Полиэтиленовые трубы – популярный материал, который применяется в строительстве. Их применяют для напорных и безнапорных трубопроводов. Среди преимуществ таких труб следует выделить легкий вес, а также простоту их монтажа. Поэтому если использовать аппарат для сварки ПНД труб, то работы по установке полиэтиленовых труб можно выполнить самостоятельно.
Это современный и удобный материал, который широко применяется для жилищных и производственных помещений. Рассмотрим способы сварки труб и особенности оборудования, необходимого для качественного проведения работ.
Способы монтажа полиэтиленовых труб
Существует два основных типа соединения трубопроводов. Это сварные неразъемные и разъемные соединения. При выборе одного из типов соединений необходимо в первую очередь учитывать эксплуатационные условия трубопровода. К примеру, при постройке магистрали используется сварка встык. А при монтаже трубопровода с небольшим давлением в нем применяются разъемные соединения по причине более простой установки.
Сварка встык полиэтиленовых труб применяется, чтобы надежно соединить отдельные элементы трубопровода. При этом может использоваться способом соединения деталей встык либо с помощью электромуфты.
Рекомендации для правильной сварки труб ПЭ
Полиэтиленовые трубы можно сваривать при помощи специального оборудования, именуемого паяльником. При этом существует ряд определенных правил, которые позволят сделать соединение элементов ровным, качественным и герметичным.
Требования выглядят следующим образом:
Описание методов сварки труб из ПВХ
- Перед выполнением работ стоит изучить характеристики ПНД для каждой трубы и убедиться из сертификатов об их соответствии. В противном случае тубы просто не состыкуются в единую герметичную конструкцию.
- Внутренний просвет туб (диаметр) должен быть идентичным у каждого отреза, предназначенного для монтажа коммуникации.
- Концы труб из ПЭ перед сваркой своими руками необходимо очистить от пыли и грязи, а также обезжирить.
- Процедуру сварки нужно выполнять только в сухом прогреваемом помещении, в котором исключены сквозняки и повышенная влажность.
- После стыкования двух элементов из ПЭ следует избегать любой подвижности магистрали до полного остывания трубопровода, чтобы не допустить нарушения просвета коммуникации.
- К тому же стоит укрывать сварочный шов от прямого попадания солнечных лучей.
Важно: концы туб, с противоположной стороны от свариваемых, следует надежно закрывать для предотвращения попадания в просвет холодного воздуха. Низкая температура способна нарушить технологию сварки труб из ПНД.
Сварка встык
Такой вид соединения целесообразно использовать исключительно для труб, диаметр которых составляет не менее 5 см. Чтобы качественно выполнить соединение следует использовать сварочный аппарат для ПНД труб. Сварка выполняется при нагреве торцов до температуры плавления и их соединения с определенным усилием. Прочность такого соединения объясняется тем, что при нагреве полиэтилен плавится и образуется цельная конструкция.
Концы трубы должны быть надежно закреплены в специальных фиксаторах. Нагревательный элемент подводится к торцам. Полиэтилен разогревается до температуры плавления, и концы труб прижимаются друг к другу. Когда материал остыл, можно снять фиксаторы и извлечь готовую трубу из аппарата.
Если вы не смогли разобраться, как самостоятельно проводится сварка пластиковых труб, видео на нашем сайте поможет вам в этом.
Сварка встык полиэтиленовых труб – особенности и преимущества:
- Сварка полиэтилена может использоваться только для труб одного диаметра.
- Используется только для труб, диаметр которых составляет не менее 50 мм.
- Сваривать полиэтиленовые трубы встык можно только при температуре воздуха от 15 до 45 градусов.
- Это достаточно экономичный процесс, потому что сварочный аппарат для ПНД труб потребляет небольшое количество электроэнергии.
- Простота. При наличии необходимого оборудования может проводиться сварка труб своими руками.
Электромуфтовая сварка
Электромуфтовое соединение большого диаметра
Этот технологический процесс позволяет собирать полиэтиленовые трубы в единые системы с учетом высокой прочности соединения. Инструкция сварочных работ несложна и допускает возможность выполнения своими руками, без необходимости в услугах профессиональных специалистов.
Принцип соединения двух труб в единое целое заключается в подаче напряжения на спираль, вплавленную в муфту для труб. За счет этого, муфта нагревается до требуемой температуры и плавится. Для того чтобы оплавить полимерную муфту, применяется специальный аппарат, подающий на фасонный элемент требуемое напряжение.
