Главная / Приспособления и детали
Назад
Время на чтение: 4 мин
0
1157
Место ручного экструдера для сварки — одно из почётных на полках с оборудованием строительных магазинов.
Его основная работа — соединение полипропиленовых заготовок и деталей из полипропилена, создание конструкций из пластмасс и предметов из плотной плёнки, сварка листов пластика, пайка резервуаров, сооружение предметов детской площадки и тому подобное.
Однако, для пайки поливинилхлоридных деталей этот аппарат не подходит, как и для создания трубопроводных конструкций. Прочность швов, полученных с помощью экструдера, менее 85 процентов, поэтому трубопровод не будет достаточно герметизирован.
- Общая информация
- Виды
- РУЧНОЙ СВАРОЧНЫЙ ЭКСТРУДЕР: СХЕМА РАБОТЫ
- Виды швов
- Подготовительный этап
- Выполнение сварки
- Заключение
Общая информация
Этот аппарат работает по такой системе: нагретая воздушная масса, идущая из сопел экструдера и увеличивает температуру промежутка (канавы или стыка) между соединяющимися деталями, делая последние пластичнее.
Параллельно в рабочую зону аппарата подходит прут. Он плавится и соединяется с диском (его называют также шнек), образуя однородную пластиковую массу.
Через фильерный инструмент или сварочный башмак выходит расплавленная полимерная смесь. Шов получается, когда вся масса остывает до комнатной температуры. Это похоже на выдавливание кетчупа из упаковки.
Поверхности, которые соединяет мастер, должны быть идентичны друг другу. Это подразумевает, что составные элементы, плотность упаковки материала и его текучесть у деталей одинаковы.
Прут для сварки по этим характеристикам также должен быть похож на элементы.
Особенности экструдеров DOHLE
ООО «ЦСП» — официальный поставщик немецкого предприятия DOHLE в России. Компания выпускает ручные экструдеры, сочетающие высокую производительность с умеренной ценой. Разрабатывая устройства для сварки с 1997 года, инженеры DOHLE накопили уникальный опыт производства простых в эксплуатации и функциональных приборов. Плюсы оборудования:
- высококачественные материалы, устойчивые к износу. Результат – сниженная цена обслуживания и большой ресурс;
- большой выбор дополнительных комплектующих: насадок и головок, держателей для катушек, вакуумных насосов, компрессоров, колпаков, электродов, приспособлений для проверки сварных швов;
- разнообразие конфигураций.
Применение сварочных экструдеров DOHLE дает возможность сваривать толстостенные детали за один проход. Сварка выполняется с большой скоростью даже при невысокой квалификации оператора. Для максимально долговечного соединения необходимо соблюдать два условия: не допускать сваривания поверхностей со следами окислившегося материала и соединять детали только из одинаковых термопластов. Полимеры должны сочетаться по химическому составу, плотности, значению текучести расплава. Аналогичные требования предъявляются к присадочному материалу.
Виды
- Шнековые. В них проволока для присадки плавится в шнековом резервуаре экструдерного аппарата и выдавливается сквозь стержень с винтовой поверхностью вдоль оси — шнек. Вместо проволоки используют и материал в гранулированном состоянии. Он находится в специальном отделении, где соединяется в однородную расплавленную массу и становится пригодным к подаче.
- Безшнековые. Прут в этих моделях накаляется электронагревателями в участке нагрева. Задний конец проволоки в этом варианте остается твердым и подталкивает нагретый вязкий материал на участок образования шва.
- Скомбинированные. В них совмещаются шнековы и безшнековый типы.
Технология сварки
Главная особенность сводится к тому, что при сваривании не происходит изменений в химическом составе листов. Для этого применяется стыковочный материал, а также пруток для сварки, хотя процесс может обходиться и без него.
Основные процессы сводятся к трем пунктам:
- Нагрев соединяемых элементов до образования вязкой поверхности;
- Стыковка расплавленных частей механическим способом;
- Остывание деталей в фиксированном состоянии.
Для получения швов высокого качества необходимо соблюдение ряда условий:
- Температура внешней среды не менее 15°С;
- Соответствие присадок свариваемому полипропилену;
- Высокое качество свариваемых поверхностей;
- Правильный выбор инструмента и насадок для него.
РУЧНОЙ СВАРОЧНЫЙ ЭКСТРУДЕР: СХЕМА РАБОТЫ
Перед тем, как соединять элементы, их нужно нагреть. В корпус сварочного экструдера для этой цели может быть встроен термофен. Он нужен для того, чтобы пластиковые детали нагрелись потоком воздуха перед тем, как на них подастся присадочный материал.
