Гибка прутка металлического
Металлический пруток относится к сортовым изделиям и обычно поставляется заказчикам большими партиями. Эти объемные партии предстоит обработать специалистам по гибке. Конечно же, в серийных, да и в менее массовых масштабах ни о какой ручной гибке прутка по радиусу не может быть и речи. Во-первых, это технически невозможно, во-вторых, исполнитель не уложится в срок. И, наконец, в спешке и с применением ручных приспособлений брак в работе неизбежен.
Современное гибочное оборудование точно и аккуратно. Причем с любыми типами изделий: обработка “традиционного” проката с круглым сечением для него так же проста, как гибка квадратного прутка, прямоугольного, шестигранного, а также любых профилей нестандартной формы.
Кустарные и промышленные способы гибки проволоки
Трудно сказать, где сегодня не нашли применение изделия из проволоки, которая представляет собой металлическую нить или тонкий пруток. Гибка проволоки дала возможность придавать изделиям любые необходимые формы. Как при помощи как ручного инструмента, так и механических воздействий на специальном оборудовании.
С физической точки зрения, процесс сгибания проволоки заключается в одновременном сжимании внутренних и растягивании внешних слоев металла проволоки. Процесс также может сопровождаться и продольным смещением этих слоев, если при этом происходит скручивание. Такая технология работы с металлической проволокой широко используется как во многих отраслях промышленности, так и в ювелирном деле.
Гибка полнотелых прутков
В этой статье под прутком мы понимаем цельное изделие без внутренних пустот, то есть полнотелое. Хотя на производствах выпускаются и полые прутки, имеющие внутренние пустоты и благодаря им часто относящиеся к трубам небольшого диаметра — круглым или профильным. При прохождении профилегиба они обнаруживают разные свойства, а их деформация может вызвать серьезные затруднения.
В отличие от трубного проката цельные стержни, то есть прутки, способны выдержать любые нагрузки. Хотя их способность перенести деформирующие усилия во многом будет определяться типом материала. Известно, что гибка металлического прутка из среднеуглеродистой стали проще и безопаснее, чем из нелегированной конструкционной.
Характеристики гибки металлического прутка
Во время воздействия гибочного оборудования на металл возникает такое явление, как деформация. Но ее характер на протяжении процесса неоднороден: вначале появляется упругая деформация, а затем пластическая. Эта смена помогает прутку сохранить форму сечения в месте сгиба и избежать дефектов.
При гибке прутка он подвергается деформирующим процессам не в целом, а на конкретных участках: на заготовке возникают так называемые очаги деформации. Волокна металла на внутренней стороне сгиба испытывают сжатие и имеют меньший радиус кривизны, чем внешние — испытывающие растяжение. В пограничном участке между волокнами растяжения и сжатия образуется так называемая нейтральная зона, которая практически не меняется во время гибки.
Гибка металлического прутка — особенности
Однако это далеко не все нюансы гибки прутка по радиусу. На точность операции и качество финишного продукта могут влиять:
- прочность металла;
- способ гибки — холодный или с предварительным нагревом заготовки;
- сложность формы, которую должно приобрести изделие.
При строительстве монолитных объектов “на века” используется прокат, изготовленный из более прочных марок стали. Они отличаются повышенной прочностью, но крайне неудобны в гибке. Если материал непластичен, единственным способом изменить его форму до необходимой становится нагрев от 600 до 700 градусов. Выполняется термическая гибка на особом оборудовании — горизонтально-гибочных машинах.
Оборудование для художественной гибки металла – автоматическое и ручное
Чтобы получить красивую декоративную решетку на окно, либо для ограды или балюстрады балкона, необходимо оборудование для холодной художественной гибки металла. Давайте разберемся, что это за приспособления.
1 Для чего нужно гнуть металлопрокат, и как это лучше делать?
Для изготовления кронштейнов козырьков над окнами и дверьми, а также для навешивания настенных фонарей и камер видеонаблюдения зачастую используются фигурные элементы из стальных полос, а также из прутка или арматуры. Такие детали можно заказать в кузнице или на предприятии, где установлены станки для гибки проката. Либо, как вариант, можно сделать механический инструмент для изготовления металлических орнаментальных элементов своими руками.