Среди преимуществ технологии следует отметить следующее:
- простота процесса реализации сварки в сравнении со станками, паяющими встык;
- более высокая устойчивость к механическим деформациям в сравнении со стыковым соединением;
- малые типоразмеры и вес станка, что позволяет проводить работы в полевых условиях;
- возможность пайки стыков с небольшим промежуточным зазором.
Сварочный аппарат
Аппарат для сварки ПНД труб состоит из нескольких элементов. Каждый элемент выполняет свои функции. К примеру, для зажима и центровки труб используется центратор. Он оснащен двумя или четырьмя хомутами. Рубанок применяется, чтобы обработать торцы. А сварочное зеркало – нагревает трубы до температуры плавления.
Кроме того, аппарат оснащен устройством, которое позволяет создать требуемое усилие для прижатия трубы к сварочному зеркалу, а также для прижатия двух отрезков трубы при прессовке. Блок управления устройством позволяет обеспечить необходимое напряжение, а также поддержание параметров устройства в определенном интервале.
Стыковая сварка
Сваривать трубы ПНД своими руками можно и встык. Стыковую сварку выполняют при помощи специального оборудования с механическим или гидравлическим приводом. Такой сварочный аппарат позволит состыковать два элемента туб до полного и плотного соединения. Самыми востребованными аппаратами считаются те, которые имеют программное управление. Подобное оборудование отличается полной автоматизацией и возможностью контролировать процесс сварки без вмешательства оператора в плане физических усилий.
Перед выполнением работ своими руками следует отобрать трубы ПНД с едиными техническими характеристиками. Желательно сваривать тубы даже из одной партии. Поскольку здесь соединение полимера происходит на молекулярном уровне, то такой подход позволит сделать сварочный шов более герметичным и надежным.
Важно: для стыковой сварки пригодны тубы, толщина стенок которых не менее 5 мм, а диаметр превышает 50 мм.
Принцип стыковой сварки заключается в нагревании концов трубы на специальной пластине. После плавления ПЭ пластину между концами двух свариваемых труб убирается и происходит механическое сжатие элементов до полного перемешивания и спаивания полимера. После чего трубам нужно дать полностью остыть.
Методы сварки металлической профильной трубы
Важно: при разметке туб и их резке стоит брать во внимание техническое уменьшение длины трубы после сварки. Для того чтобы правильно высчитать коэффициент сокращения длины, можно воспользоваться данными ниже:
- Так, для труб сечением 20 мм длина плавления (глубина сварки) составит 14,5 мм;
- Элементы 25 мм — 16 мм;
- Для туб диаметром 32 мм — 18 мм;
- Для туб сечением 40 мм — 20 мм;
- Трубы с диаметром 50 мм — 23 мм.
Параметры сварки и последовательность операций
К параметрам стыковой сварки относятся:
- Степень давления на торцы.
- Температура, при которой плавится материал. Зависит от марки.
- Усилие, с которым торцы прижимаются к нагревательному элементу.
- Длительность процесса.
Давление контролируется при помощи манометра в автоматическом аппарате. Если давление создается вручную, то контролировать давление можно визуально, а время процесса сжатия при помощи секундомера.
Последовательность операций:
- Первым этапом сварки полиэтиленовых труб является очищение концов труб, которые будут соединяться.
- Закрепление труб в центраторе устройства, где будет выполняться сварка полиэтилена. Обработка торцов труб резцом, чтобы обеспечить перпендикулярность оси. При этом проверяются готовые заготовки, чтобы отсутствовали зазоры.
- Нагревание торцов труб при помощи сварочного зеркала до температуры плавления, которая составляет около 220 °C.
- Прижатие торцов труб с необходимым усилием.
- Извлечение готовой трубы из устройства.
Для того чтобы понять, как происходит сварка пластиковых труб, видео на нашем сайте даст более подробную информацию. Таким образом, вы сможете самостоятельно выполнить работу при наличии необходимого оборудования.
