Область применения
Термостойкость клея определяет сферы применения:
- Бытовая. Ремонт радиаторов отопления, газовых котлов, колонок, печей, кастрюль, чайников.
- Автомобильная. Ремонт всех узлов автомобиля, которые подвергаются воздействию высокой температуры: системы охлаждения, выпуска отработанных газов и двигатель.
Важно! Современный двигатель – высокотехнологичный агрегат. Не обладая профессиональными навыками, не стоит производить ремонт. Перед применением холодной сварки для ремонта двигателя рекомендуем проконсультироваться со специалистами
Преимущества
Высокотемпературную холодную сварку ценят за следующие свойства:
- Широкий перечень соединяемых материалов. Клей способен соединять поверхности из алюминия, чугуна, латуни, нержавеющей стали, благородных металлов.
- Легкость применения. Использование не требует специальной подготовки или особых навыков. Простота состава предполагает проведение срочных работ в полевых условиях.
- Качество соединения. Шов не поддается химическому воздействию, коррозии и не подвержен окислению.
- Возможность обработки. После полной полимеризации соединение поддаются любой механической обработке, включая использование пескоструйных аппаратов.
- Экологичность. Абсолютно безопасно для окружающей среды.
Точечная технология
Данная технология, предполагающая соединение деталей из алюминия внахлест, является наиболее распространенным методом холодной сварки этого металла. Соединяемые заготовки сдавливаются в отдельных сварных точках, для чего используется специальный пуансон. По данной технологии детали преимущественно соединяют несколькими сварными точками, расположенными с некоторым интервалом друг относительно друга.
Читать также: Как проверить электронный дроссель
Схема холодной точечной сварки
Качество холодной сварки, выполняемой по точечной технологии, напрямую зависит от степени деформации алюминия в области сварной точки. В числовом выражении данный параметр характеризует соотношение между толщиной соединяемых деталей и глубиной, на которую в металл вдавливается пуансон. Существуют нормативы, согласно которым данный параметр для алюминия должен составлять 60–70%, а для сплавов на основе данного металла – 75–90%.
Точечная холодная сварка, с помощью которой можно соединять достаточно габаритные листы из алюминия и сплавов на основе данного металла, обладает рядом преимуществ.
- Соединяемые детали не нуждаются в предварительной фиксации в специальных зажимных устройствах.
- Алюминий деформируется на очень небольших локальных участках – сварных точках.
При наличии механического устройства, способного создавать значительное давление, холодную сварку по данной технологии можно выполнять и в домашних условиях.
Состав
Содержит следующие компоненты:
- Эпоксидная смола. То, на чем основана так называемая холодная сварка: базовый элемент клея, который отвечает за однородность и пластичность рабочей массы.
- Металлический или минеральный наполнитель. Важная составляющая, которая придает крепость при полимеризации. Благодаря металлической составляющей состав получил название — внешний вид соединения напоминает сварочный шов от ручной дуговой сварки.
- Наполнители. Наиболее распространенным элементом является сера. В состав входят и другие компоненты, отвечающие за качество продукции. Изготовители держат их в секрете.
Виды холодной сварки алюминия
Соединение алюминиевых деталей без традиционной сварки применяется в промышленности и домашними мастерами для изготовления корпусов приборов, бытовых изделий, восстановления поверхности. Используемые способы:
- Сварка давлением выполняется прижатием соединяемых участков стержнями (пуансонами). За счёт высокого давления оксидный слой разрушается. Это способствует созданию монолитного соединения на молекулярном уровне на местах воздействия пуансонов.
- Сдвиг под давлением аналогичен предыдущему, но соединение за счёт горизонтального смещения происходит по всей длине стыкуемых участков.
- Соединение клеем на основе эпоксидных смол распространено в быту. После нанесения он, реагируя с металлом, внедряется в кристаллическую решётку, прочно скрепляя детали.
Технические характеристики различных производителей
Рассмотрим перечень продуктов, которые пользуются популярностью в крупнейших городах России – Москве и Санкт-Петербурге:
- ABRO Термометалл TM-185. Страна-производитель – США. Однокомпонентный материал для заделки трещин и отверстий в стальных и железных деталях. Пригоден к использованию при ремонте автомобильных узлов, бытовых отопительных приборов, промышленного оборудования. Содержит антикоррозийные добавки. Отличается стойкостью к нефтепродуктам. Выдерживает температуру до 1316 Сº.Время полной полимеризации – 24 часа. Рекомендованная толщина слоя – 6 мм.
