Комбинированный станок 1М95
Комбинированный станок модели 1М95 предназначен для работы в передвижных и стационарных мастерских. Станок состоит из 2-х основных агрегатов: токарно-фрезерного и сверлильного, каждый с самостоятельным приводом.
Благодаря переменной высоте центров и наличию ряда специальных приспособлений: долбежного, вертикально и горизонтально фрезерных, заточного достигается универсальность станка. На нем можно выполнять токарные, фрезерные, сверлильные, расточные, долбежные работы и нарезание резьб: метрической, дюймовой, модульной и питчевой; а также выполнять простейшие заточные работы.
Электрооборудование. Параметры электрических цепей токарно-винторезного станка 1М95
- Питающая сеть: напряжение — 380 В, ток — трехфазный, частота — 50 Гц
- Цепь местного освещения: напряжение — 36 В, ток — переменный
Описание электросхемы токарно-винторезного станка 1М95
Перед началом работы на станке необходимо его электрическую часть подключить к электросети посредством пакетного выключателя «ВП-1», который производит общее включение станка.
Нажатием на кнопку «ПУСК» замыкается цепь катушки магнитного пускателя, силовые контакты которого подают напряжение на пусковую аппаратуру электродвигателей, а блок-контакт блокирует пусковую кнопку, что исключает дальнейшее нажатие кнопки «ПУСК».
Снятие напряжения от всех электродвигателей производится нажатием на кнопку «СТОП».
Выбор направления вращения электродвигателя «1Д» производится при помощи барабанного переключателя «1БП», а включение и отключение — кнопками «ПУСК» и «СТОП».
Включение, отключение и выбор направления вращения электродвигателя «2Д» осуществляется барабанным переключателем «2БП».
Электродвигатель «ЗД» включается и отключается пакетным выключателем «ВП-2». Напряжение к пакетному выключателю «ВП-2» подается при помощи гибкого шланга через 3-х полюсную розетку «РШ».
Электродвигатель «4Д» включается пакетным выключателем «ВП-3».
Включение местного освещения осуществляется пакетным выключателем «ВП-4».
Общее отключение станка от сети осуществляется переводом рукоятки пакетного выключателя «ВП-1» в положение «ОТКЛЮЧЕНО».
Защита
- Защита от токов коротких замыканий производится предохранителями
- Защита электродвигателей от перегрузок осуществляется тепловыми реле
- Нулевая защита электродвигателя осуществлена катушками пускателей, которые при понижении напряжения до 85%, от номинального автоматически отключают электродвигатели
Перечень элементов
На станке 1М95 установлены четыре трехфазных короткозамкнутых асинхронных электродвигателя:
- 1Д электродвигатель привода токарно-фрезерного агрегата А02-41-4, 4,0 кВт, 1450 об/мин, 220/380 В
- 2Д электродвигатель привода сверлильного агрегата А02-21-4, 1,1 кВт, 1400 об/мин, 220/380 В
- 3Д электродвигатель заточного приспособления АОЛ2-11-2, 0,8 кВт, 2800 об/мин, 220/380 В
- 4Д электродвигатель насоса охлаждения ПА-22, 0,125 кВт, 2800 об/мин, 220/380 В
- 1БП, 2БП Барабанный переключатель БП1-432 — 2 шт. Подлежит замене на новую серию
- КУ Кнопки управления КУ-1 — 2 шт
- ВП-1 Вводный выключатель ВП 3×25 — 1 шт. Подлежит замене на новую серию
- ВП-2 Выключатель заточного приспособления ВП 3х10 — 1 шт
- ВП-3 Выключатель охлаждения ВП 3×10 — 1 шт
- ВП-4 Выключатель освещения ВП 3х10 — 1 шт
- К Магнитный пускатель ПМИ-211 — 1 шт
- К-1 Кронштейн местного освещения К-1 — 1 шт
- РШ Штепсельная розетка РШ 2823 — 1 шт
- ЛО Лампа местного освещения на 36 Вольт МО-14 — 1 шт
- ТП Трансформатор понижающий ТПБ-50 — 1 шт. Подлежит замене на ТБС-2
- ПР Предохранитель ПР-60 1 шт
- РТ-1 Тепловое реле ТРН-10 Iн=8А — 1 шт
- РТ-2 Тепловое реле ТРН-10 Iн=3,2А — 1 шт