Еще по этой теме на нашем сайте:
- Сварка полипропиленовых труб – видео процесса Благодаря своей невысокой стоимости и простоте соединения, пластиковые трубы занимают лидирующую позицию в монтаже тепловых и водопроводных систем. В сравнении с металлическими конструкциями, полипропиленовые трубы…
- Виды электродов для сварки — сварка электродами на видео Сварочный электрод представляет собой разной длины металлический стержень, используемый в процессе сварки деталей из самых различных материалов. Их основное предназначение – подвод электрического тока к…
- Сварка для начинающих — видео уроки Под словом сварка общепринято понимать технологический процесс, где в результате нагревания устанавливается межмолекулярная и межатомная связь между частями. Таким образом, соединяются непосредственные материалы. В основном…
- Сварочные работы видео уроки — смотрим уроки сварки инвертором для начинающих сварщиков Начинающим специалистам стоит просмотреть сварочные работы видео уроки для того, чтобы избежать распространённых ошибок, и сделать свою работу качественной и безопасной. Всегда нужно помнить, что…
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
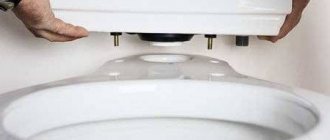
Технология проведения электромуфтовой сварки
На фото – приваривание муфты
- Полиэтиленовые трубы располагаются на одинаковом уровне относительно друг друга. Если в наборе идут специальные регулируемые направляющие подставки, используем их, если нет, обходимся подручными средствами.
- Обрезаем торцы специальным резаком, который обеспечивает возможность реза под углом 90º.
Важно: Нельзя резать трубы ножом или пилой, поскольку так не удастся добиться оптимального качества и ровности реза.
- Используя безворсовую ветошь и обезжириватель на спиртовой основе, тщательно протираем торцы с наружной и с внутренней стороны.
- На каждой из труб отмеряем от торца расстояние, равное половине муфты и отмечаем посредством специального белого маркера.
- По всему отмерянному расстоянию снимаем поверхностный слой. Для этих целей применяем специальный скребок, который входит в комплектацию сварочного аппарата.
Важно: Ни в коем случае нельзя выполнять такую работу, используя наждачную бумагу, так как отдельные зерна абразива в полиэтилене сделают пайку негерметичной.
- По отмерянному краю, где будет оканчиваться муфта, устанавливаем специальный зажим, который впоследствии позволит позиционировать трубу.
- Зачищенный участок трубы обезжириваем.
- Устанавливаем муфту на оба торца и включаем оборудование для сварки труб ПНД. Пайка длится около 4 минут, в то время как на остывание пластика уходит еще около 10 минут.
Строительство домов
46 votes
+
Голос за!
—
Голос против!
Трубы, что изготовлены из полиэтилена, используются все активнее. Технические характеристики подобных изделий позволяют применять их для производственных нужд и в процессе строительства трубопроводов бытового назначения. Высокое качество при относительно небольшой цене полиэтиленовых труб создает на них устойчивый спрос. Кроме того, они просты в монтаже и соединении. Рассмотрим, как происходит сварка полиэтиленовых труб в домашних условиях.
Соединение полиэтиленовых труб
Те, кто решил заменить старый трубопровод на пластиковый, несомненно, по достоинству оценят современное разнообразие видов пластика. Но с другой стороны широкий ассортимент породил определенные сложности, потому что каждый вид к себе требует при монтаже особого отношения. Особенно устойчивыми к внешним факторам и надежными выступают трубы из специального материала — так называемого сшитого полиэтилена.
Трубы, которые изготовлены из полиэтилена, можно использовать для строительства напорного и безнапорного трубопровода. Подобные трубы в бытовом плане применяют, чаще всего, для сборки системы подачи воды. Чтобы выполнить установку трубопровода своими руками, домашним мастерам важно знать параметры соединений полиэтиленовых труб.
Основные виды соединений полиэтиленовых труб: соединение при помощи дополнительных соединительных элементов, которые называются фитинги, стыковая и электромуфтовая сварка. С разъемными соединениями, как правило, все понятно. Разъемные соединения принято использовать при установке внутренней части трубопровода. Укладка труб с помощью фитингов выступает столь простой процедурой, что произвести её получится у любого человека, который не имеет ни малейшего опыта в этом деле.
Однако выбор подобных соединений позволяет осуществлять ограниченный спектр работ, поэтому при монтаже водопроводной системы без сварки полиэтиленовых труб своими руками не получится обойтись. Как вид соединения сварка поможет сохранить прочность и гибкость трубопровода. Еще одно важное преимущество – установку труб можно проводить на поверхности земли, после чего укладываться в траншею, также допустим и бестраншейный метод.
