Application area
The heat resistance of the adhesive determines the scope of application:
- Household. Repair of heating radiators, gas boilers, water heaters, stoves, pots, kettles.
- Automotive . Repair of all vehicle components that are exposed to high temperatures: cooling systems, exhaust gases and engine.
Important! A modern engine is a high-tech unit. Without professional skills, you should not carry out repairs. Before using cold welding to repair an engine, we recommend consulting with specialists
Advantages
High temperature cold welding is valued for the following properties:
- Wide range of materials to be joined . The glue is capable of connecting surfaces made of aluminum, cast iron, brass, stainless steel, and precious metals.
- Ease of use . Use does not require special training or special skills. The simplicity of the composition requires urgent work to be carried out in the field.
- Connection quality . The seam is not susceptible to chemical attack, corrosion and is not subject to oxidation.
- Possibility of processing . After complete polymerization, the connection is amenable to any mechanical treatment, including the use of sandblasting machines.
- Environmental friendliness . Absolutely safe for the environment.
Point technology
This technology, which involves overlapping aluminum parts, is the most common method of cold welding of this metal. The workpieces to be joined are compressed at individual welding points, for which a special punch is used. According to this technology, parts are predominantly connected by several welding points located at a certain interval relative to each other.
Read also: How to check the electronic throttle
Cold spot welding diagram
The quality of cold welding performed using spot technology directly depends on the degree of deformation of aluminum in the area of the weld spot. In numerical terms, this parameter characterizes the relationship between the thickness of the parts being connected and the depth to which the punch is pressed into the metal. There are standards according to which this parameter for aluminum should be 60–70%, and for alloys based on this metal – 75–90%.
Cold spot welding, which can be used to join fairly large sheets of aluminum and alloys based on this metal, has a number of advantages.
- The parts to be connected do not require preliminary fixation in special clamping devices.
- Aluminum is deformed in very small local areas - weld points.
If you have a mechanical device capable of creating significant pressure, cold welding using this technology can be performed at home.
Compound
Contains the following components:
- Epoxy resin . What the so-called cold welding is based on: the basic element of the glue, which is responsible for the uniformity and plasticity of the working mass.
- Metal or mineral filler . An important component that gives strength during polymerization. Thanks to the metal component, the composition got its name - the appearance of the joint resembles a weld seam from manual arc welding.
- Fillers . The most common element is sulfur. The composition also includes other components responsible for product quality. Manufacturers keep them secret.
Types of cold welding of aluminum
The joining of aluminum parts without traditional welding is used in industry and by home craftsmen for the manufacture of instrument housings, household products, and surface restoration. Methods used:
- Pressure welding is performed by pressing the joined areas with rods (punches). Due to high pressure, the oxide layer is destroyed. This helps create a monolithic connection at the molecular level at the points of impact of the punches.
- Shear under pressure is similar to the previous one, but the connection due to horizontal displacement occurs along the entire length of the joined sections.
- Joining with glue based on epoxy resins is common in everyday life. After application, it reacts with the metal and is embedded in the crystal lattice, firmly holding the parts together.
Technical characteristics of various manufacturers
Let's look at the list of products that are popular in the largest cities of Russia - Moscow and St. Petersburg:
- ABRO Thermometal TM-185 . Country of origin: USA. One-component material for sealing cracks and holes in steel and iron parts. Suitable for use in the repair of automotive components, household heating appliances, and industrial equipment. Contains anti-corrosion additives. It is resistant to petroleum products. Withstands temperatures up to 1316 Cº. Full polymerization time is 24 hours. The recommended layer thickness is 6 mm.
- Adhesive “cold welding” DIAMOND “HEAT RESISTANT” . Product made in Russia. Used to connect various surfaces: ferrous metal, stainless steel, plastic, glass, ceramics, wood. Most effective for repairing batteries, heating radiators and various pipelines. Can be used on wet or oily surfaces. Heat resistance up to 300 Cº. Complete polymerization time – 24 hours. Tear strength – 120 kg/cm².
The above products, among others, can be purchased in the Leroy Merlin network of construction hypermarkets.
Component Shape
Cold welding differs in the degree of thickness: paste-like and liquid compositions are produced.
- Paste-like is a one-component substance, ready for use. In appearance it resembles children's plasticine.
- Liquid welding for metal is produced in special containers. It is a two-component adhesive that must be mixed before use.
Two-component solutions have the advantage of a long shelf life , while one-component glue must be used after opening the package.
Suture method
An effective cold welding technique that involves creating a continuous seam using special equipment.
It consists of two rollers, between which parts are secured. The rollers are located parallel to each other. Punches or a special ring are attached to their working part. These elements form the joining seam. Seam welding can be divided into two types:
- One-sided - one roller rotates, the other is firmly fixed in one position.
- Double-sided - two rollers are driven by electric motors.
The process of fastening metal sheets:
- The area that will be fastened is initially degreased and cleaned of dirt and rust.
- The parts are pressed between the rollers.
- After the engine starts, they begin to rotate and drive parts through the working part. This results in a smooth, uniform seam.
Metallurgists often join large sheets of aluminum and other non-ferrous metals in this way. However, it must be remembered that continuous seams reduce the strength of the overall part. Because of this, the suture technique has been modernized over time. In the process of technology development, the point-suture connection method appeared. It involves installing punches on rollers, which make the seam divided into many points. This way it turns out much stronger.