- Клей «холодная сварка» АЛМАЗ «ТЕРМОСТОЙКИЙ». Продукт российского производства. Используется для соединения различных поверхностей: черный металл, нержавейка, пластмасса, стекло, керамика, дерево. Наиболее эффективен при ремонте батарей, радиаторов отопления и различных трубопроводов. Возможно применение на мокрых или замасленных поверхностях. Термостойкость до 300 Сº.Время полной полимеризации – 24 часа. Прочность при отрыве – 120 кг/см².
Вышеуказанные товары, в числе прочих, можно приобрести сети строительных гипермаркетов «Леруа Мерлен».
Форма компонентов
Холодная сварка отличается степенью густоты: производят пастообразный и жидкий составы.
- Пастообразный представляет собой однокомпонентное вещество, готовое к использованию. По внешнему виду напоминает детский пластилин.
- Жидкую сварку для металла выпускают в специальных контейнерах. Является двухкомпонентным клеем, который необходимо смешать перед применением.
Двухкомпонентные растворы имеют преимущество – длительный срок хранения, тогда как однокомпонентный клей необходимо использовать после вскрытия упаковки.
Шовный способ
Эффективная методика холодной сварки, которая подразумевает создание сплошного шва с помощью специального оборудования.
Она представляет собой два ролика, между которыми закрепляются детали. Ролики располагаются параллельно друг друга. На их рабочей части закрепляются пуансоны или специальное кольцо. Эти элементы и формируют стыковочный шов. Разделить шовную сварку можно на два вида:
- Односторонняя – вращается один ролик, другой прочно зафиксирован в одном положении.
- Двухсторонняя – два ролика приводятся в движение с помощью электродвигателей.
Процесс скрепления металлических листов:
- Зона которая будет скрепляться, изначально обезжиривается и очищается от грязи с ржавчиной.
- Детали прижимаются между роликами.
- После запуска двигателя, они начинают вращаться и прогоняют детали через рабочую часть. Так получается ровный однородный шов.
Металлурги часто соединяют таким образом большие листы алюминия и других цветных металлов. Однако, нужно помнить о том, что сплошные швы снижают прочность общей детали. Из-за этого шовная методика была со временем модернизирована. В процессе развития технологий появился метод шовно-точечного соединения. Он подразумевает под собой установку на ролики пуансонов, которые делают шов разбитым на множество точек. Таким образом он получается гораздо прочнее.
Читать также: Насадка краскопульт для пылесоса
Какая лучше? Критерии выбора
Популярность холодной сварки породила огромное количество товаров на любой вкус, поэтому выбор должен зависть от области применения.
Температурный режим
Универсальные продукты отличаются хорошим показателем прочности на растяжение и разнообразием соединяемых материалов. Показатель химической устойчивости – средний. Можно ли таким составом заклеить кастрюлю? Да, но максимальная температура соединения не превышает 200 Сº.
Специализированный клей сохраняет свойства при температуре свыше 1000 Сº.
Герметики
Краеугольным камнем универсальных продуктов является низкая избирательность. Для устранения утечек труб отопления рекомендуем использовать специальные водостойкие продукты. В первую очередь они являются герметиками, поэтому не ждите от них высокой адгезии при заклеивании металла. Производятся в жидком виде.
Составы для автомобилей
Автомобильная холодная сварка отличается устойчивостью к негативным факторам, которые сопровождают эксплуатацию автомобиля – вибрация, удары, перепады температур. Не подходит для применения под водой. Высокий показатель прочности на разрыв.
Значение наполнения
Обращайте внимание на соединяемый материал. Для холодной сварки металла лучше всего подойдет сварка с металлическим наполнителем. Он должен соответствовать параметрам металла. Например, для соединения чугуна необходим чугунный наполнитель, для меди – медный и т. п. Это позволит добиться наилучших результатов.
Методы сварки деформацией
Обязательным условием этой технологии является очистка с последующим обезжириванием заготовок. Деформация алюминия производится постоянным или переменным давлением. В зависимости от размера заготовок и необходимой надёжности выбирается один из трёх методов.
Точечный
Самый распространённый способ, так как не требуется зажимное устройство. Заготовки кладутся внахлёст, по их длине вдавливаемыми пуансонами создаются интервальные точки соединения. Полученный шов негерметичен. Качество крепления определяется степенью деформации, показывающей отношение глубины вдавливания к толщине материала. Норма по алюминию равна 60 — 70%, для сплавов — 75 — 90%. Не рекомендуется использовать листы толще 15 мм.