- РТ-3 Тепловое реле ТРН-10 Iн=2А — 1 шт
- КН-1 Клеммный набор КН 1010 — 1 шт
- КН-2 Клеммный набор КН 1015 — 1 шт
Технические характеристики станка 1М95
Технические характеристики станка это основной показатель пригодности станка к выполнению определенных работ. Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольшая растояние между центрами РМЦ
- наибольшая длинна обрабатываемой детали
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 1М95. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 1М95
| Величины | ||
| Высота центров | мм | 235…355 |
| Наибольший диаметр обрабатываемого изделия над станиной | мм | 500 |
| Наибольший диаметр обрабатываемого изделия над суппортом | мм | 420 |
| Расстояние между центрами | мм | 1000 |
| Наибольший диаметр обрабатываемого прутка | мм | 32 |
| Диапазон чисел вращения шпинделя | об/мин | 28…125 |
| Пределы шагов нарезаемой метрической резьбы | мм | 1…12 |
| Пределы шагов нарезаемой модульной резьбы | мм | 0,25…35 |
| Пределы шагов нарезаемой дюймовой резьбы | ниток/дюйм | 3…24 |
| Пределы шагов нарезаемой питчевой резьбы | питчей | 40-8 |
| Габаритные размеры станка (ДхШхВ) | мм | 2750х1255х1670 |
| Масса станка (без электрооборудования) | кг | 2170 |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Сведения о производителе токарно-винторезного станка 1М95
Разработчик и изготовитель токарно-винторезного станка 1М95 — Алма-Атинский станкостроительный завод, основанный в 1932 году как чугунолитейный завод № 1 областного отдела легкой промышленности.
С апреля 1942 года после объединения с литейно-механическим заводом «20 лет Октября”, эвакуированным из Луганска, стал называться Алма-Атинским механическим заводом N21 им. 20-летия Октября Наркомата среднего машиностроения СССР.
В 1945 году переименован в Алма-Атинскии станкостроительный завод им. 20-летия Октября.
Завод выпускал станки токарно-винторезные: 16Д20, 16Д20П, 16Д20ПФ1, ТВ16, 16Д25, 1Д95, 1Е95, 1М95.
Станки завода Алма-Атинский станкостроительный завод им. 20-летия Октября
- 1Д95
— станок токарно-винторезный комбинированный Ø 400 - 1Е95
— станок токарно-винторезный комбинированный Ø 400 - 1М95
— станок токарно-винторезный комбинированный Ø 500 - 16Д20
— станок токарно-винторезный Ø 400 - 16Д25
— станок токарно-винторезный Ø 500 - 16Е20
— станок токарно-винторезный Ø 400 - ТВ-16
станок токарный настольный Ø 160
Паспорт станка 1М95
Данное руководство по эксплуатации «Паспорт станка 1М95» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации токарно-винторезного станка 1М95.
СОДЕРЖАНИЕ
Назначение и краткая техническая характеристика
Транспортировка станка
Фундамент и установка станка
Подготовка станка к первоначальному пуску
Паспорт станка
- Токарно-фрезерный агрегат
- Шпиндель
- Передняя бабка
- Стойка с задней бабкой
- Суппорт-стол
- Сверлильный агрегат
- Вертикально-фрезерная головка
- Долбежное приспособление
- Принадлежности и приспособления
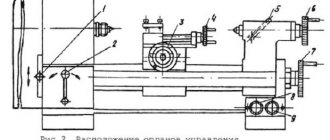
- Общий вид станка со спецификацией органов управления
- Кинематическая схема
- Спецификация зубчатых и червячных колес, винтов и гаек
- Механика станка
- Механизм главного движения токарно-фрезерного агрегата
- Механизм главного движения сверлильного агрегата и вертикально фрезерной головки
- Механизм движения долбежного приспособления
- Механизм подач
- Настройка станка для нарезания резьб
- Спецификация подшипников
- Схема расположения подшипников
Описание станка
Смазка станка
- Схема смазки
- Карта смазки
Регулирование станка
Электропаспорт
Чертежи быстроизнашивающихся деталей
Скачать паспорт комбинированного станка 1М95 в хорошем качестве можно по ссылке расположенной ниже.