Также немаловажно знать принцип действия автоматических приспособлений, которые можно приобрести для наладки массового выпуска фигурных деталей.
Разнообразие художественных элементов невелико, однако для каждого варианта требуется отдельная операция. Различают такие форм-факторы, как полоса или пруток со спиральным изгибом, пруток с кручением вокруг продольной оси, элемент с изгибом по определенному радиусу (до кольца) или волной, а также под углом. Также для придания конструкциям объема нередко используется гибка по большому радиусу. Универсальных аппаратов легкого класса с малой и средней производительностью очень мало, чаще встречаются модели, совмещающие комплекс для 2-3 типов гибки.
2 Автоматические станки для декоративного изгиба
Оборудование для получения декоративных форм из стальной полосы, прутка или арматуры (а также из труб) бывает механическое, основанное на работе маховика, электромеханическое, гидравлическое и пневматическое. Первым у нас будет станок для простейшей операции – вальцевания металла. Да, именно на этой технологии основан метод получения изгиба малого радиуса, то есть для дуги используются 3 валика. Однако отечественный станок «Д 2 С» отличается многофункциональностью, то есть можно своими руками установить насадку и для навивки «улитки».
Данное оборудование считается довольно простым, поскольку не нуждается во включении в производственную линию. В качестве насадки вместо ведущего, горизонтально ориентированного вала, используется специальный шаблон, который вставляется в патрон на шпинделе. Заготовка вставляется в зажим, после чего станок проворачивает вал на необходимый угол, который задается простейшим программированием на пульте. Максимальный диаметр изделия не может превышать 20 миллиметров.
Для получения многовитковых улиток может быть сделано несколько поворотов шпинделя с поэтапной заменой насадок, либо с использованием сборного секционного шаблона. Похоже работает и станок для холодной художественной гибки металла «Декор 1», который имеет горизонтальную рабочую поверхность с расположенными на ней вертикальными шпинделями. В ведущий патрон могут быть вставлены валки различного диаметра или специальные шаблоны «улитки». Оборудование снабжено пультом ЧПУ. Оба устройства запускаются автоматически и вручную. Следующий станок можно назвать бюджетным их вариантом.
Гибка прутка — приводные станки
В Сети можно встретить много рекомендаций по изготовлению устройства для гибки металлического прутка своими руками. Но, повторимся, такой механизм, даже если он собран правильно, не сможет решать серийные задачи. В промышленных целях — для обработки партий заготовок — используются мощные приводные станки. Они:
- достаточно мобильны;
- производительны;
- не занимают много пространства;
- легко настраиваются и перенастраиваются;
- работают аккуратно, создают максимально плавные закругления.
Срок эксплуатации такого оборудования практически не ограничен. А если в процессе работы возникла поломка, ее легко исправить, заменив вышедшие из строя узлы и детали.
Проволокогибочные станки
Механические станки для массового изготовления деталей и готовых изделий из металлической проволоки широко применяются в промышленном производстве. В зависимости от способа технологии придания формы готовому изделию, различают:
- Проволокогибочный станок, выполняющий изготовление деталей непосредственно из бухты. Является наиболее производительным и экономичным вариантом массового производства изделий из проволоки. Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять.
- Проволокогибочный станок для сгибания проволоки из металлического прутка является более технологичным способом, который имеет ряд преимуществ по сравнению с работой из бухты. Особенно это необходимо, когда готовому изделию необходима дополнительная обработка. Это может быть нарезка резьбы или штамповка, которую при этом можно выполнить лишь до придания готовой формы изделию. Недостаткам такого станка является его потребность в дополнительном сложном механизме подачи заготовок и сравнительно невысокой общей производительности.
- Проволокогибочный станок для сгибания проволоки методом обкатки служит в основном для изготовления различных деталей округлой формы и разных видов круглых пружин. К примеру, такой станок для гибки проволоки путем обкатки работает за счет того, что проволока подается через направляющие ролики на вал заданного радиуса, где, вследствие своего вращательного движения, огибает палец заданное количество раз. При этом проволока скручивается по заданному радиусу, который имеет гибочный палец и обкаточные ролики. За счет положения обкаточных роликов относительно центрального вала можно задавать и регулировать угол сгибания или шаг пружины. Станок для гибки проволоки путем обкатки, как и другие аналогичные механические приспособления, способны выпускать только один вид изделия за операцию. Для смены ассортимента выпускаемой продукции требуется как замена гибочных приспособлений, так и пусконаладочные работы.