Read also: Spray gun attachment for vacuum cleaner
Which is better? Criterias of choice
The popularity of cold welding has given rise to a huge number of products for every taste, so the choice should depend on the application.
Temperature
Universal products are characterized by good tensile strength and a variety of joined materials.
Chemical resistance indicator is average. Is it possible to seal a pan with this composition? Yes, but the maximum connection temperature does not exceed 200 Cº. Specialized glue retains its properties at temperatures above 1000 Cº .
Sealants
The cornerstone of universal products is low selectivity. To eliminate leaks in heating pipes, we recommend using special waterproof products. They are primarily sealants, so don't expect high adhesion from them when sealing metal. Produced in liquid form.
Compositions for cars
Automotive cold welding is resistant to negative factors that accompany the operation of a car - vibration, shock, temperature changes. Not suitable for use underwater. High tensile strength.
Fill value
Pay attention to the material being joined. For cold welding of metal, welding with a metal filler is best suited . It must correspond to the parameters of the metal. For example, to connect cast iron you need a cast iron filler, for copper – copper, etc. This will allow you to achieve the best results.
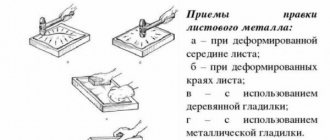
Strain welding methods
A prerequisite for this technology is cleaning and subsequent degreasing of the workpieces. Aluminum is deformed by constant or variable pressure. Depending on the size of the workpieces and the required reliability, one of three methods is selected.
Spot
The most common method, since no clamping device is required. The blanks are laid overlapping, and interval connection points are created along their length using pressed-in punches. The resulting seam is not sealed. The quality of fastening is determined by the degree of deformation, which shows the ratio of the depth of indentation to the thickness of the material. The norm for aluminum is 60 - 70%, for alloys - 75 - 90%. It is not recommended to use sheets thicker than 15 mm.
Suture
Used to create sealed seams of any length. It is performed with ring punches or rotating rollers using a milling or manual machine. Broaching is carried out in the one-sided version between the roller and the support, in the double-sided version - between two rollers. The disadvantage of seam welding is the reduction in thickness along the seam, which reduces the bending resistance.
Butt
Aluminum welding by this method is carried out in a clamping device, the dimensions of which limit the length and dimensions of the workpieces. The parts are fixed in the jaws and mated at their ends due to axial pressure. Despite the high quality of the seams, the use of the method is limited, since a bulge is formed at the junction. Areas clamped in the jaws are greatly deformed, making their removal difficult. The method is used for welding aluminum wires, rods, and, less commonly, pipes. It is recommended to use metal with a cross-section of no more than 30 mm².
Instructions for use
Before use, carefully read the instructions for use. It contains technical specifications. You can also find the necessary information regarding the safe use of glue and recommended areas of application.
Below are general rules when using cold welding.
Safety rules when working with cold welding Cold welding is a non-toxic material. Its use does not require the use of safety glasses or respiratory protection. The main safety requirement for some products is to protect the skin and mucous membrane from direct contact with the glue.
In case of contact with eyes, rinse the contact area thoroughly with plenty of water and consult a doctor. This applies to the finished mixture - contact with the dried product will not cause harm to health. The containers for preparing the mixture must be clean and free of foreign elements. Further use of the utensils for eating is undesirable.
Separately about specific cases
In some situations, when using liquid welding, additional steps are required.
PVC pipes
Damage to plastic elements of a water supply or heating system is not uncommon. To quickly eliminate a leak, use the cold welding method.
Repairs are performed as follows:
- Prepare the surface for processing. Remove particles of moisture, dust and dirt.
- The amount of edge deviation is calculated. For a pipe with a diameter of 4 cm, this parameter should not exceed 2 mm.
- Cover the defect with a dry compound. Apply a fixing tourniquet to the connection. If all actions are performed correctly, the leak will disappear.
This measure is temporary; it only postpones the procedure for replacing the damaged element with a new pipe.
Preparing the surface for welding.
Floor linoleum
To glue sheets of this material, perform the following steps:
- Lay the elements overlapping on the floor. Using a metal ruler and a construction knife, cut through both sheets. If the overlap width is 10 cm, the cut line should be 5 cm away from the edge.
- Remove scraps of canvas. There should be an even joint.
- The canvases are folded back. If the material is not secured, the joint is glued with double-sided tape. It is recommended to work with a partner during these stages. First, the tape is glued to the floor and removed from the protective film. Linoleum is laid on top. Roll the joint with a roller.
- Wipe and dry the areas of linoleum adjacent to the joint. Tape the joint with masking tape. It is also rolled in with a roller. If the preparatory steps are carried out correctly, liquid welding does not fall on the surface of the floor covering.
- Cut the masking tape along the connection line. This will allow you to carefully apply liquid welding to the joint.
- Shake the bottle with the welding agent and clean the tip of any dirt.
- Distribute the glue. To do this, the tip is inserted into the gap between the blades and pressed with a finger. The other hand squeezes the tube. Slowly guide the tube along the joint. The composition should not come into contact with unprotected areas of the floor covering. If this happens, wait until the product dries and then clean it off with a knife.
- After 15-20 minutes, remove the masking tape. It is recommended to do this at an acute angle. After completing all the steps, a thin invisible seam is formed.
We recommend reading: Do-it-yourself cold and hot welding of linoleum
When using thick compositions of type C, you can avoid applying masking tape.