Шовный
Применяется для создания герметичных швов любой длины. Выполняется кольцевыми пуансонами или вращающимися роликами с помощью фрезерного или ручного станка. Протяжка осуществляется при одностороннем варианте между роликом и опорой, при двухстороннем — между двумя роликами. Недостатком шовной сварки считается уменьшение толщины по шву, что снижает сопротивление на изгиб.
Стыковой
Сварка алюминия этим методом производится в зажимном устройстве, размеры которого ограничивают длину и габариты заготовок. Детали закрепляются в губках, и за счёт осевого давления сопрягаются торцами. Несмотря на высокое качество швов, применение метода ограничено, так как в месте соединения образуется выпуклость. Участки, зажатые в губках, сильно деформируются, поэтому их извлечение затруднено. Метод используется для сваривания алюминиевых проводов, стержней, реже труб. Рекомендуется использовать металл сечением не более 30 мм².
Инструкция по применению
Перед работой внимательно изучите инструкцию по применению. В ней указаны технические характеристики. Также можно почерпнуть нужную информацию, касательно безопасного использования клея и рекомендуемых областей применения.
Ниже приведены общие правила при использовании холодной сварки.
Правила безопасности при работе с холодной сваркой Холодная сварка – нетоксичный материал. Ее применения не требует использования защитных очков или средств защиты органов дыхания. Основным требованием безопасности некоторых продуктов является защита кожного покрова и слизистой оболочки от непосредственного контакта с клеем.
В случае попадания в глаза следует хорошо промыть контактный участок большим количеством воды и обратиться к врачу. Это относится к готовой смеси – контакт с высохшим продуктом не принесет вреда здоровью. Посуда для подготовки смеси должна быть чистой, без содержания посторонних элементов. Дальнейшее использование посуды для приема пищи нежелательно.
Отдельно о конкретных случаях
В некоторых ситуациях при использовании жидкой сварки требуется выполнение дополнительных действий.
ПВХ-трубы
Повреждение пластиковых элементов водопровода или отопительной системы – нередкая ситуация. Чтобы оперативно устранить течь, используют холодный метод сварки.
Ремонт выполняют так:
- Подготавливают поверхность к обработке. Удаляют частицы влаги, пыли и грязи.
- Рассчитывают величину отклонения грани. Для трубы диаметром 4 см этот параметр не должен превышать 2 мм.
- Замазывают дефект сухим составом. Накладывают на соединение фиксирующий жгут. При правильном выполнении всех действий течь исчезнет.
Такая мера является временной, она лишь откладывает процедуру замены поврежденного элемента новой трубой.
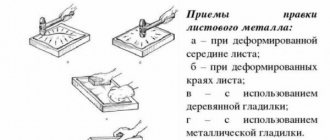
Подготовка поверхности для сварки.
Напольный линолеум
Для склеивания полотен этого материала выполняют следующие действия:
- Укладывают элементы на пол внахлест. С помощью металлической линейки и строительного ножа прорезают оба полотна. Если ширина нахлеста составляет 10 см, линия разреза должна была удалена от края на 5 см.
- Убирают обрезки полотен. Должен получиться ровный стык.
- Отгибают полотна. Если материал не закреплен, стык проклеивают двухсторонним скотчем. На этих этапах рекомендуется работать с напарником. Сначала скотч приклеивают к полу, освобождают от защитной пленки. Поверх укладывают линолеум. Прокатывают стык валиком.
- Протирают и просушивают прилежащие к соединению участки линолеума. Проклеивают стык малярной лентой. Ее также обкатывают валиком. При правильном выполнении подготовительных действий жидкая сварка не попадает на поверхности напольного покрытия.
- Разрезают малярный скотч по линии соединения. Это позволит аккуратно наносить жидкую сварку на стык.
- Взбалтывают флакон со сварочным средством, очищают наконечник от загрязнений.
- Распределяют клей. Для этого наконечник вводят в зазор между полотнами, прижимают пальцем. Другой рукой сдавливают тубу. Медленно ведут тюбик вдоль стыка. Состав не должен попадать на незащищенные участки напольного покрытия. Если подобное происходит, дожидаются высыхания средства, после чего счищают его ножом.
- Через 15-20 минут снимают малярную ленту. Это рекомендуется делать под острым углом. После выполнения всех действий образуется тонкий невидимый шов.
Рекомендуем к прочтению Холодная и горячая сварка линолеума своими руками
При использовании густых составов типа C от наклеивания малярной ленты можно отказаться.