Правила сварки труб
Технология методов сварки полиэтиленовых труб различна, но известно несколько основополагающих принципов. На них и стоит обратить внимание, приступая к любой сварке. Давайте рассмотрим их поподробнее:
Полиэтиленовые трубы должны обладать одинаковой толщиной стенок и равным диаметром, быть между собой совместимыми физически и химически (данные сведения следует уточнить у производителя).
- Концы труб перед началом работ подлежат обязательной очистке.
- При сварке труб рекомендуется минимизировать влияние внешних факторов и погодных условий:
- при слишком низких температурах нужно обогревать помещение, как показано на видео о сварке полиэтиленовых труб;
- при наличии ветра и отсутствии окон создайте преграду из любого материала наподобие палатки;
- при обилии солнечных лучей защищайте свариваемые поверхности от прямых лучей, чтобы избежать перегрева их отдельных мест.
- Концы труб, что не задействованы в сварке, рекомендуется закрывать заглушками, потому что приток холодного воздуха способен понижать температуру свариваемых участков ниже необходимой (кроме случая, когда проводится холодная сварка полиэтиленовых труб).
- Исключите в процессе самой сварки и во время остывания труб любые механические воздействия на эти изделия.
Методы сварки труб
И у вас сразу возник вопрос – какая технология сварки полиэтиленовой трубы предпочтительнее, и какая вообще бывает сварка труб. Если вы собрались трубы сваривать своими руками, вам стоит досконально разобраться во всей процедуре, в материалах и оборудовании, которые используются при сварке полиэтиленовых труб. В технологии сварки полиэтиленовых труб нет ничего сложного, ведь современные сварочные аппараты являются упрощенными для использования.
Раструбная сварка
Раструбная сварка или как её ещё называют «муфтовая» предполагает соединение труб с помощью специальных фитингов. Фитинги, как и сами полиэтиленовые трубы, рекомендуется покупать с запасом на случай неправильно проведенной сварки, особенно если вам предстоит выполнять процедуру впервые.
Для данного метода полиэтиленовой сварки рекомендуется приготовить специальное оборудование, которое представляет собой сварочный аппарат. Ручные сварочные аппараты предназначены для ручной сварки труб и фитингов небольших диаметров — до 50 миллиметров. Несмотря на подобные ограничения, ручные сварочные аппараты изготовляются для всего диапазона полиэтиленовых труб, что предназначены для раструбной сварки при помощи фитингов (вплоть до 125 миллиметров).
Также бывают и механические сварочные аппараты, которые предназначаются для механизированной раструбной сварки полиэтиленовых труб большого диаметра — от 40 миллиметров и больше, когда велико усилие совмещения труб и фитинга. Такие устройства обеспечивают скорость и удобство выполнения раструбной сварки полиэтиленовых труб, позволяют добиться высокого качества сварного соединения.
Для раструбной сварки приготовьте такие принадлежности:
- Сварочные насадки или адаптеры. Они нуждаются в периодической замене из-за износа тефлонового покрытия. Под определенный диаметр полиэтиленовых труб требуется пара насадок соответствующего диаметра.
- Режущие инструменты. Такие вещи необходимы для резки труб при укладке трубопровода и для снятия с армированных труб алюминиевого слоя перед сваркой.
Свариваемыми поверхностями выступают в данном случае наружная часть трубы и внутренняя часть фитинга. Обе поверхности нагревают с помощью сварочной насадки, состоящей из таких составляющих: дорн – половина для нагрева фитинга и гильза – половина для нагрева конца трубы.
Раструбную сварку полиэтиленовых труб осуществляют таким способом. Сварочный аппарат следует прогреть до нужной температуры. Фитинг надевают на дорн до упора, согласно инструкции сварки полиэтиленовых труб. Подобное действие, как правило, требует небольших усилий. Одновременно с этим оденьте до упора на гильзу конец полиэтиленовой трубы. Проделайте эти манипуляции как можно быстрее.
Помните, что наружный диаметр гильзы несколько больше внутреннего диаметра трубы, а внутренний диаметр фитинга немного меньше наружного диаметра дорна. Лишний наружный слой труб во время нагрева оплавляется и наружу выдавливается в виде валика, который называют гратом. Уменьшение диаметра трубам позволяет войти в насадку, предназначенную для сварки.
Аналогичным способом грат выдавливается также на фитинге, позволяя ему с дорном совместиться полностью. Детали двигают в стенку нагревательной насадки до упора. Этот момент нужно чувствовать рукой, очень важно при его наступлении прекратить любое давление на детали. Дальше детали следует удерживать в этом положении на протяжении необходимого времени.
