technical. They are made from recycled materials. Unlike all other varieties, they are not produced according to state standards, but only according to the manufacturer’s specifications. Used for laying channels.
The use of welding when connecting polyethylene pipes allows you to obtain a high-quality connection.
Options for entering information from a barcode
The main method of entering information is a bar code, the information from which is entered into the control system of the welding machine using a photo-optical pencil. Reading is done from the main bar code located at the top of the sticker label. After reading the barcode, the data of the electrofusion fitting must match the data that appears on the device display.
Barcode located on the fitting
The bar code located under the main bar code contains data for reverse tracking of products and is not used when welding products. The welding barcode is printed on a white label, the preheating barcode (for couplings with this mode) is on a yellow label.
If you enter welding parameters manually, you must use the information card attached to parts with a welding order, which contains information about the amount of welding time adjustment depending on the ambient temperature.
Information about the welding process is recorded in the machine's memory. The welding protocol can be printed either upon completion of welding of each joint, or at certain intervals, depending on the memory capacity of the device. The welded pipeline can be loaded with internal pressure 10 - 30 minutes after the joint has cooled.
Couplings with embedded heaters may be re-weldable. Repeated Electrofusion welding is performed in cases where there are doubts about the quality of the resulting joint.