Нагретая воздушная масса может идти не только от термофена, но и от компрессорной установки или организационной пневмосети. Присадочная проволока нагревается благодаря электрическим нагревателям, встроенным по кругу экструзионного отделения.
В устаревших моделях экструдеров шнековая камера подогревается жарким воздухом, который нагревает также и зону сварочной работы. Перед тем, как «дойти до сварки» воздух идёт через отделение с диском и плавит материалы для присадки.
Последний подходит к зоне сварки сквозь башмак в состоянии своеобразной лавы.
Ручной сварочный экструдерный аппарат используют в основном для пайки полиэтилена с низким давлением, полипропиленовых деталей и остальных типов термических пластмасс из первой группы.
У них температура плавления и температура разрушения рознятся на 50 градусов Цельсия. Это уменьшает беспокойство по поводу деструкции, так как даже перенапряжение на 35-45 градусов не повреждает итоговое соединение.
Вторая группа термических пластмасс включает поливинилиденфторид и поливинилхлорид. Они плавятся и разрушаются с очень маленькой температурной разницей, поэтому тут важно жёстко контролировать терморежим сварки.
Чтобы работа со 2й группой термопластов протекала «как надо», шнековая деталь должна быть особой: иметь специальную форму, чтобы перемешивание массы было равномерным, а сам полимер не перегревался.
При работе с элементами из этих материалов, экструдер должен долго работать в ожидающем режиме или не выключатся долгое время.
Конструкция и принцип работы
Ручной сварочный экструдер представляет собой термомеханической устройство, последовательно осуществляющее два процесса – нагрев легкоплавящегося пластика до вязкого состояния, и последующего выдавливания массы на поверхность в зоне стыка. Там ПНД, ПВХ и прочие легкоплавкие пластические массы застывают, образуя прочный сварочный шов.
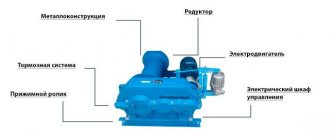
Для компактности и удобства использования рассматриваемая техника обычно оформляется в виде пистолета с ручкой (в которой монтируется приводной электродвигатель) и верхней насадкой для нагрева рабочей смеси. Состоит сварочный экструдер из следующих узлов:
- Электромотора.
- Питателя.
- Экструзионной камеры.
- Дробильного шнекового устройства.
- Камеры для расплавления пластика.
- Термонагревателя.
- Сварочного сопла.
- Системы управления.
Для функционирования устройство предварительно заправляется присадочным прутком из того материала, которым будет выполняться сварка. Процесс происходит следующим образом. На верхней панели экструдера размещается приёмная втулка с отверстием, куда пропускается присадочный пруток. Заправка должна быть такой, чтобы свободный конец прутка попал в зону его захвата шнеком. При включении электродвигателя происходят два процесса: нагрев присадочного прутка концентрированной струёй горячего воздуха, и – спустя некоторое время, которое определяет датчик прибора – подача прутка в зону его измельчения.
Там вращающийся шнек выполняет дробление пластика прутка, превращая его в гранулированную массу. Последняя при нагреве плавится, и, перемещаясь далее, попадает в зону плавления. В этой зоне гранулят уже механически и гомогенно однороден. Под воздействием давления от шнека, он проходит в сварочную зону, поступает в сварочное сопло и в процессе прижима к поверхности свариваемых изделий выдавливается наружу однородной полосой, ширина которой зависит от конфигурации сопла. Поскольку внешняя температура намного меньше той, что создаётся термонагревателем, то материал присадочного прутка мгновенно застывает, образуя сварочный шов.
В менее компактных, но более производительных моделях экструдеров, нагрев присадочного прутка выполняется при помощи внешнего термонагревателя, а воздух туда подаётся от небольшого компрессора. Конструктивные различия могут иметься и в способе нагрева присадочного материала: иногда нагрев производится кольцевыми нагревательными элементами, коаксиально размещёнными в корпусе термонагревателя.
Система управления ручным сварочным экструдером выполняет следующие функции:
- Предварительную установку температуры нагрева, которая определяется температурой плавления пластика (как известно, ПНД плавится при 120…130ºС, ПВХ – при 150…220ºС, а полипропилен – при 170…190ºС).