По истечению отведенного промежутка нужно быстро снять фитинг, затем вынуть трубу из насадки и совместить до упора вместе две детали. После остывания вы получите цельную полиэтиленовую деталь. После этого вваривают в другой конец фитинга вторую трубу. Если вы планируете аппарат для сварки труб использовать только единожды, целесообразнее с экономической позиции не покупать его, а взять напрокат. Так вы сможете уменьшить цену сварки полиэтиленовых труб.
Качество соединения будет напрямую зависеть от правильности выполненных манипуляций. При раструбной сварке полиэтиленовых труб чаще всего допускаются ошибки следующего характера. Первая из них – трубу во время совмещения не вводят до конца в фитинг, за счет чего между внутренним упором и трубой формируется промежуток. Данное соединение внешне смотрится обычным, но внутри образуется участок с большим внутренним диаметром труб и меньшей толщиной стенки.
При совмещении деталей лишние усилия тоже провоцируют проблемы, связанные с надежностью соединения. Так, внутри трубы под давлением упора фитинга образуется лишний грат, который будет создавать в дальнейшем препятствие току газа или воды.
Сварка труб встык
Самой большой популярностью пользуется технологическая карта сварки полиэтиленовых труб встык. Выбрав данную методику сварки, вы сможете существенно сократить использование электроэнергии. Помимо этого, сварка труб встык не требует применения тяжелой техники, что облегчает монтажные работы.
Такой методикой сваривают трубы, имеющие толщину стенок больше 5 миллиметров и диаметр более 50 миллиметров. Марка полиэтилена свариваемых между собой элементов должна быть одинаковой. Поэтому перед совершением стыковой сварки стоит отсортировать трубы и фасонные детали по партиям поставки. Предпочтительнее сваривать трубы, что выпущены в одной партии. К тому же не лишним будет тестирование труб на эллипсность.
Основа технологии состоит в разогреве торцов труб с помощью нагревательного инструмента перед процессом расплавления. При стыковке труб в этом состоянии соединение деталей происходит на молекулярном уровне. Стыковая сварка проводится в диапазоне от минус 15 градусов до плюс 45 градусов по Цельсию.
При сварке полиэтиленовых труб встык сразу же возникает вопрос: сколько отрезать от труб. Ведь отрезок трубы, в конце концов, уменьшится на расстояние сварки. Посмотрите для этого в инструкцию сварки полиэтиленовых труб или измерьте парную насадку на инструменте. Это расстояние будет разным для различного диаметра труб. К примеру, для 20 миллиметров трубы это расстояние составляет 14,5 миллиметров, для трубы 32 миллиметров – 18 миллиметров соответственно.
Далее рекомендуется перед сваркой каждой детали водопровода нанести разметку, чтобы трубу постоянно не измерять и повысить повторяемость сварки. Одинаковыми соединения будут по внешнему виду, предсказуемым станет усилие для одевания и снятия заготовок с разогретой насадки.
Стыковая сварка полиэтиленовой трубы кроется в нагреве торцов свариваемых элементов до вязкотекучего состояния и их соединением под давлением. Концы труб нужно закрепить жестко в фиксаторах специального аппарата, между ними располагают нагревающуюся плиту. Прижмите торцы к плите с определенным давлением и выдержите до начала процесса плавления.
Время нагревания зависит от диаметра полиэтиленовых труб и мощности используемого аппарата. После того, как вы достигнете необходимого уровня нагрева, удалите плиту, а трубы соедините встык, при этом нужно на них оказывать давление. Теперь осталось только ждать, пока полимерный материал полностью остынет.
Чтобы сварка полиэтиленовых труб встык происходила максимально быстро и точно, нужно использовать аппараты с гидравлическим или механическим приводом. Наиболее совершенные аппараты имеют программное управление.
Пользование таким аппаратом отличается целым перечнем достоинств: автоматический контроль процесса, который исключает действие человеческого фактора и возможность точного расчета времени, которое необходимо для сварки планируемого числа труб.
Электромуфтовая сварка труб
Электромуфтовую сварку полиэтиленовых труб используют для труб разной толщины стенок и разного диаметра, при монтаже безнапорного трубопровода – систем дренажа и самотечной канализации, врезке в действующий трубопровод и ремонте уже существующих трубопроводов.