- Проволокогибочный станок для сгибания металлической проволоки методом проталкивания. Для определенных деталей из проволоки при их изготовлении требуется придавать им сложные формы определенных геометрических фигур, таких как переменные радиусы, дуги неправильной формы, спиралевидный вид и тому подобное. Путем обкатки это выполнять не очень эффективно, а иногда даже технологически просто невозможно. Отсюда, единственно возможный способ — это применение метода проталкивания проволоки. Принцип работы заключается в поступательном движении металлической проволоки через трехвалковый профилегибочный блок или специальное пружинонавивочное приспособление, в котором за счет положения обкатывающих роликов и придается форма готовому изделию. В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки — это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний.
- Рихтовочные станки используются как дополнительное устройство в технологических линиях изготовления различных металлических проволочных сеток для правки проволоки и придания ей определенной формы. Здесь применяются две технологии: правка методом вращения с помощью рамки и правка с помощью двухплоскостного правильного блока. Двухплоскостной блок правит не очень идеально, но не скручивает при этом проволоку. А вот вращающаяся правильная рамка имеет более сложную конструкции, но многие производители станков все-таки предпочитают ее классической конструкции правильного блока.
Гибка прутка на станке на заказ
Гибка квадратного прутка и проката с другими формами сечений — одно их ведущих направлений работы нашего цеха. Ему посвящен целый участок, на котором могут одновременно выполняться несколько серийных заказов. Если вы обратитесь к нам, то:
- получите качественный гнутый прокат любой сложности в установленный срок;
- максимально сэкономите время и силы, так как мы гарантируем выполнение вашего заказа “под ключ”, с отгрузкой и доставкой;
- сможете заказать услугу с хорошей скидкой, если поручите нам обработку большой партии прутков.
С нами вы сможете воплотить в жизнь любые строительные проекты, вплоть до самых сложных задумок. Обращайтесь!
Работа с проволокогибочным станком
Для изготовления из проволоки большого количества гнутых изделий могут использоваться различные методики, для реализации каждой из которых применяется специальное оборудование. Наиболее распространенным и экономичным является бухтовый способ гибки.
Выполнение гибки по данной технологии происходит в несколько этапов.
- Проволока, которая намотана на бухты, подается на роликовый двухплоскостной станок, выполняющий ее выравнивание.
- После выравнивания проволока подается на проволокогибочный станок, на котором и формируется изделие требуемой конфигурации.
- Сформированное изделие отрезается, и весь цикл гибки повторяется заново.
Использование данной технологии позволяет полностью автоматизировать процесс гибки и тем самым добиться его высокой производительности.
Бюджетный станок для сгибания проволоки
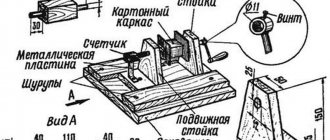
Проволокогибочный станок может выглядеть и как неподвижный шаблон, вокруг которого проволока обкатывается при помощи подвижных прижимных роликов. Используя такие приспособления, на поверхности проволоки можно формировать изгибы даже самого минимального радиуса, величина которого сопоставима с наружным диаметром обрабатываемого изделия. При этом конфигурация формируемого на таком станке изделия может быть достаточно сложной.
Переставные упоры и изменяемые рычаги этого шаблона позволяют создавать множество комбинаций изгибов проволочных изделий
Проволокогибочный станок может работать и по принципу проталкивания обрабатываемого изделия через систему валиков. Конец проволоки при использовании такого оборудования соединяется со специальным проводом, который и протягивает изделие через рабочие органы станка. Проволокогибочный станок данного типа за счет особенностей своей конструкции позволяет изготавливать изделия, отличающиеся даже очень сложной формой.
При выравнивании проволоки также используется проволокогибочный станок, который в данном случае применяется для рихтовки. В качестве рабочих органов такого оборудования могут выступать правильные рамки или двухплоскостные правильные блоки. При этом более высокой эффективностью отличаются вращающиеся правильные рамки, именно поэтому их применяют в тех случаях, когда выравнивание поверхности проволоки необходимо выполнить максимально плавно и качественно.