Устройство
Станок комбинированный 1м95 имеет классическую компоновку с привычным расположением органов регулировки и настройки режима. Отдельные виды дополнительного оснащения имеют индивидуальные правила установки. К примеру, заточное приспособление, согласно документации — рекомендуется располагать отдельно от основного блока оборудования.
Станина модели 1м95 обеспечивает высокую жесткость. Она выполнена по классической схеме, имеет коробчатую форму. Стенки станины укреплены при помощи поперечных ребер. Направляющие — призматического типа, одна из них предназначена для движения каретки суппорта, по другой смещается блок задней бабки. Станина расположена на двух тумбах основания, слева монтируется основной привод, сам электродвигатель и часть электрохозяйства для его управления.
Блок коробки скоростей способна передвигаться в вертикальном направлении. Он монтируется на направляющих в левой области стола станины. Момент вращения на коробку скоростей передается посредством клиновых ремней, электродвигатель расположен в левом блоке основания.
Конструкция коробки скоростей обеспечивает надежность, стабильность работы, быстрое переключение, предоставляет привычную механику управления при помощи рукояток. Она обеспечивает по 6 ступеней переключения для прямого и обратного вращения, 12 скоростей всего. Кинематика передачи крутящего момента — привычна и стандартна, от валика фрикциона и блок шестерен на цепь подач и шпиндель.
Надежность и долговечность коробки передач достигается применением надежных материалов. Шестеренки выполняются из стали углеродистого класса, проходящей термическую закалку. Чтобы элементы конструкции служили долго — не следует изменять показатели оборотов шпинделя на рабочем ходу.
Коробка подач при нарезании резьб может легко настраиваться соответствующими рукоятками. Выбор нужного типа резьбы можно сделать, ориентируясь на таблицу, установленную на корпусе станка (на щитке коробки).
Блок суппорта также имеет привычную компоновку и конструкцию. Он двигается по направляющим стола станины продольно-поступательно и по соответствующим элементам конструкции каретки поперечно. Это может производиться как механическим способом, так и приводом посредством колеса, ручным способом. Блок резцедержки имеет допустимый угол поворота 45 градусов в каждом из направлений.
Смазка механизма производится согласно инструкции, приведенной в паспорте оборудования. В документации указаны сорта масла, периодичность проведения обслуживания и описание процедуры, а также нормы заливки технической жидкости. Смазка отдельных узлов во время работы станка производится либо методом естественного разбрызгивания с забором из ванны (передняя бабка), либо подачей плунжерным насосом (фартук, направляющие каретки и другие). Отдельный список элементов конструкции смазывается только вручную с помощью масленки.
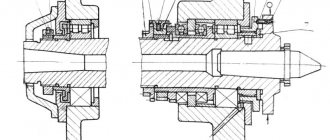
Допустимый люфт шпинделя
Допустимый люфт шпинделя определяется по характеристикам установочного места и работающих в конструкции подшипников. Рекомендуемый согласно классу точности зазор по посадке составляет 0,005 мм. Предварительный натяг подшипников регулируется гайкой. Изменение посадочного зазора регулируется разъемным регулировочным кольцом. Его шлифуют до достижения нужного показателя, затем устанавливают и окончательно затягивают подшипник второй настроечной гайкой. Начинать работу по регулировке зазоров нужно с внутреннего кольца, которое должно быть прошлифовано по эталонному калибру КП-75.
Допуск биения шпинделя и патрона
При установке на конус шпинделя патрон может создавать люфт по трем схемам:
- боковой из-за неточного позиционирования;
- боковой из-за неравномерного прижима кулачков;
- торцевой из-за недостатков фланцев и посадки на шпиндель.
Допуск биения патрона в сумме с конструкционным биением шпинделя должен быть как можно меньше. Для класса точности Н — предел составляет 50 мкм. Чтобы добиться необходимой точности, нужно проводит расточку кулачков, обработку посадочного конуса, центровку и тщательную регулировку как шпинделя, так и отдельно блока патрона.