Процедура сварки труб при помощи электромуфты рассчитывается на получение сварных соединений, которые выдерживают давление до 16 атмосфер. Электромуфтовые соединения являются в сравнении со стыковой сваркой наиболее затратными, а стоимость сварки полиэтиленовых труб в данном случае увеличивается.
Для осуществления электромуфтовой сварки понадобится наличие специальных фасонных частей, например, электросварных фитингов с закладным электронагревателем, который разогревает концы труб. Если вы решили производить электромуфтовую сварку полиэтиленовых труб, следует действовать по такой инструкции. Для начала подготовьте необходимые детали, а также очистите место, где будете производить работы, выберите параметры сварочной работы, зависимо от размеров трубы и закладных деталей.
Затем стоит тщательно очистить внутреннюю поверхность электромуфты и поверхности соединяемых труб от загрязнений. Для очистки и одновременного обезжиривания изделий рекомендуется использовать салфетки, что пропитаны легколетучей жидкостью, к примеру, спиртом.
Концы свариваемых труб нужно аккуратно и ровно обрезать для избегания затекания внутрь трубы расплавленного полиэтилена. С поверхности труб удалите окисленный слой. Окислы, что образуются в процессе производства труб, можно удалять механическим способом, посредством очистки специальными скребками.
Трубы закрепите в позиционере, контролируя при этом их соосность. Чтобы дополнительно защитить соединения от попадания пыли принято использовать обмотку липкой лентой. Заглушками закрывают открытые концы труб, чтобы предотвратить непроизводительные потери тепла. К выводам элетромуфты следует подать напряжение, в результате чего фитинг будет разогреваться, сваривая трубы.
Все время сварки полиэтиленовых труб, включая время остывания, место трубы с фасонной частью должно быть жестко закреплено, и оставаться при сварке неподвижным. Не забывайте о мерах безопасности при проведении сварочных работ. Особенно с учетом небольшого опыта сварки полиэтиленовых труб, даже если вы считаете, что процедура легковыполнима и проста.
Контроль качества швов
Обязательной частью процедуры сварки полиэтиленовых труб является контроль качества выполненных соединений. Продолжать обработку труб в дальнейшем можно только после осмотра всех выполненных соединений. Выполненные швы в точности должны соответствовать установленным техническим требованиям, только тогда соединение можно с уверенностью признать качественным.
Трубопровод, собранный из полиэтиленовых труб с качественно выполненными соединениями, прослужит несколько десятилетий, не требуя дополнительного обслуживания и ремонта. Вот основные требования и параметры сварки полиэтиленовых труб, которые предъявляются к качеству шва при визуальном осмотре:
- Соединение на поверхности трубы не должно выглядеть, как впалая бороздка, то есть оно не должно размещаться ниже общего уровня трубопровода.
- Важно выдержать соосность труб. Допускается смещение свариваемых изделий относительно друг друга, но не больше чем на 10% от толщины стенки. К примеру, если вы свариваете трубы со стенками, которые имеют толщину 5 миллиметров, то величина смещения не должна превышать 0,5 миллиметра.
- Также ограничивается высота валиков, которые образуются внутри полиэтиленовых труб и снаружи на их поверхности. При сваривании труб толщиной 5 миллиметров высота валика не должна превышать 2,5 миллиметров. Если толщина стенок труб составляет 6-20 миллиметров, то высота валика должна ограничиваться величиной 5 миллиметров.
Таким образом, полиэтиленовые трубы широко используются для сборки трубопроводов разного назначения. При выполнении работы в доме или квартире вполне возможна сварка своими руками полиэтиленовых труб. Зависимо от размера труб и предназначения трубопровода выбирается методика сварки, а освоить технологию данной работы не составит большого труда. Достаточно изучить теоретические рекомендации и ограничения на проведение процедуры, после чего можно смело приступать к практике!
Суть технологии
Работа аппарата происходит по следующему алгоритму:
- Спираль из металла, находящаяся в муфте из полиэтилена, нагревается до после подачи тока.
- Когда температуры до 137°С (температура правления ПНД), металл проникает в муфту.
- В результате получается крепкий сплав металлов.
Процесс электромуфтовой сварки ПЭ труб
Особенности использования муфтовой сварки
Во время процесса сваривания элементы не должны двигаться, поэтому рекомендуется применять специальные позиционеры. Для устранения овальности труб применяется механическая скругляющая накладка, что состоит из двух складок. Без применения накладок существует шанс образования зазоров (впоследствии это приводит к протечкам в местах, где была закреплена муфта).