- Включение термонагревателя;
- Запуск привода шнекового измельчителя;
- Блокировку «холодного старта», когда шнек может перемещать ещё неоднородный присадочный материал;
- Отключение термонагревателя при ещё вращающемся шнеке, что исключает прилипание остатков гранулята в сварочной камере.
Подготовительный этап
Момент подготовки перед экструзионной сварки отличается от такого для других типов. Но, как и в других случаях, поверхности деталей нужно очистить от грязи и пыли, иначе шов получится некачественным.
Также пластмассы легко окисляются из-за воздействия воздуха. Очистить кромки нужно не более чем за двадцать минут до начала пайки.
Если вы сделаете это раньше, детали всё равно придется расчищать заново. Не пробуйте использовать для очистки растворитель, он может деформировать пластмассу.
Что выбрать фен или экструдер?
Если при изготовлении изделий Вы используете листовые пластики толщиной более 10мм, если Вам требуется качественное и прочное соединение и Вы располагаете бюджетом от 100 000 руб, то выбирайте сварочный экструдер. За эти деньги, аппарат будет оснащен нагревателем воздуха со встроенным контроллером температуры, у него будет хорошая мощность и производительность, а сварочный шов будет выполняться за один проход. К тому же Вы сможете регулировать обороты шнека в диапазоне от 20 до 100 процентов.
Сварочный фен дешевле сварочного экструдера в 4-5 раз, меньше по габаритам в 1,5 раза и имеет вес не более 1,3кг вместе со шнуром, в то время как даже самый небольшой экструдер весит от 4 кг.
Сварочный фен это универсальный маленький помощник, без которого не обходится ни одно производство. Расходные материалы для фена сравнительно недороги, так что его эксплуатацию может позволить себе даже начинающий сварщик. Фен отлично подходит для ремонта автомобильных бамперов и сварки емкостей с толщиной стенки до 6мм, а также в случае использования в труднодоступных местах при ремонте пластиковых изделий.
Для выполнения различных сварочных швов Вам потребуются насадки для сварки, которые Вы также можете приобрести в нашей компании.
Выполнение сварки
Если экструдерный аппарат не новый, и вы уже использовали его раньше, уберите из резервуара остатки присадки, которые вы применяли до этого.
Сделать это нужно, даже если вы использовали тот же материал, что и в этот раз. Если присадка нагреется еще раз, её прочность уменьшится.
Затем нужно снять блокировку с холодного пуска, разогреть устройство и подающие детали до температуры, при которой вы собираетесь работать, установить настройки производительности.
Во время того, как вы будете варить, поддерживайте необходимый наклон экструдера. Он будет зависеть от того, какой тип шва вы выбрали. Если вы проработали долго и нуждаетесь в перерыве, поместите сварочный аппарат на подставку для него.
Если пауза будет долгой, снизьте температуру аппарата примерно на 45 градусов. Нагрев присадки приостановится, но проблем с продолжением процесса не будет.
Этапы сварки экструдером
- Подготовка деталей к соединению. Свариваемые поверхности тщательно очищаются, после чего прогреваются горячим воздухом до температуры пластификации. Также на деталях может формироваться специальная канавка, увеличивающая площадь контакта.
- Подача материала в экструдер – как правило, в виде гранул или прутка. Проходя через нагревательные элементы, расположенные по окружности экструзионной камеры, вещество переходит в вязко-текучее состояние, после чего перемешивается шнеком. В результате получается однородная присадочная масса.
- Подача материала в зону сварки через сварочный башмак. Конструкция башмака непосредственно влияет на форму шва.
Сварочные экструдеры позволяют получать швы V-, X-, K-, HV-, Double HV-, E- и F-типа. Выбор метода зависит от формы и угла соединения деталей. Для максимальной надежности рекомендуется накладывать двусторонние швы – это не только усилит крепление при минимальных затратах присадочного материала, но и снизит деформацию деталей при остывании.
Виды насадок для сварки пластиков
Насадки для сварки отличаются по типу шва, который будет производиться при изготовлении изделия. Шов может быть стыковой, угловой (наружный и внутренний). В зависимости от типа шва сварщик выбирает оптимальное сечение сварочного прутка, которое он будет использовать. Пруток может быть круглый, овальный, треугольный, плоский. Соответственно и насадки для сварки будут для круглого прутка, для треугольного прутка или плоскощелевая. Эти насадки можно считать насадками быстрой сварки, помимо них есть еще насадки переходники, которые используют для перехода к насадками быстрой сварки.
Насадки для сварки листового полипропилена экструдерами, также отличаются по типу швов и прутков, которые будут использоваться в работе.