Сварщику необходимо воспользоваться сканером аппарата для считки маркировки фитинга для получения всей необходимой информации, которая включает:
- марку;
- уровень напряжения;
- продолжительность сварочных работ.
Считывание марки сканером
Сварка ПЭ труб муфтами проводится в автоматическом режиме, что применяются даже для работы с минимальными величинами образцов. После выполнения работ элементы нужно закрепить в неподвижном состоянии, чтобы они остыли.
ПНД-трубы
Трубы ПНД или же полиэтиленовые трубы низкого давления, сегодня пользуются широкой популярностью.
Во многом, это объясняется отличными техническими характеристиками трубопроводов:
- Экологическая безопасность.
- Использовать очень легко, тем более, что они хорошо монтируются, да и стоимость их не слишком высока. В отличие от труб, способных выдерживать высокое давление, ПНД плавятся при температуре на 20 градусов больше, за счет чего диапазон их применения гораздо шире.
- За счет способности хорошо выдерживать температуру, они могут использоваться при сооружении систем как горячего, так и холодного водоснабжения.
- Материал весьма пластичен, его можно с легкостью сгибать и при желании деформировать – с трубами ничего не произойдет.
- ПНД прекрасно сопротивляются воздействию большинства агрессивных химических соединений. Внутренний слой трубы не вступает во взаимодействие с теми веществами, которые через нее проходят, поэтому они будут сохранять свои положительные характеристики в течение долгого периода времени.
- Показатель прочности весьма высок, благодаря чему, трубопроводы прекрасно сопротивляются различным механическим воздействиям, устойчивы к коррозионным процессам.
В зависимости от сферы применения, трубы, изготовленные из полиэтилена низкого давления, можно подразделить на 4 основных типа:
- Канализационные – способны выдержать порядка 20 атмосфер. Их производят из первичного сырья, а применяют в дальнейшем для сооружения канализационных систем.
- Водопроводные. Они имеют отличительную внешнюю черту – синюю полосу по всей длине. Их производство строго регламентировано стандартом ГОСТ 18599-2001. Ключевая функция таких труб состоит в переносе питьевой и хозяйственной воды к месту непосредственного потребления. Вода переносится при температуре порядка 40 градусов и давлении до 15 атмосфер.
- Газовые. Эти изделия тоже имеют полосу, однако, она желтого цвета. Их выпускают на основе ГОСТ Р 50838-2008. Они предназначены для транспортировки газа, зачастую даже жидкого, а работают под давлением от 3 до 12 атмосфер.
- Технические. Их получают из материала, выработанного из вторичного сырья. В отличие от всех других разновидностей, их выпускают не государственным стандартам, а всего лишь по техническим условиям производителя. Используются для прокладки каналов.
Использование сварки при соединении полиэтиленовых труб, позволяет получить высококачественное соединение.
Параметры ввода информации со штрих-кода
Основным способом ввода информации является штриховой код, информация с которого с помощью фотооптического карандаша вводится в систему управления сварочного аппарата. Считывание производят с главного штрихового кода, расположенного в верхней части этикетки-наклейки. После считывания штрих-кода данные электросварного фитинга должны соответствовать данным, появившимся на дисплее аппарата.
Штрих-код, расположенный на фитинге
Штриховой код, находящийся под главным штрих-кодом, содержит данные для обратного отслеживания изделий и при сварке изделий не используется. Штрих-код сварки нанесен на этикетке белого цвета, штрих-код предпрогрева (для муфт, имеющих этот режим) на этикетке желтого цвета.
В случае ввода параметров сварки вручную необходимо пользоваться прилагаемой к деталям с ЗН информационной карточкой, содержащей информацию о величине корректировки времени сварки в зависимости от окружающей температуры.
Информация о процессе сварки регистрируется в памяти аппарата. Распечатка протокола сварки может производиться как по окончании сварки каждого стыка, так и через определенные промежутки времени, в зависимости от объема памяти аппарата. Нагружать сваренный трубопровод внутренним давлением можно через 10 — 30 мин после охлаждения соединения.
Муфты с закладными нагревателями могут предусматривать возможность повторной сварки. Повторная Электромуфтовая сварка производится в том случае, когда есть сомнения в качестве полученного соединения.